城市钢桥制造安装技术
2019-12-02权红烈
权 红 烈
(中铁宝桥集团有限公司,陕西 宝鸡 721006)
钢桥梁以其高效、经济、环保、对交通影响小、工期短等诸多优点,已成为城市桥梁的发展方向。但城市立交钢桥类型多(跨线、匝道、天桥等)、结构复杂(弯、斜、异)、施工环境多变(跨路、跨线、跨居民区)、分块多、交通及文明施工要求高(噪声、环保等),给制造及安装施工带来诸多困难。典型钢桥示意图见图1。
1 技术准备
1.1 总体方案制定
结合城市桥梁线路复杂、周边环境多变等特点,以高效、经济、质优、安全、环保为目标制定合理适用的施工方案。钢桥总体生产部署一般采用工厂块体(钢梁节段)制造、公路运输至现场工地连接的两地生产模式。本文着重介绍焊接钢箱梁。
1.2 合理分块划分
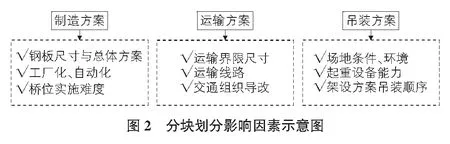
根据制造、运输、现场吊装方案合理选择钢梁分块划分。在纵向、横向块体划分时,充分考虑钢板采购尺寸、制造难易程度、成品运输路线与尺寸界限、起重吊装能力、现场架设顺序(台阶式易于安装)及环境等因素。分块划分涉及面广,必须加强与施工各方的沟通、交流(总体进度、施工顺序、交通导改等),否则势必影响后期材料采购、制造及整体节点工期与质量。分块划分影响示意图见图2。
1.3 放样及二次深化详图设计
城市钢桥梁线路复杂(平竖曲线、变坡、变截面),设计图梁段尺寸和材料表一般均未考虑线型、拱度、横坡的影响。应根据桥梁线路控制点坐标、里程、高程、坡度等参数进行整体放样并核对后再进行钢梁的二次细化详图设计;构件不具备通用性、分块多、图纸量大,若采用传统CAD整体放样、拆分绘制板单元、块体、梁段图的方法,强度大、效率低;此类桥梁应优先采用三维软件来提高整体放样及施工图绘制效率与正确率。
2 工厂制造
2.1 总体制造方案
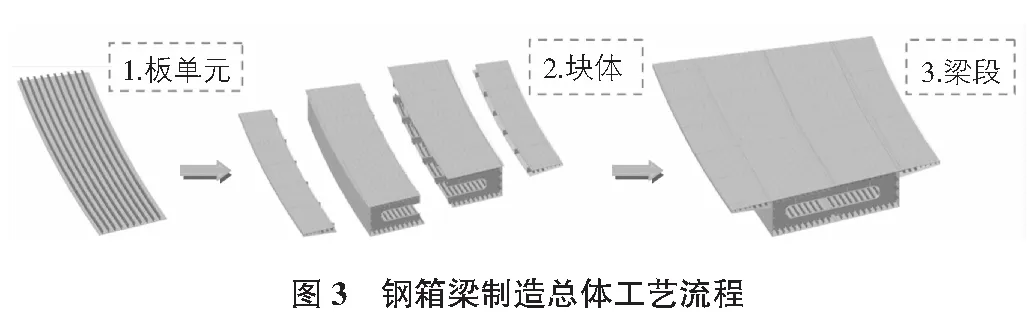
城市立交工程根据桥梁所处地理位置及自然条件,其钢箱梁划分为多个块体在工厂制造完成后,公路运输至桥位安装地点进行架设、接口连接工作。工厂内完成:“钢板辊板→零件下料加工→板单元制作→块体组焊→预拼装→除锈涂装→装车发运”等主要工序的施工作业,总体制造工艺流程见图3。
2.2 板单元制造
顶板、底板、腹板、隔板等单元是组成钢箱梁的基本单位。单元制造精度关系到钢箱梁整体几何尺寸精度与质量。曲线板单元线形复杂、几何精度与变形控制困难,是城市钢桥区别于大跨度桥梁制造的关键。
2.2.1曲线U肋板单元制造工艺
钢箱梁顶底板单元多采用U肋、板肋、T肋加劲,其主要工序为:面板数控下料→修整平面度直线度→划单元纵横基准线及加劲位置线→U肋(板肋、T肋)组焊→探伤、修整→焰切长边坡口→参与块体或梁段组装。
曲线形板单元加劲肋组装线多为曲线,对于板肋(T肋)加劲组装时可沿其组装线拼装。U肋侧向刚度大不易弯曲,曲线弦矢高较小时,可采用由中间向两端依次点焊定位控制其组装位置;曲线弦矢高较大时,两端需采用热矫与机械矫正相结合的方法或U肋以折代曲法进行组焊控制。重点控制U肋与隔板交叉处的组装位置和间距。曲线U肋板单元制造示意图见图4。
2.2.2斜腹板单元制造工艺
钢箱梁斜腹板在平竖曲线、预拱度、变坡影响下,展开图形状复杂,传统的CAD描点展开法工作量大、效率低,且正确率不易保证。采用EXCEL坐标计算结合CAD二次开发或采用Catia等三维软件进行复杂曲面板单元的展开能大大提高详图深化效率与质量。
斜腹板单元主要工艺流程为:腹板及加劲数控下料→平面度及直线度修整→划单元基准线与加劲组装线→组焊加劲→探伤→修整焊接变形→焰切腹板周边坡口→参与块体或梁段预总拼。斜腹板单元制造主要控制外轮廓几何尺寸与隔板处的加劲位置,保证腹板单元在进行块体或梁段制造匹配时,腹板与顶底板及隔板之间的焊缝间隙控制在合理的焊接工艺范围内。

2.2.3板单元工装设计
完善的工艺方案、完备的工装设备是保证钢箱梁制造精度的关键,通过一系列顶底板U肋组装胎架、焊接反变形胎架、预拼装胎架等工装的设计,保证其组焊精度满足要求。
2.3 块体制造
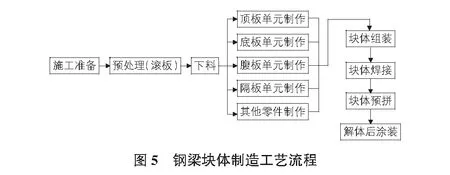
钢箱梁块体组成零件多,箱内支座部位构件密集;梁段整体线形变化大,对于钢箱梁整体组装精度要求较高,为实现整桥接口的良好配合,以此将钢箱梁块体制造工序作为制造的关键工序进行控制,将块体分为单元件分别制造后进行块体(梁段)组装,块体制造流程及示意图见图5,图6。

2.4 预拼装
根据场地、设备条件,可选择块体制造后预拼装或单元件直接在总拼胎架上整体组焊、预拼块体的制造方法,既连续预拼或连续匹配预总拼。重点控制整体平竖曲线线形、几何尺寸精度、相邻块体(梁段)间的接口匹配等项点。块体整体连续预总拼见图7,块体制造连续预拼匹配见图8。

3 工地连接
钢箱梁在厂内分段分块制造后公路运输到桥位现场。现场搭设临时支架,用汽车吊或履带吊安装钢箱梁块体单元,待其测量、调整就位后焊接梁段块体间焊缝,组焊附属设施,最后完成最后一道面漆,拆除临时支架(此处以支架法介绍)。
3.1 支架与块体安装
城市立交处于市区交通要道,车流量大,对于桥位安装提出较高要求。应根据桥梁结构及制造单元划分,结合桥位实际交通道路情况,测量定位临时支架的布设位置及架设方案。
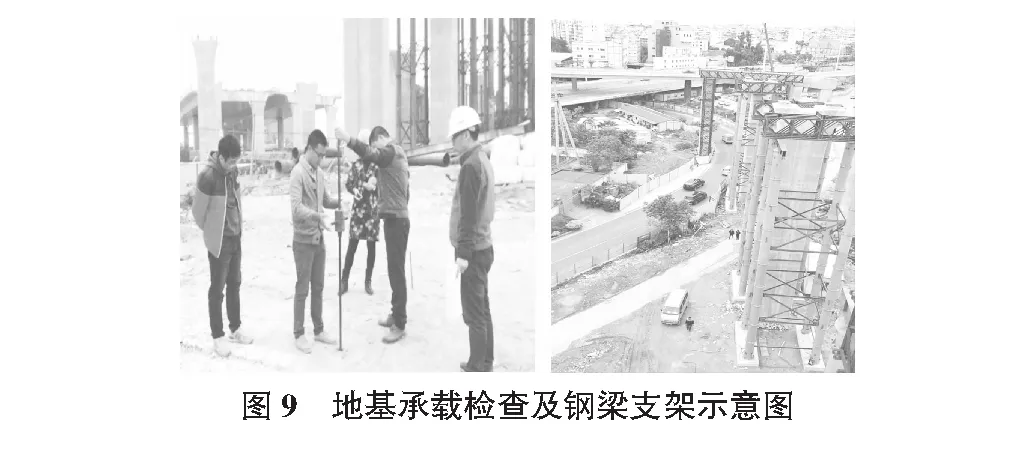
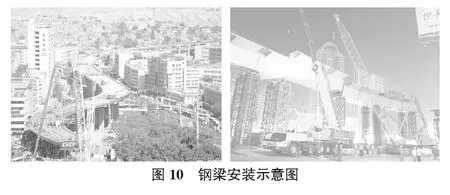
1)支架搭设要求:支架选择应便于桥位安装、拆卸,尽量选择占用面积小的组合支架;支架基础、支架体系应进行结构受力验算,满足承载力、刚性要求情况下才能投入使用,保证施工安全;支架体系应便于钢箱梁块体的定位与线形调整。地基承载及支架示意图见图9。2)块体(梁段)安装要求:块体发运、安装顺序应按照架设方案确定的顺序依次进行;块体吊装用起重机,应根据起重量、高度、半径进行合理选型,保证在起重能力范围内进行架设作业,严禁超载;块体吊装过程中,应制定安装防护措施,保证施工过程安全。钢梁安装示意图见图10。
3.2 线形调整与检测
钢箱梁吊装到位后,在水平仪、全站仪配合下,用千斤顶和斜铁、垫铁做准确调整。根据设计图纸要求的钢箱梁的拱度、坐标把各钢箱梁单元块调整到位,并预留沉降量。调整完成后记录各点的观测数据,并用全站仪在相同的观测点上每3 h观测一次,连续观测3 d,并对数据做比对,若每天的沉降量变化大于1 mm,继续观测,直到消除沉降后再做细微调整,调整完成后在相同的观测点上每8 h观测一次,记录好原始数据,连续观测3 d,并对数据做比对,确认消除沉降量后并架设完每幅第一跨后开始焊接。
3.3 接口连接
现场焊接系指各块体(梁段)运达现场后,在形成钢箱梁的过程中完成的焊接作业。主要包括隔板立位对接焊缝、顶底板纵横向对接焊缝、纵肋嵌补段焊缝等。先焊接纵向对接焊缝形成钢箱梁梁段之后,再焊接各梁段横向接口处焊缝及嵌补段焊缝。根据焊评确定的焊接工艺,采用预留收缩量、焊接弹性马板、预置反变形、调整焊接顺序和焊接方向等措施有效地控制焊接变形,确保整体几何尺寸精度。
4 交通疏导方案实施
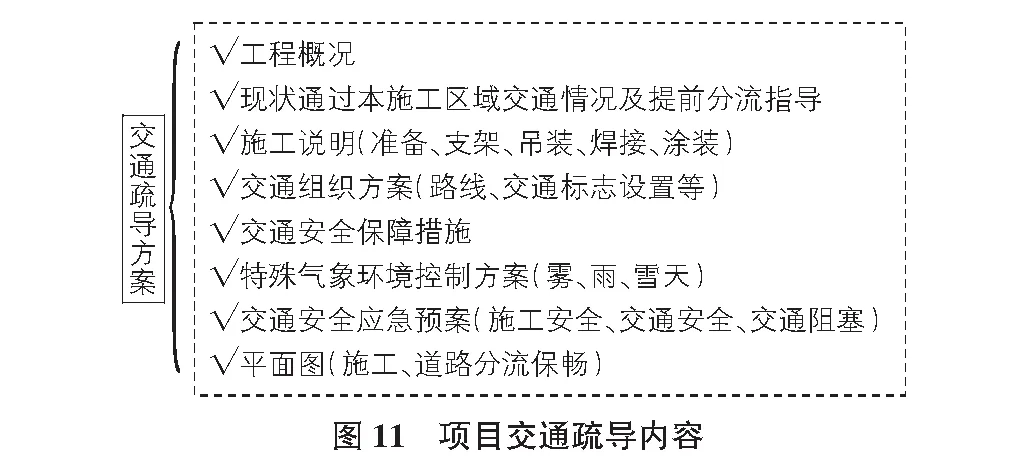
城市桥梁地处交通要道,交通疏导方案的制定应以安全、环保、文明施工、交通影响最小等为原则,紧密结合现场施工内容,疏导方案贯穿临时支架搭设与拆除、钢梁运输、钢梁吊装、焊接涂装。以上各阶段交通导改均需在路政、交通、地方职能部门、业主及监理的统一部署和指导下实施。交通疏导方案内容见图11。
5 结语
通过对多种形式、复杂结构的城市钢梁关键技术的研究,解决了国内城市各种形式钢箱梁的制造及安装线形控制等难题。对于不同区域、不同施工环境下如何合理的组织施工,保证工期、安全、质量等积累了宝贵的经验,也为大力推广城市钢桥梁建设提供了有力的技术支撑。
