加工工艺条件对稀奶油搅打特性的影响
2019-11-20杨永龙高增丽刘彦宏曹文慧刘红霞李洪亮母智深
杨永龙,高增丽,刘彦宏,曹文慧,刘红霞,乌 云,李洪亮,母智深
(内蒙古蒙牛乳业(集团)股份有限公司, 呼和浩特 011500)
稀奶油是我国乳品工业的新型乳制品,消费量呈现逐年上升趋势。稀奶油的种类较多,目前市场上较为常见的产品是在新鲜稀奶油中添加适量稳定剂,通过机械搅打、膨胀发泡的搅打稀奶油,脂肪含量多为30%~40%,既可以直接食用,也可以装裱冰淇淋、咖啡、甜点等食品,同时还可作为部分食品的夹心原料,赋予食品浓浓的奶香口感,具有很好的营养价值和经济价值。稀奶油主要存在的问题为,来源于纯正牛奶的动物性稀奶油,其打发率低、硬度低、成型性不佳,而大量食用含有饱和脂肪酸的氢化植物油来源的稀奶油,在口感、风味及健康方面远不及牛奶来源的稀奶油[1]。本文通过对稀奶油加工工艺的研究,以搅打特性指标为评价依据,采取正交试验分析方法,确定了稀奶油最佳的加工工艺条件,为稀奶油的规模化工业生产提供理论指导。
1 材料与方法
1.1 试验材料
1.1.1 原料与试剂
原料乳(新鲜生牛乳),呼和浩特市周边牧场;单硬脂酸甘油酯(食品级)、蔗糖脂肪酸酯(食品级),广州美晨集团公司;大豆磷脂(食品级),美国Cargill公司;微晶纤维素(食品级),美国FMC公司。
1.1.2 仪器与设备
FT15奶油分离机,英国Armfield公司;均质机,丹麦APV公司;超高温杀菌机,瑞典利乐公司;无菌包灌装机,德国康美包公司;TA-XT plus型质构仪,英国SMS公司;DV2T黏度仪,美国Brookfield公司;CS-BT搅拌器。
1.2 试验方法
1.2.1 稀奶油的加工工艺
1.2.1.1 工艺流程
原料乳检验→稀奶油分离→配料→冷却→均质→超高温杀菌→无菌包装→入库成熟。
1.2.1.2 操作要点[2]
(1)原料乳检验:原料乳选择新鲜生牛乳,酸度在17 °T以下,菌落总数≤50万CFU/mL,干物质含量≥12%,具有牛乳特有的滋气味,不得有外来异味,无抗生素、无掺假及其他异物。
(2)稀奶油分离:使用奶油分离机,利用密度的不同,使原料乳在分离钵内受强大离心力的作用,将脱脂乳留在分离钵的内壁上,而稀奶油由设备顶部被分离出来[1]。预热温度通常为30~50℃,转速为5 000~6 000 r/min。然后将稀奶油通过板式换热器冷却至2~8℃,放入缓冲罐中进行贮存。
(3)配料:将冷却后的稀奶油调入化料罐中,升温至30~40℃,将单硬脂酸甘油酯、蔗糖脂肪酸酯、大豆磷脂、微晶纤维素等缓慢加入到化料罐中,继续升温至60℃以上,搅拌20 min,直至料液完全融合。
(4)冷却:将配料后的稀奶油通过板式换热器进行冷却,然后放入缓冲罐中进行贮存。
(5)均质:对稀奶油进行均质处理,均质温度为45~65℃,均质压力为5~12 MPa。
(6)超高温杀菌:通过超高温杀菌机对稀奶油进行灭菌处理,灭菌温度为120~140℃,灭菌时间为4~30 s。
(7)无菌包装:利用无菌包灌装机将稀奶油直接灌入到包装盒内,灌注温度为10~25℃。
(8)入库成熟:将无菌包装的稀奶油经装箱后直接放入低温库房,进行冷却成熟,在2~5℃下保持12~24 h,以促进物理成熟及脂肪结晶[3]。
1.2.2 打发率测定[4]
将200 g预冷至4℃的稀奶油倒入搅拌缸内,使用CS-BT搅拌器中速(约120 r/min)进行搅打并计时,以稀奶油能够形成坚挺的锥形为搅打终点,测定其打发率。按下式计算打发率。
打发率=(M1-M2)/M2×100%
式中:M1为同体积未搅打稀奶油的质量,g;M2为同体积已搅打好稀奶油的质量,g。
1.2.3 硬度测定
采用TA-XT plus型质构仪测定稀奶油所形成的泡沫硬度。将打发完成后的稀奶油立即置于模具中,选用HDP/SR-TTC探头进行测定。测定参数设定参考赵谋明等[5]的方法。测定条件:测试前探头行进速度和测试中探头行进速度均为1 mm/s,探头回程速度为5 mm/s,测定距离为30 mm,触发力为Auto-5 g,数据获取率为200 pps,每个样品至少平行测定3次,取平均值作为样品的硬度值。
1.2.4 黏度测定
将冷藏后的稀奶油取出后,使用黏度仪迅速测定其冷藏后的表观黏度。采用62#转子,测定温度为5~10℃,转速为12 r/min。
1.2.5 质量评定
稀奶油的质量评定采用百分制,分别对产成品的打发率、硬度和黏度3个指标进行评分,具体的评分标准如表1所示。
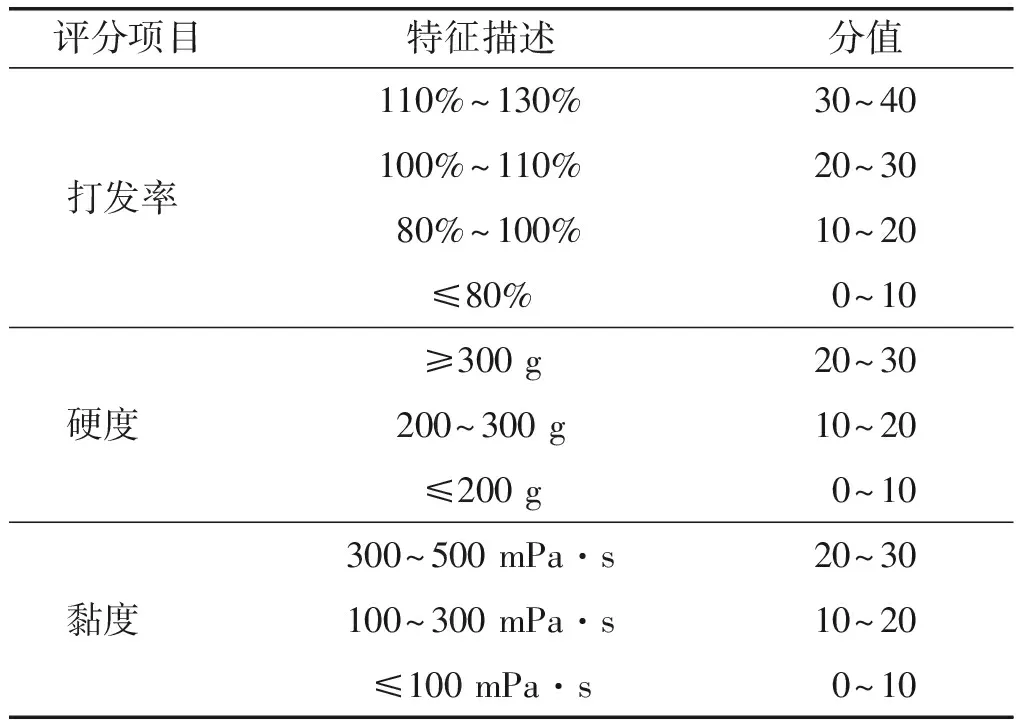
表1 质量等级评分标准
1.2.6 成品指标的测定
感官指标:取适量试样置于50 mL烧杯中,在自然光下观察色泽和组织状态。闻其气味,用温开水漱口,品尝滋味。
理化指标:脂肪含量,GB 5009.6—2016;酸度,GB 5009.239—2016;蛋白质含量,GB 5009.5—2016。
微生物指标:菌落总数,GB 4789.2—2016;大肠菌群,GB 4789.3—2016平板计数法;金黄色葡萄球菌,GB 4789.10—2016平板计数法;沙门氏菌,GB 4789.4—2016;霉菌,GB 4789.15—2016。
2 结果与分析
2.1 正交试验
2.1.1 正交试验设计及结果
1998年,地处松嫩平原的巨浪牧场连降暴雨,本已四处漏风的泥草房再也经不起暴风雨的洗礼,一整面墙突然倒塌。无奈之下,全家只好紧急疏散,被牧场安置到场部西侧一个叫“西牛舍”的地方。
在前期试验的基础上,以打发率、硬度、黏度得分及总分为指标,以均质温度、均质压力、杀菌温度和杀菌时间为考察因素,通过四因素三水平正交试验考察各因素对稀奶油搅打特性的影响,确定稀奶油的最佳加工工艺条件。正交试验因素水平见表2,正交试验设计及结果见表3。

表2 正交试验因素水平
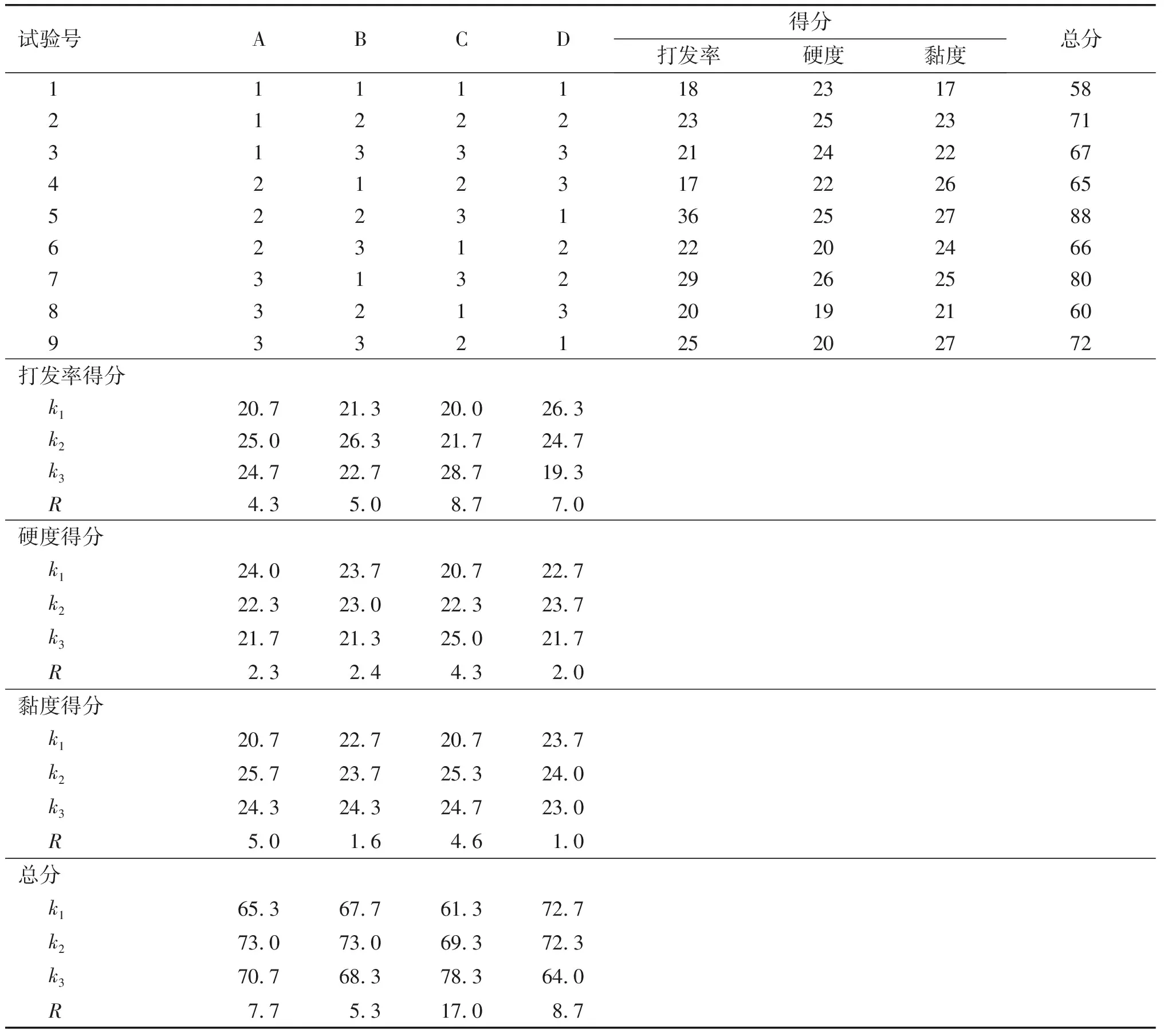
表3 正交试验设计及结果
2.1.2 影响因素分析
2.1.2.1 均质温度的影响
稀奶油加工过程中必须进行均质处理,因为均质使料液微细化,脂肪球粒径变小,可有效防止脂肪上浮,增强稀奶油的稳定性,同时提高产品的搅打特性,从而使泡沫的成型性、保型性满足打发需要[6]。由表3可以看出,当均质温度为45℃时,稀奶油的打发率和黏度均偏低,说明稀奶油中的稳定剂没有达到预期的均质温度,对产品的打发率和黏度没有明显的提升作用,但同时过高的均质温度也没有起到明显效果,且随着均质温度升高,产品硬度降低。均质温度影响最为直接的是稀奶油中的稳定剂,如果均质温度过高或过低,均会影响稀奶油性能。
2.1.2.2 均质压力的影响
由表3可以看出,随着均质压力的升高,黏度增大。而过高的均质压力,会使脂肪球液滴相互接近,结晶脂肪很容易刺破较脆弱的脂肪球液滴之间的界面膜,脂肪球液滴之间很容易形成桥联,发生部分聚结[7]。同时,均质压力过高也会使脂肪球粒径减小,增加打发成型所需时间,料液过于稳定以至于搅打过程中不容易失去稳定,从而降低打发率,硬度也呈现下降的趋势,黏度则没有明显的变化。以上情况说明,均质压力对稀奶油搅打性产生较为明显影响。
2.1.2.3 杀菌温度的影响
由表3可以看出,杀菌温度对稀奶油的各项指标影响显著,说明随着杀菌温度的降低,对脂肪结构的破坏也越小,而打发率、硬度和黏度总体呈现出明显的上升趋势。与130~140℃杀菌温度相比,120℃的杀菌温度能够减少蛋白质的热聚集,对稀奶油产品内部结构体系影响最小。但如果考虑稀奶油产品灭菌的彻底性,较高的杀菌温度也是有必要的,但会导致稀奶油出现强烈的氧化味或蒸煮味。所以,对于加工稀奶油产品,在保证原料稀奶油品质较好的前提下,建议杀菌温度为120℃。
2.1.2.4 杀菌时间的影响
由表3可以看出,随着杀菌时间的延长,产品打发率呈现明显的下降趋势,但硬度和黏度却出现了先上升后下降的趋势,分析可能是由于过度杀菌蛋白质变性,从而导致脂肪球膜序列结构发生断裂,且在试验过程中,还发现杀菌时间达到30 s后,杀菌机温差出现了持续升高问题,说明管路有明显的结垢现象。初步推断,随着放置时间的延长,产品在贮藏和运输过程中会出现析水或者沉淀的质量问题。综合此次试验结果,在保证杀菌效率的前提下,杀菌时间越短越好。
通过以上影响因素的分析,随着杀菌温度的降低,稀奶油的打发率、硬度和黏度指标更为理想,说明杀菌温度对稀奶油产品的搅打特性影响最为直接,稀奶油不能过度加热,否则极易造成产品货架期的不稳定性;随着杀菌时间的延长,各项指标呈现明显的下降趋势,同时生产稀奶油的超高温杀菌机出现了不同程度的管路结垢现象,建议生产稀奶油产品的杀菌时间不超过4 s;均质温度和均质压力的参数选择上,不能偏高或者偏低,否则都容易造成脂肪上浮,因为过低的均质温度和均质压力容易造成脂肪球不均匀,而过高的均质温度和压力容易造成脂肪球膜破碎,重新产生聚集,造成脂肪上浮和产品析水[8]。
2.1.3 最佳工艺条件的确定
由表3可以看出,各因素对稀奶油搅打特性(总分)影响的大小顺序依次是C>D>A>B,即杀菌温度>杀菌时间>均质温度>均质压力。加工稀奶油产品最佳因素水平组合为A2B2C3D1,即:均质温度55℃,均质压力8 MPa,杀菌温度120℃,杀菌时间4 s。在最佳工艺条件下,产品的打发率、硬度、黏度分别为119%、306 g、419 mPa·s,总分为89分。
2.2 成品的感官指标、理化指标和微生物指标(见表4)
由表4可知,成品的感官、理化和微生物检测结果均符合GB 19646—2010要求。
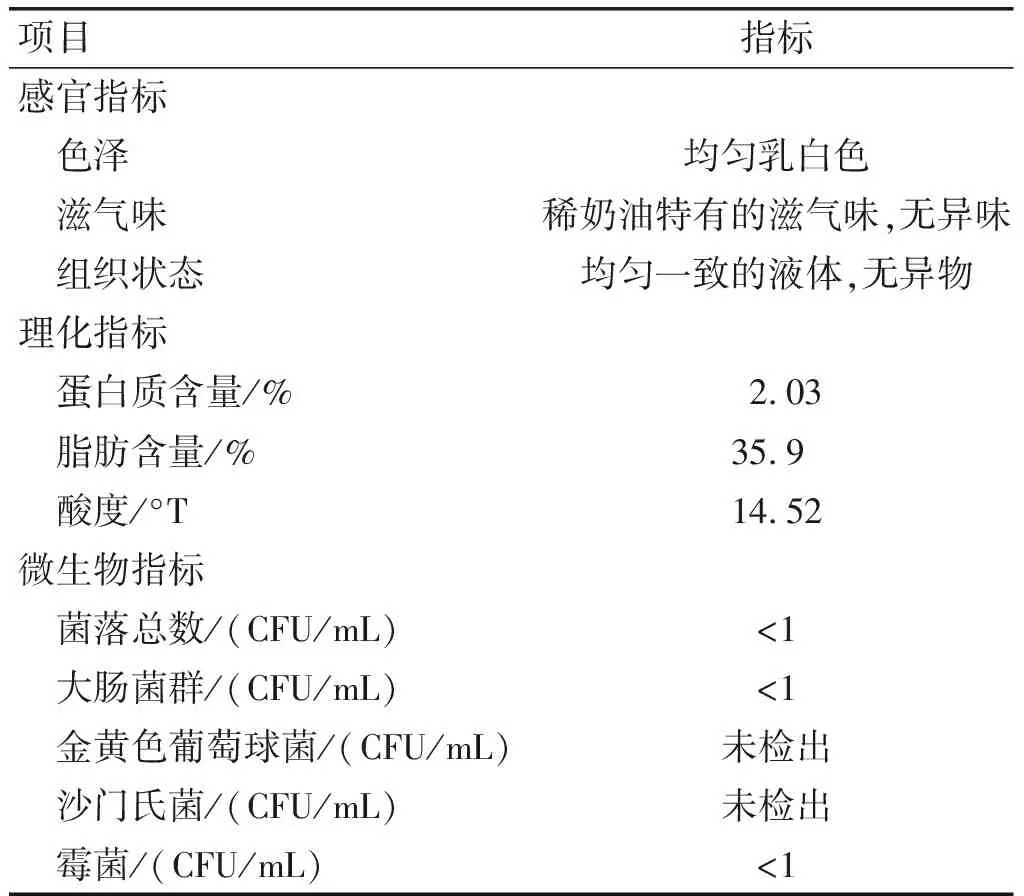
表4 成品的感官指标、理化指标和微生物指标
3 结 论
通过采用L9(34)正交试验的方法,通过对稀奶油搅打特性指标的对比分析,确定最佳的稀奶油加工工艺条件为:均质温度55℃,均质压力8 MPa,杀菌温度120℃,杀菌时间4 s。在最佳工艺条件下,产品的打发率、硬度、黏度分别为119%、306 g、419 mPa·s,最终产品呈现均匀乳白色,无异味,无上浮和沉淀的稀奶油。