汽车钢板表面波纹度测量标准方法对比
2019-12-03李子涛王伟峰
李子涛,王 辉,王伟峰
(马钢股份公司技术中心 安徽马鞍山 243000)
近年以来,在环保和节能减排方面的需求的促进下,2C1B工艺迅速发展并得到了应用。
传统的3C2B工艺能够较好的覆盖钢板表面轮廓,但在新的2C1B之下,漆膜厚度大为降低,造成了油漆对钢板表面轮廓的覆盖能力不足,车身外观质量将会出现明显降低[1]。新型涂装工艺下,如何实现钢板表面结构的测量、控制,实现钢板涂漆后获得良好的外观质量是钢厂必须面临的课题。
关于汽车板材表面结构对于涂装外观质量的影响,目前,国内外的研究基本形成一致的观点:粗糙度波长在涂装过程中容易被覆盖,对外观质量的影响较小,而板材的波纹度在涂装之后被保留的比例较高,进而造成涂漆后橘皮值超标、鲜映性降低的问题[2]-[5]。因此汽车板表面波纹度的测量与控制是重要的。
1 波纹度测量原理
总的来说,钢板表面波纹度的测试方法分为两种:接触式测量、非接触式测量。
接触式测量技术始于十九世纪,德英美等发达国家相继制定了各自的光洁度标准,几与同时泰勒-霍普森发明了探针式表面粗糙度仪,从此探针式成为接触式测量方法的主导。接触式测量技术是目前汽车行业应用广泛的一种技术,其原理是通过细小的探针在钢板表面行走,记录钢板表面形貌,再按照一定的规则将表面波纹度与形状、粗糙度轮廓分离。接触式测量方法是目前应用最为广泛的方法,特点是工作可靠,可进行多参数测量,但其局限性在于其依靠探针在表面的行走记录表面轮廓,测试速度较慢、探针容易磨损[6]、[7]。
非接触式测量方法对于汽车钢板生产过程中表面结构参数的快速检测具有非常重要的意义。这是由于当接触式仪器测量波纹度时,它是静态的,并且总是从钢卷的头部或尾部取样,所以不一定代表钢卷所有部位的数据,无法监测生产设备的异常情况并及时调整。为了解决这一问题,2015年Arcelor Mittal、Tata、CRM、AMEPA等联合了开发了WAVISURF测量技术,如图1,在Arcelor Mittal、Tata已经在线安装,并使用接触式测量仪器验证了可靠性。WAVISURF是基于激光成像技术开发出来的集成式波纹度在线测量仪器,其原理为激光照射被测量物表面产生反射,高速相机记录反射光源信息,图像处理系统计算去除高度梯度、形状轮廓、粗糙度轮廓,得到波纹度值[8]。
由于非接触式测量技术目前应用较少,以下将重点介绍常见的接触式测量标准方法。
2 常用的波纹度测量标准
目前在汽车用钢领域应用较为广泛的波纹度参数为:(1)W,在法系车企中应用较多;(2)Wsa、Wa0.8为德国钢铁行业标准SEP 1941定义;(3)Wa为ISO标准体系、新JIS标准、国标中定义。下面将介绍这些参数的定义及测量。
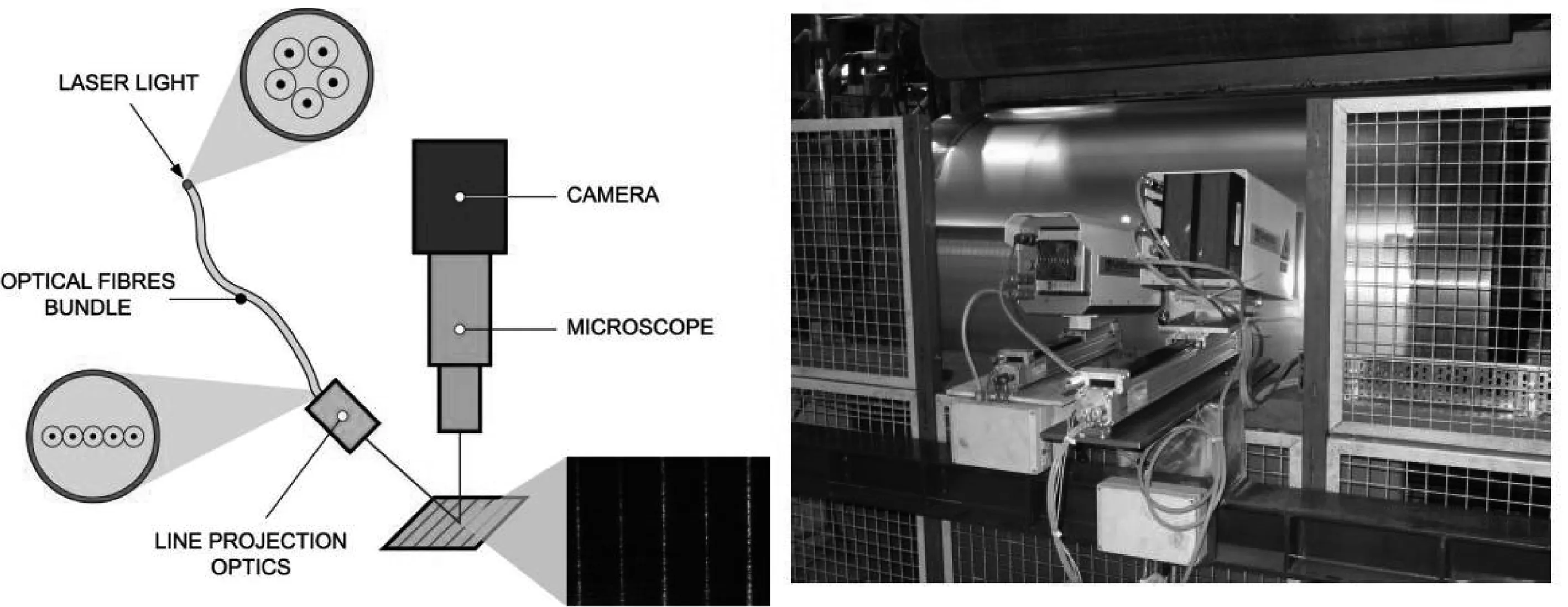
图1 WAVISURF原理及实物
此外,还有一些波纹度参数如FFT(快速傅里叶转换)、Ramacro、WcP5-0.8等,由于应用范围较窄或者标准作废,在这里不做介绍。
2.1 ISO及国标[9,10,11]
目前,与测量表面粗糙度、波纹度相关的国家标准和ISO国际标准有十多个,ISO国际标准的特点侧重于表面结构测量的顶层平台规划,具备纲领性技术文件的基础支撑作用。Wa为ISO标准定义参数,其含义为波纹度轮廓算术平均偏差(Wa),Wa可理解为在一个波纹度取样长度内,检测时直接获得的实际表面断面曲线经过滤波所得曲线Z(x)偏离最小二乘中心线的距离绝对值的算术平均值,如下:
Wa与日本的Wca参数的区别在于评价条件选择的滤波器类型不同,Wa选择Gaussian滤波器;Wca选择2RC75滤波器。然而,ISO和国家标准都只是在表面粗糙度试验方法中,附带提及表面波纹度,对于测试条件的要求不够系统完整,在可操作性方面显得不足,具体测试条件如表1。
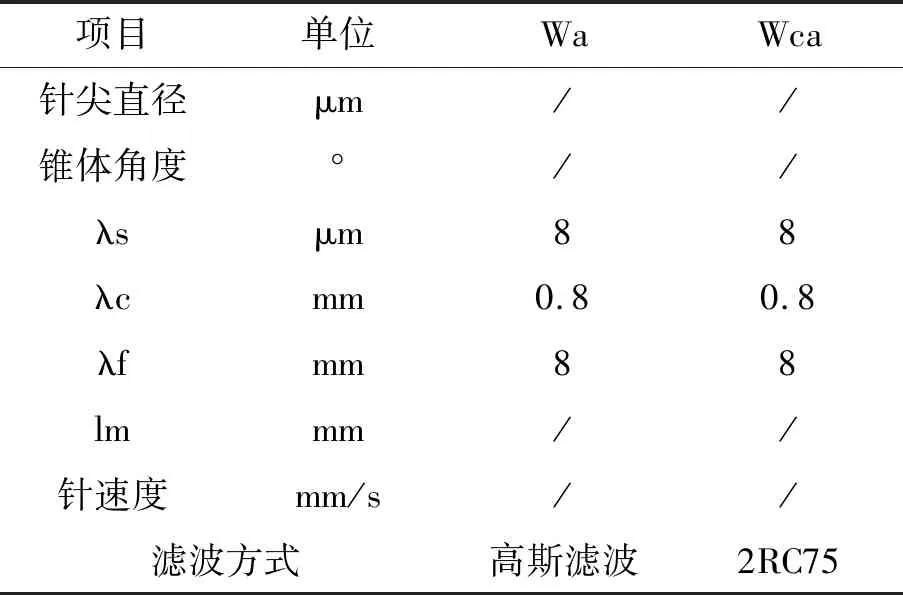
表1 ISO标准Wa、日标Wca测量条件
注:/表示未有明确要求
2.2 SEP 1941[12]
SEP 1941是德国钢铁行业标准,专门用于测量金属薄板表面的波纹度,在德系车企中使用较多,标准中对测针、测试条件、滤波方式规定详细,指导性较强。其规定的波纹度参数为波纹度算术平均值Wsa,并在附录中规定了Wa0.8。
Wsa采用指数滤波器将形状、粗糙度轮廓分离去除后,得到波纹度轮廓。再通过公式计算得到Wsa数值。与Wsa不同的是,Wa0.8使用五次多项式回归去除形状轮廓,再使用高斯滤波去除粗糙度轮廓,从而得到波纹度轮廓,再经过计算得到Wa0.8的值。
2.3 Motif[13]
Motif方法是法国的汽车产业界中使用的测量方法,这一方法也成为了国际标准《ISO 12085几何产品规范表面纹理:轮廓方法Motif参数》,也就是国标《GB/T 18618-2009 产品几何技术规范(GPS)表面结构 轮廓法 图形参数》,其常用参数为W值。
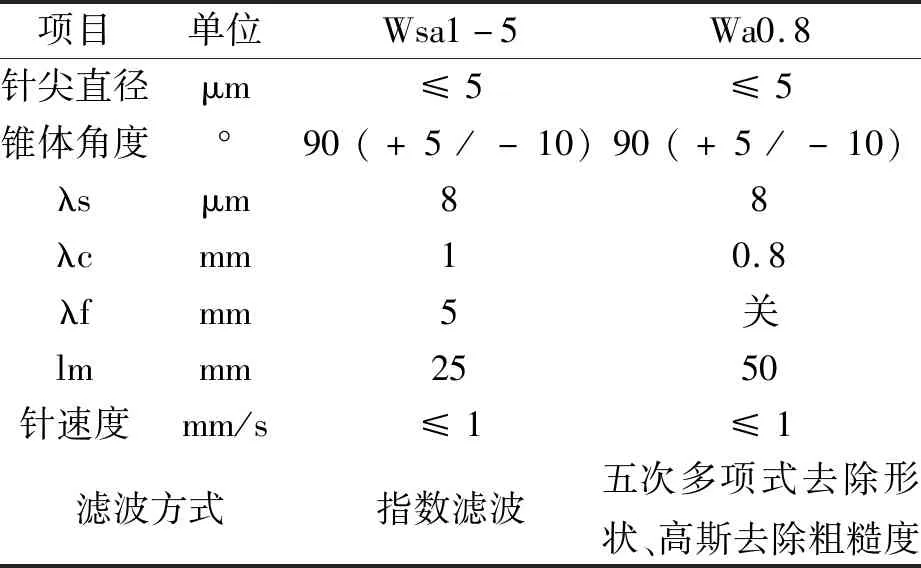
表2 Wsa1-5、Wa0.8测量条件
Motif指在原始轮廓的并不一定相邻的2个轮廓局部峰(在2个相邻的轮廓最小值之间的一部分称轮廓局部峰)的最高点间的一部分(图2为一个Motif)。Motif评定方法不采用任何轮廓滤波器,不断把小Motif合并成大的Motif,再通过设定不同的阈值可以将波纹度和表面粗糙度分离开来。

图2Motif的定义
粗糙度Motif和波纹度Motif评定参数见表3。其评定方法如下:(1)设定表面粗糙度或表面波纹度阈值,(2)对轮廓进行分段,(3)对每个段内的表面Motif 进行合并,并检验条件(1)、(2)、(3)对整个轮廓上的Motif合并,直到不能再进行合并为止,(4)计算Motif参数。
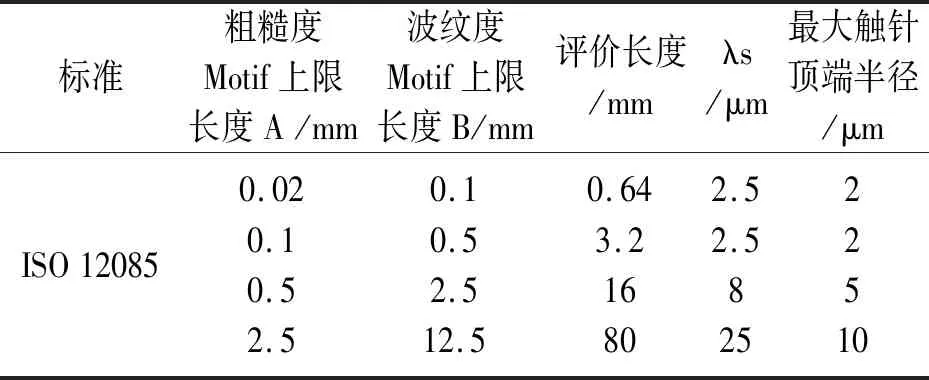
表3 Motif测量条件
3 结语
由于新型涂装技术的兴起,汽车面板表面波纹度的控制技术已成为钢厂的必需面临的重点课题。精确的测量是技术进步的开始,在汽车板表面波纹度测量过程中,应充分理解标准中测试条件,对于标准中未明确规定的内容,应充分研究其不同设置对于试验结果的影响,确保测量的一致性。
