铝合金薄壁构件数控加工有限元分析
2019-12-09于春涛刘国平
于春涛 刘国平
(江南计算技术研究所,江苏 无锡,214083)
0 引言
轻质合金材料是推进我国国防装备体系及航空航天产业实现性能优、可靠性高和成本低廉的基石。从上世纪八十年代开始,随着我国高新技术的崛起和国防装备工业的快速崛起,对当下流行的轻量合金材料的加工性能和生产工艺的要求进一步提高,随之也拓展出新的发展前景。尤其是铝合金材料在航空航天、船舶、核工业及兵器工业等领域有着广泛的应用背景及不可替代的地位,因此铝合金的加工技术已然成为制约国防技术进步的主导因素[1]。本文主要根据航空薄壁构件异构特点和诸多实际生产经验通过有限元分析方法进一步总结薄壁构件切削加工难点,概述此类零件加工变形控制方法。

图1 某航空薄壁构件
内部残余应力、夹紧力及切削力彼此综合作用是造成薄壁构件变形的主要成因。特别针对于薄壁框架类零件,工件本身属超高面厚比零件且铣削表面时铣刀常处于满刃切削状态,零件整体材料去除率大,所以上述因素导致加工变形的效果更为明显。本文在研究基材内部应力状态和圆柱立铣刀铣削仿真的支撑下,展开对特定薄壁构件的切削加工过程有限元模拟,以此来了解工件成型过程中动态变形情况,并分析其规律,掌握薄壁构件数控加工变形成因。
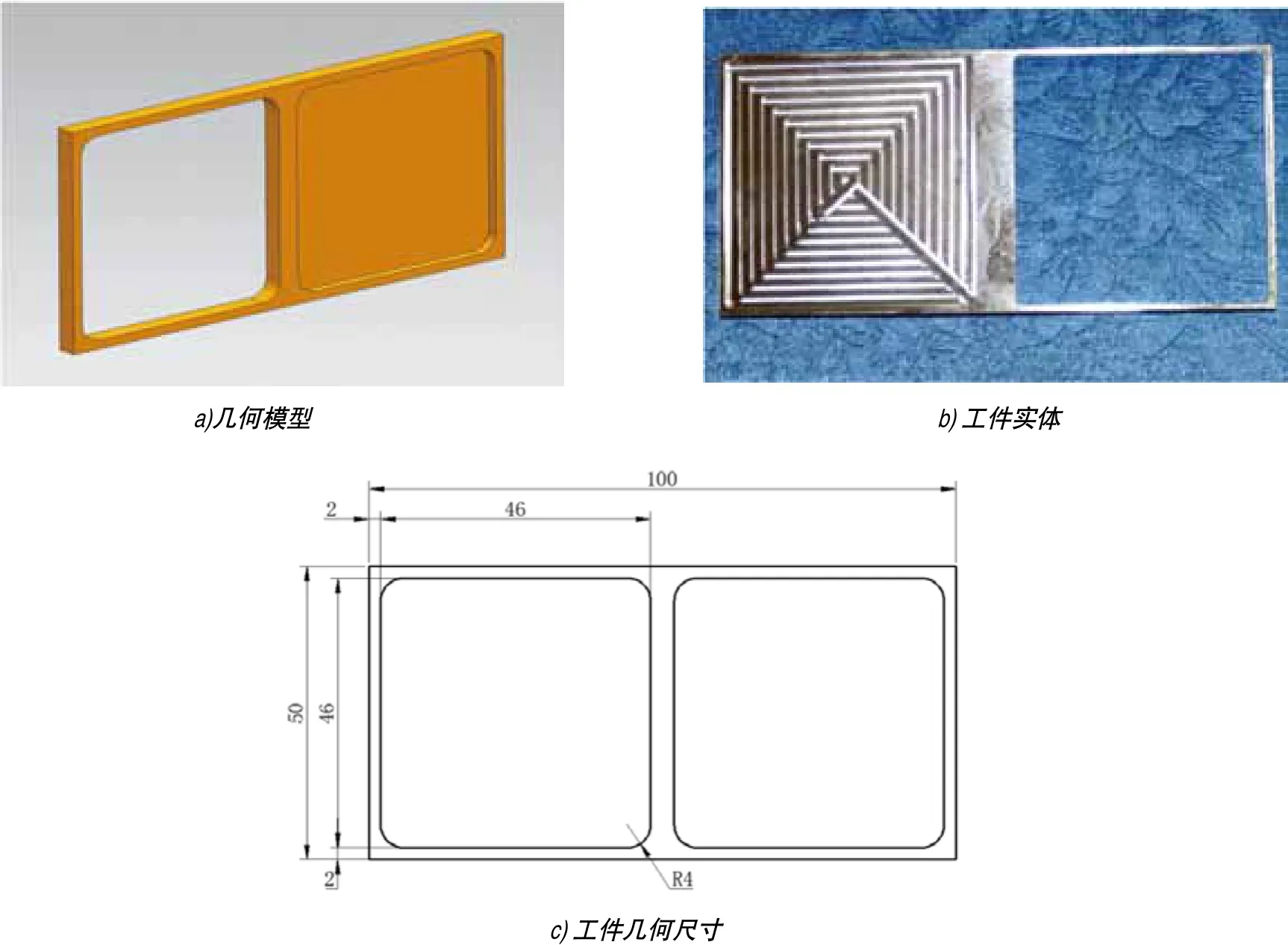
图2 所设计工件的几何模型
1 几何建模
本文主要对某航空电子机箱部件产品作为原型研究对象,如图1所示为其组件之一系典型的薄壁框架类构件,其形貌特点为板面尺寸较为规整,总体高度与长(宽)尺寸之比小于1:10属超高面厚比零件,其内部有矩形盲腔和通腔结构。
本文对其结构进行简化以便于后续仿真计算,设定工件总厚度为4(mm)、长100(mm)、宽50(mm)、1处46×46(mm)深2(mm)矩形盲腔及1处46×46(mm)矩形通腔。
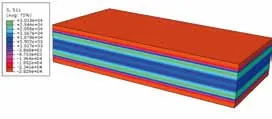
图3 X方向应力状态
2 铣削加工过程的有限元仿真
2.1 材料初始应力的施加
影响薄壁构件加工变形的主要因素之一就是工件毛坯的初始应力分布状态,所以在进行整体加工模拟仿真之前要将其毛坯初始应力值附加到三维有限元模型上。将铝合金预拉伸板材残余应力数值施加到工件预加工毛坯模型中,遂得到两个方向的应力状态云图。如图3所示为毛坯X方向的应力状态。
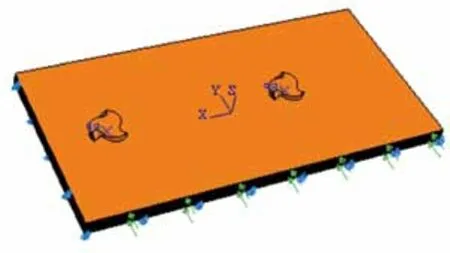
图4 在仿真模型上附加边界条件
2.2 有限元仿真流程
首先以工件底面为主基准面,并附加对该面空间六个自由度进行限制;再者将工件与夹具接触面视为次基准面,对该面Y方向的平面移动和X、Z的空间转动自由度进行限制;最后将夹紧力1250N按其实际作用面积转换为压强施加到次基准面上。
如下图4所示为在仿真模型上附加边界条件约束后的状态,其中设定一对同型刀具适宜两处腔体的模拟。
有限元仿真按照工件具体工艺流程进行,仿真流程如图5所示。
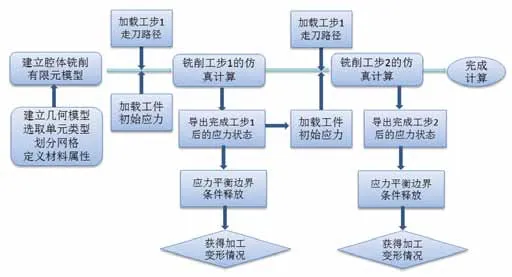
图5 整个仿真模拟过程示意图
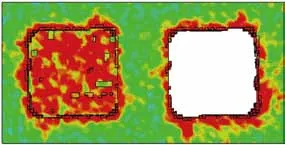
图6 完成粗加工后瞬时应力状态
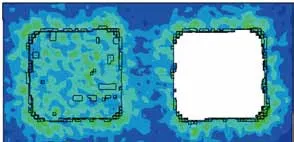
图7 完成粗加工后应力平衡状态
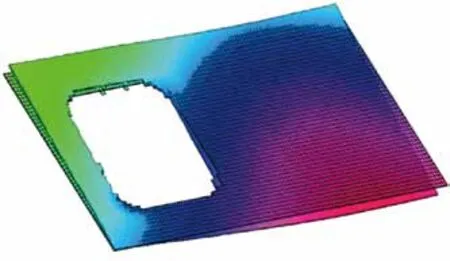
图8 工步1加工完成后的变形状态
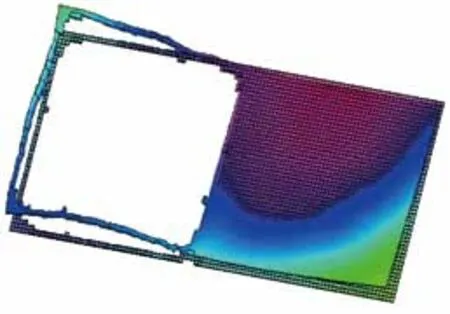
图9 工步2加工完成后的变形状态
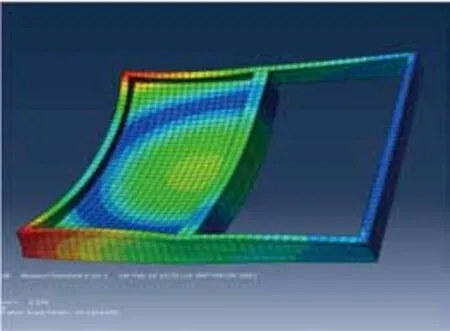
图10 最终零件加工变形状态直观图
2.3 仿真结果分析
2.3.1 工件各工步应力状态
在完成1工步的加工后工件整体应力分布状态如图6所示,薄壁构件刚加工后其内部应力情况暂处于不平衡状态,在进行有限元模拟分析时采用的求解器是动态的,虽能够精确仿真出工件完整切削加工过程,然而所体现出的应力变化状态只局限于人为设定的时间区间内,而并未将工件整体应力状态是否达到平衡作为初始条件。因此可由图6所示,工件内部仍存在较高的应力数值。
综上问题,在此基础上尚需对薄壁构件进行应力平衡状态下的计算,将仿真之初的模型所有约束的边界条件移除,进行特定的结构静力学分析,获取工件最终的加工变形状态。运用静力学分析就忽略了时间叠加周期而直接求解工件最终状态的变形情况,如图7所示较之前者工件应力显著降低。
2.3.2 仿真结果分析
工件粗加工完成后变形情况如图8可见,为使直观变形明显,对其变形效果放大30倍。工件整体沿对角线方向产生翘曲变形,是翘曲和扭转变形共同作用的结果,从中可知工件最终变形量σmax为0.2752mm。
工件精加工完成后变形情况如图9可见,较之工步1而言变形更为复杂,并无直观规则性变化,工件整体发生变形的最大和最小极端值均处于盲腔周边,可见最终变形量σmax为0.1745mm。对于通腔端而言其变形情况更无规则性变化,由于材料去除量大,自身刚度低,所产生变形时各因素耦合的结果。
3 加工实验及验证
3.1 薄壁构件的加工工艺
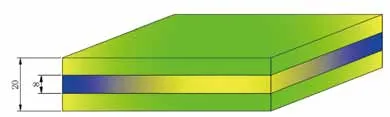
图11 样件毛坯示意图
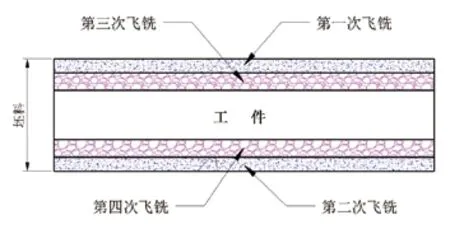
图12 工件粗加工示意图
为保证本次实验的有效性,据相关文献资料[2],薄壁构件坯料取材时从原始板材中性面区域内截取可最大限度的降低残余应力对后续的加工变形影响,此种取材方式常用于薄壁构件毛坯取材过程中。本次实验遵循上述取材原则从坯料中心部位截取一定厚度基材,样件毛坯示意图如图11所示。
在上述取材步骤的基础上,对坯料进行粗加工,对称去除两侧余量以保证最终工件外形尺寸,采用虎钳装夹方式在万能升降台铣床三刃圆盘铣刀进行铣削,采用双面对称加工方式去除厚度余量,具体示意图见图12。为使工件变形达到最优状态,去除过程中加工应力影响,每次铣削去除余量必须控制在0.5(mm)以内,并采用高速铣削方式[3]。
由于装夹特点直接影响薄壁构件最终的加工质量,针对该类工件的结构特点,工件形状较为规整,且具有一定的厚度,故采用虎钳装夹方式进行加工。以已加工表面为基准,用扳手在夹具上施加约5N·m的扭矩,样件的装夹方式如图13所示。
通用初始夹紧力计算公式为:
式中:
根据上式可计算得出夹具作用在工件上的夹持力约为1250N。
在制定加工工件腔体工艺过程中,为准确验证实际加工参数及走刀路径的正确性。事前采用UG后置处理加工模拟程序在实际生产用B300立式加工中心上进行整个加工过程模拟,各项参数确定后再付诸实际生产。加工模拟示意图见图14。在薄壁构件实际加工过程中,根据工件结构特点,两个腔体加工分两个工步进行,采用环形走刀路径铣削,其加工过程如图15所示,走刀轨迹及铣削用量分别见图16、17及表1所示。
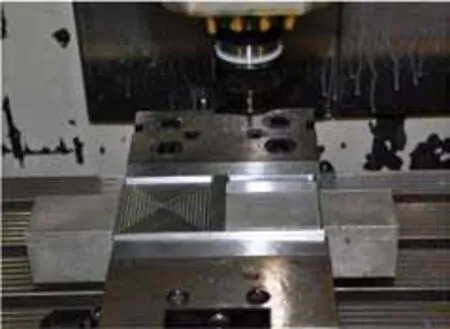
图13 样件的装夹方式

图15 腔体加工过程示意图
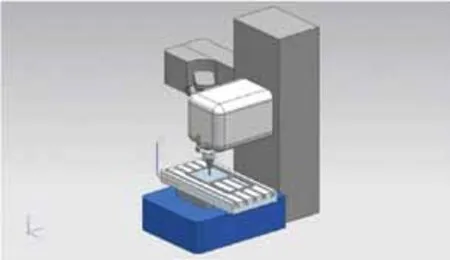
图14 加工过程模拟示意图
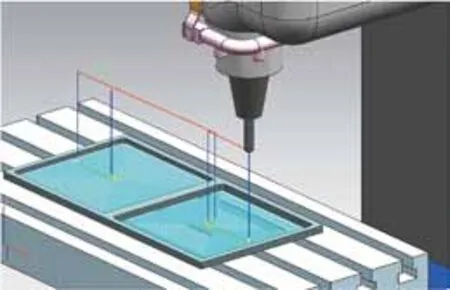
图16 在UG平台上模拟加工薄壁件走刀路径
3.2 加工变形的三坐标检测
根据工件的形貌特点制定相应的三坐标检验策略,为使测量数据可较完整地表征出工件的变形情况。我们按照下图18所示已选定的测量方位对工件最终成型后的变形情况开展测量评估工作,并对各检测要素通过统筹编码以便识别,具体测量数据如图19所示。
根据上述测量结果可获取工件在各工步加工后的整体变形趋势,在完成1工步粗加工后工件的变形情况如图20所示,其最大变形量为0.3221(mm);在完成2工步精加工后工件变形情况如图21所示,其最大变形量为0.1908(mm)。
从总体趋势上来看,在完成各工步后工件均产生了一定的变形。由于工件在粗加工过程中材料去除量较小,剩余部分整体刚度较大,故产生了扭转和翘曲耦合的变形结果。随着加工的持续进行,零件整体刚度锐减,故导致伴随加工的持续进行材料的去除和工件逐渐减小的刚度,以及所造成的不均匀的效果越显著的内部应力,因此变形状态呈现出更加不规则畸变,纵观整体变形状态呈起伏趋势。两工步比对观察,通腔一端较之盲腔一端变形较为明显,因为通腔部分刚度比盲腔部分低,在材料去除过程中内部应力与切削力耦合作用效果更为明显。但由上述表格数据可知,工步2最终产生的变形量(0.1908mm)要小于工步1最终产生的变形量(0.3221mm)。此项事实说明了完成工步2后工件的内部应力释放的较为充分,现存于工件内的应力明显减小,使得工步1中所产生的变形得以定量回复,但直观可见后者变形情况较之前者更为复杂。
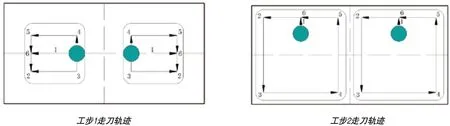
图17 各工步走刀路径

表1 腔体加工铣削参数
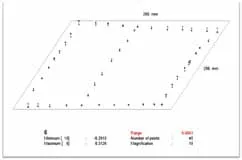
图18 三坐标测量机所测实际点位
图20 完成工步1后的实测结果图21完成工步2后的实测结果
提取相应有限元计算节点位置数据,并与实际测量值进行比对。如图22所示两者具有很好的一致性。
图22完成工步1后的模拟结果与实测结果比较
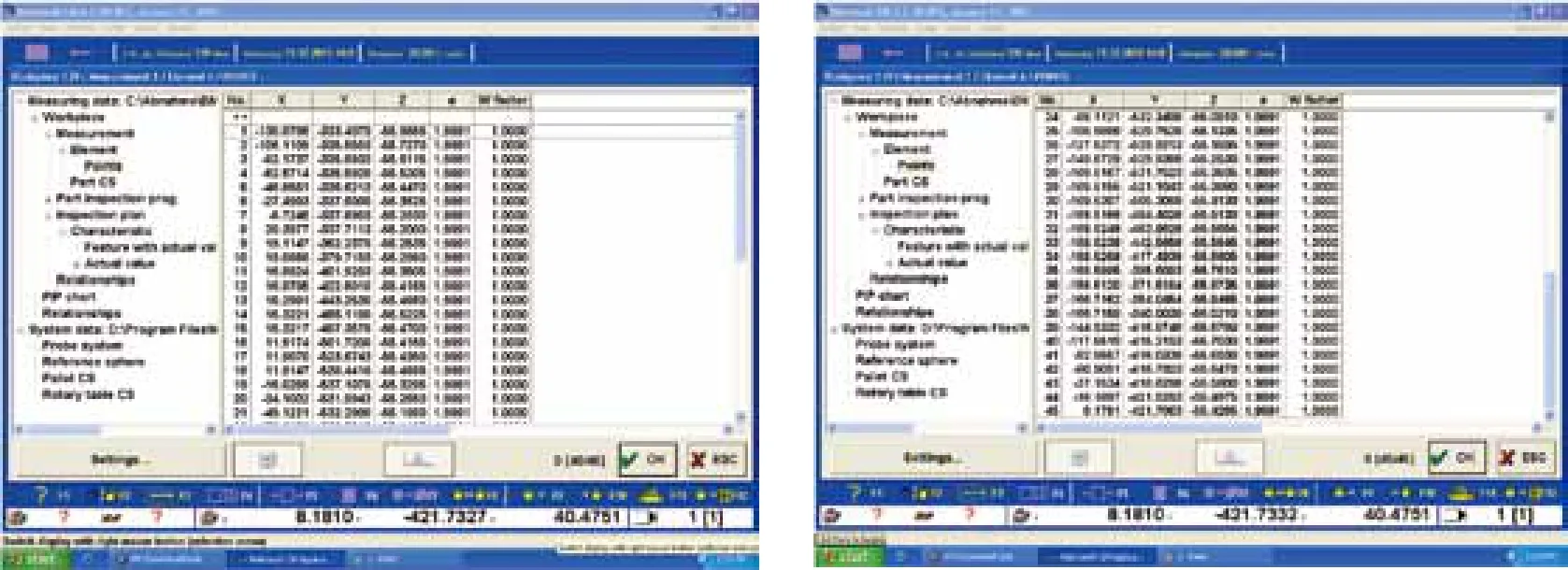
图19 三坐标测量机所测各点坐标值
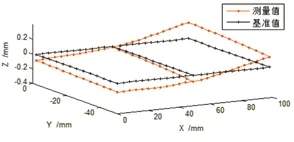
图20 完成工步1后的实测结果
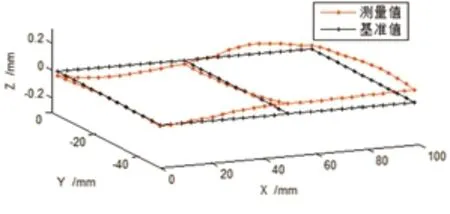
图21 完成工步2后的实测结果
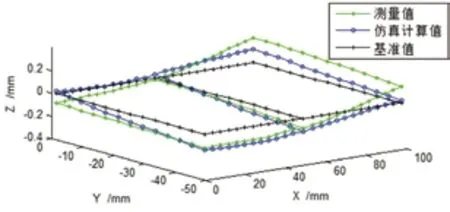
图22 完成工步1后的模拟结果与实测结果比较

图23 完成工步2后的模拟结果与实测结果比较
遵循前法,提取模拟仿真中与三坐标实验测量点位相一致的变形量数据,并与之两者比对,所得结果如图23所示。可见工件两端角处仿真数值与实验数值相差较大,但纵观工件整体变形趋势基本一致,能够表征出工件加工变形的复杂状态,可视为仿真结果具有可信性。
4 总结
本文选定工件尺寸特性并制定相应的加工工艺流程,依照特定实验工件参数建立了有限元仿真模型,获取工件毛坯内部初始应力状态,并分析施加有限元边界约束条件来进行整个铣削过程的有限元仿真计算,最终获得工件的加工变形状态。在综合考虑残余应力、铣削力和夹紧力等因素耦合作用[5]下预测分析工件加工变形的方法。此法可完美仿真出薄壁构件从坯料到成型的加工全过程,并通过仿真结果与实验测量值对比分析可知两者具有很好的一致性。可做到对薄壁构件加工前变形情况的准确预测,这也为薄壁构件的加工变形的矫正及控制提供了新的途径。
