超超临界机组不锈钢弯管纵向裂纹的超声检测研究
2019-12-06程鸿孟永乐殷尊
程鸿 孟永乐 殷尊

摘 要:本文采用自制的表面波探头和大角度纵波探头对高温再热器不锈钢弯管的纵向裂纹进行超声检测研究。根据高温再热器不锈钢弯管的规格和材质,研究了探头设计原理、不锈钢弯管的检测原理、现场检测工艺、缺陷波特征。结果表明:表面波探头和大角度纵波探头的结合使用可以实现不锈钢弯管内外壁裂纹的检出。
关键词:不锈钢弯管;纵向裂纹;表面波;大角度纵波
中图分类号:TM621 文献标识码:A 文章编号:1671-2064(2019)19-0087-02
超超临界机组由于参数的提高,使锅炉的高温受热面需要有更好的抗蒸汽氧化、高温强度、高温塑性和可加工性等。本文采用表面波探头和大角度纵波探头对高温再热器不锈钢弯管内外壁纵向裂纹进行超声检测研究,及时检测出超超临界机组不锈钢弯管纵向裂纹的位置和大小,消除纵向裂纹引起的重大安全隐患,避免机组非计划停运。
1 检测原理
1.1 表面波检测不锈钢弯管外壁纵向裂纹原理
表面波是固体表面上存在的一种具有纵波和横波双重性质的弹性波。表面波在传播过程中碰到棱边时,若棱边曲率半径大于5倍波长,表面波可不受到阻碍地完全通过,当R逐渐变小时,部分表面波能量被棱边反射,当R≤λ(表面波波长)时反射能量最大。
不锈钢弯管的半径R为30mm,远大于5倍的表面波波长,因此表面波可以在不锈钢弯管表面和近表面传播(如图1所示),当不锈钢弯管外壁存在裂纹时,会形成裂纹反射波。表面波对不锈钢弯管外壁裂纹具有很高的检测灵敏度,并且可以精确定位。
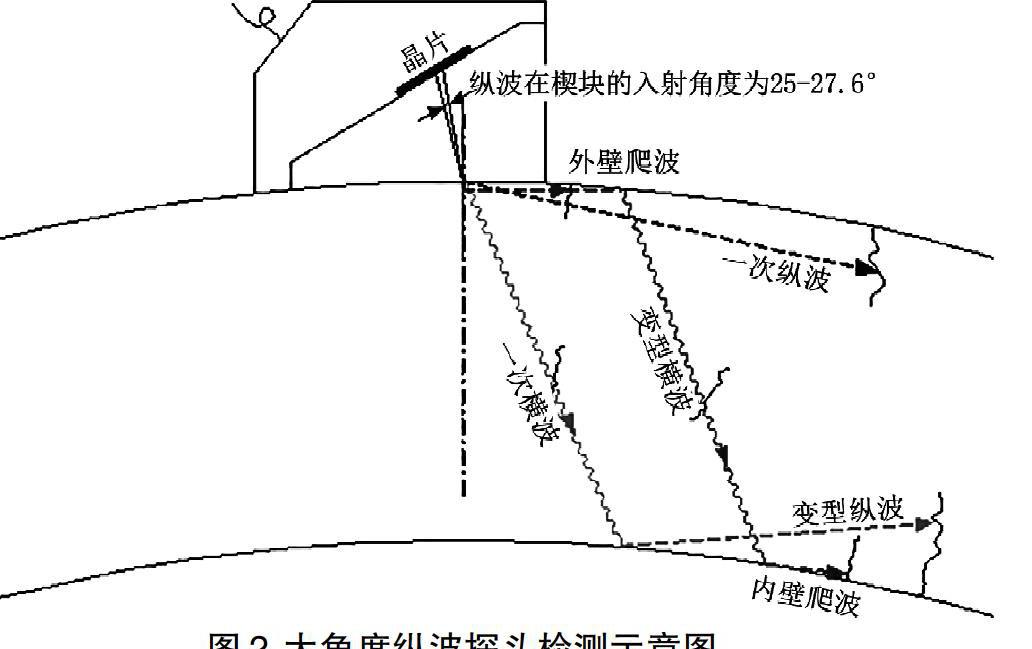
1.2 大角度纵波检测不锈钢弯管内外壁纵向裂纹原理
如图2所示大角度纵波探头与常规斜探头不同,当晶片在有机玻璃透声锲中激发的纵波入射角为25~27.6°时,可同时产生三种声束:(1)大角度纵波,包括一次纵波和变型纵波,其折射角均在70~90°;(2)爬波,包括外壁爬波和内壁爬波,其折射角近似90°;(3)横波,包括一次横波和变型横波,其折射角为30~33°。
2 探头设计
2.1 探头参数的设计
高温再热器不锈钢弯管的平均壁厚为4.0mm,外径为60mm,弯曲角度分别为60°、90°、120°;且现场弯管间距较小,给予的检测空间受限制。
首先,表面波探头和大角度纵波探头的外壳和电气接插件要小巧,设计的探头在高温再热器管屏中的有限空间内能自由移动扫查。表面波探头和大角度纵波探头的透声楔选用有机玻璃制作,有机玻璃材料常见,易加工、探测面进行曲面修磨容易,在5MHz以下,通过它进入不锈钢弯管的声能衰减不太严重,且有机玻璃与不锈钢弯管耦合特性好,能方便、稳定地实现声耦合。
2.2 探头透声楔曲面修磨
不锈钢弯管曲率是影响耦合质量的重要因素。不锈钢弯管外壁是凸曲率面,探头是从外壁检测的,平面透声楔与不锈钢弯管只是线接触,进入不锈钢弯管中的声能量低,对检测灵敏度有严重的影响。为了增加声束进入不锈钢弯管的面积,本文必须将探头透声楔修磨成与不锈钢弯管吻合的曲面,修磨工具为金相砂纸和Φ60mm小径管。
3 人工缺陷设计
试块材料选用外径为Φ60mm的不锈钢管,内外壁人工槽宽度均为0.2mm,人工槽深度均为0.2mm,人工槽采用Φ0.18mm钼丝进行線切割制作。
4 超声检测
4.1 表面波检测
4.1.1 表面波探头扫描速度调整
为了能够使表面波在不锈钢弯管上传播半周、缺陷定位准确并能够更好地区别缺陷波和伪缺陷波,声程范围取2:1较好。调整方法:将表面波探头放置在试块上,人工槽与表面波探头的距离为弯管的半周长(95mm),找到人工槽的反射波,反复调整“调校”和“零偏”使人工槽反射波的声程显示为95mm,然后反复调整“范围”,使人工槽反射波的前沿分别对准荧光屏水平刻度“5”。
4.1.2 表面波检测灵敏度的调整
将表面波探头置于与人工槽距离为95mm的位置,调整“增益”使人工槽的反射波波幅为满屏的80%。此时的增益值为表面波的检测灵敏度(一般为60dB左右)。初检时再增益10dB,作为扫查灵敏度。
4.1.3 表面波探头的扫查方式
为发现不锈钢弯管外壁的纵向裂纹,表面波传播的方向要垂直于不锈钢弯管轴线。将表面波探头置于不锈钢弯管两侧面各进行一次探测,在探测过程中表面波探头不做前后移动,只需做左右移动,并略转动角度3~5°为辅。在检测时应先以扫查灵敏度将整个不锈钢弯管初检一遍,发现裂纹后,在不锈钢弯管表面上作出标记。然后用检测灵敏度进行一次仔细检查,以便确定裂纹的大小、位置和性质。
4.1.4 纵向裂纹位置确定
在表面波探头主要发现不锈钢弯管外壁的纵向裂纹时,根据荧光屏上裂纹反射波的声程值,只需用皮尺量测出表面波探头前端至裂纹的距离,即可精确地定出裂纹的位置。
4.2 大角度纵波检测
4.2.1 大角度纵波探头扫描速度调整
大角度纵波探头可同时发现不锈钢弯管内外壁的纵向裂纹,为能确定缺陷的区域,要求声程范围取2:1较好。调整方法:将大角度纵波探头放置在内外表面人工槽试块上,用外表面人工槽的反射回波调整,反复调整“调校”和“零偏”,使该波前沿对准水平刻度“2”。在不改变任何参数情况下,内壁人工槽的反射波前沿则自动对准水平刻度“5”。在找到内外表面的最大反射波时,人工槽距离探头前端的水平距离为2~7mm。
4.2.2 大角度纵波检测灵敏度的调整
利用内外壁人工槽进行调整。把大角度纵波探头分别对准内外壁人工槽,使内外壁人工槽反射波同时显示在荧光屏上。由于外壁人工槽反射波波幅略高于内壁人工槽,因此把内壁人工槽反射波波幅调整为满屏幕的80%,此时的增益值为检测灵敏度(一般为55dB左右)。初检时再增益10dB,作为扫查灵敏度。
4.2.3 大角度纵波探头的扫查方式
为发现不锈钢弯管的纵向裂纹,探头激发的检测声束要垂直于弯管轴线。将大角度纵波探头置于不锈钢弯管表面,前后左右移动探头,并略转动角度3~5°为辅。一次扫查结束后,确保检测声束覆盖全部不锈钢弯管,避免有漏检区域存在。发现缺陷后,在不锈钢弯管表面上作出标记。然后用检测灵敏度进行一次仔细检查,以便确定缺陷的区域。
4.2.4 纵向裂纹区域确定
大角度纵波探头可发现不锈钢弯管内外壁的纵向裂纹,由于不锈钢弯管壁厚较薄,在发现纵向裂纹时,距离探头前端的水平距离2~7mm范围即为纵向裂纹区域。但是无法精确定出裂纹的位置和深度。
5 缺陷波特征分析
HCbN,平均壁厚为4.0mm,外径为60mm。经超声检验,发现裂纹反射波和伪缺陷波的特征如下:
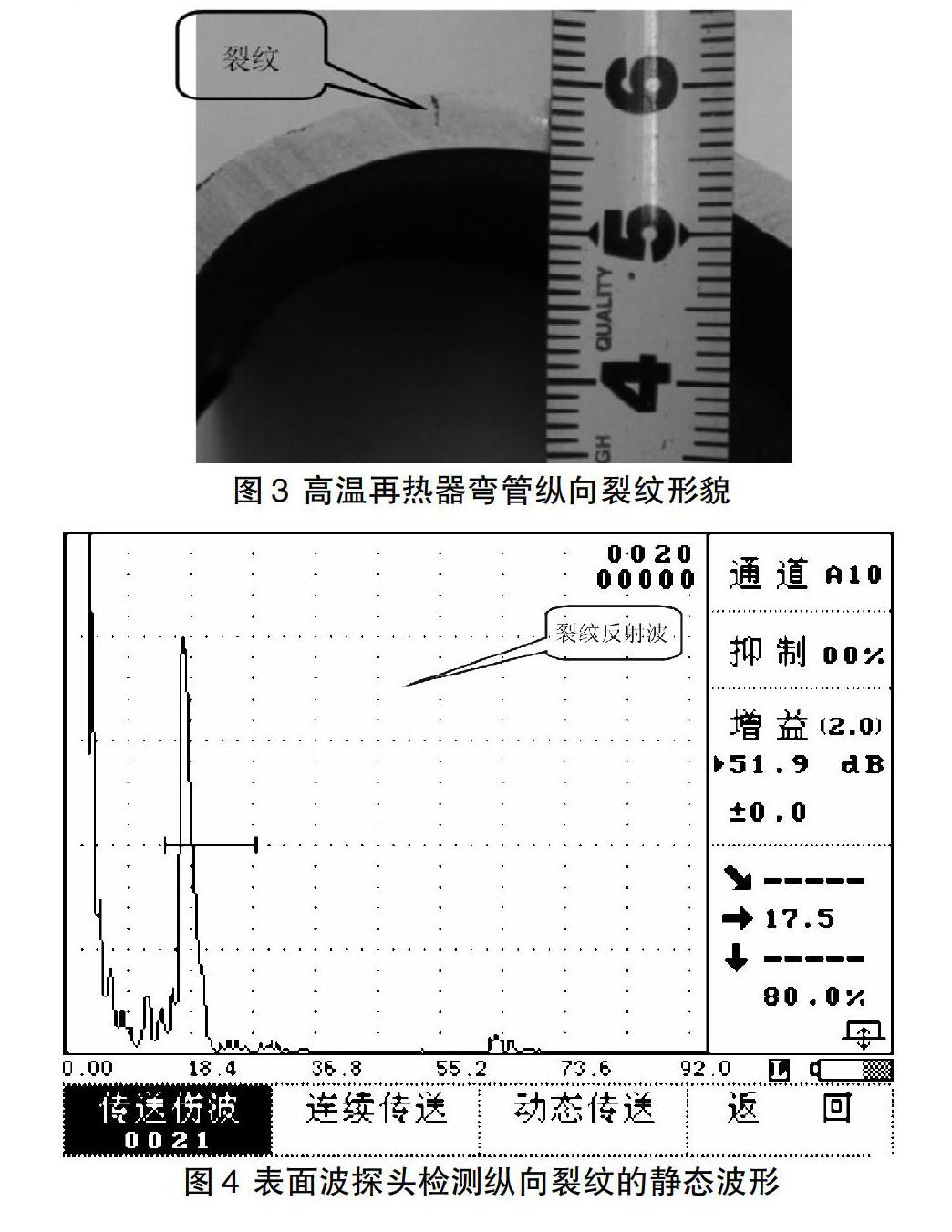
表面波探头检测纵向裂纹时(裂纹形貌见如图3所示),裂纹反射波的静态波形为单束、尖锐、波宽较窄的波峰,其波幅均高于外壁人工槽,静态波形如图4所示。纵向裂纹的动态波形为波幅随着距离的增大而增大,用手触摸裂纹时,裂纹反射波始终存在。
6 结语
表面波探头和大角度纵波探头的结合使用可以实现不锈钢弯管内外壁纵向裂纹的检出。表面波探头对外壁纵向裂纹可以精确定位,大角度纵波探头可以检出内外壁裂纹,虽不能精确定位,但可确定裂纹的分布范围。
参考文献
[1] 杨富,章应霖,任永宁,等.新型耐热钢焊接[M].北京:中国电力出版社,2006.
[2] 郑晖,林树青.超声检测[M].北京:中国劳动社会保障出版社,2008.
[3] 方园园,赵杰,李晓娜.HR3C钢高温时效过程中的析出相[J].金属学报,2010,46(7):844.
[4] 美国无损检测学会编.美国无损检测手册超声卷[M].世界图书出版公司,1996.
