一种改善X-Ray钻孔毛刺的专用钻头应用
2019-11-14俞建星王美其
俞建星 王美其
( 华伟纳精密工具(昆山)有限公司,江苏 昆山 215300 )
随着PCB设计不断趋向更高密度化、更小的线宽线距、更小的导通孔直径、更高的电路板层数与厚度等发展趋势,随之而来的定位孔精确度问题也是必须面对和需要克服的难题。其中X射线钻孔时,因垫片会持续使用,导致钻出的定位孔出口端孔口易产生毛刺,当孔口存在毛刺、孔型不圆等问题时,后工序激光钻床对定位孔的识别精度会大受影响,出现中心偏离的情况,不但影响生产效率,重要的是激光孔的对位精度会直接变差,最终导致孔偏报废。本文通过对X-Ray钻孔钻头设计的研究改良,一举将毛刺问题彻底改善,从而保证了定位孔品质,消除了对定位孔精确度的影响。
1 X-Ray钻孔生产工艺
1.1 X-Ray钻孔原理
X-Ray钻孔机是利用X射线在不同介质中不同的穿透能力,由CCD摄像捕捉工作靶心成像后,操作系统进行分析处理,并由中央处理器控制X、Y轴及导轨滑块移动同时传输信号进行打孔加工,在压合后的板面钻出定位孔,达到各层对准的目的,供后工序定位使用(如图1)。

图1 X-Ray钻孔制作原理图
1.2 X-Ray钻孔关键技术控制
1.2.1 孔位精度控制
通常X-Ray钻孔多以补偿钻孔或靶标中心钻孔方式生产,一般情况下孔位精度可控制在±25 μm以内,但受板子涨缩也会有一定影响。若来料无明显板弯或设备等异常情况,孔位精度方面不会有太大波动。
1.2.2 孔口品质控制
定位孔若出现孔口品质异常的情况,对激光钻床识别定位孔的精度会有较大影响,孔破风险随之增加,但由于X-Ray钻孔生产的特殊性,钻孔出口端垫片需持续使用,孔口支撑能力逐渐较差,易产生毛刺。业界目前针对此类毛刺暂无较好应对方法(如图2)。
2 X-Ray钻孔孔口毛刺原因分析
针对X-Ray钻孔出口端毛刺不良,进行相关要因分析,排除人员及量测方面影响,重点对机台生产原理、钻头切削力、钻孔参数进行对比验证。
2.1 机台生产原理分析
对比普通机械钻床钻通孔,孔口毛刺品质好很多,以同样的钻头、参数、板材等条件对比验证两种机台作业品质,机械钻孔垫板每片更换,孔口支撑相对较好,而X-Ray钻孔出口端面垫片无法做到每片更换,需持续使用60~120片左右才更换,出口端面垫片支撑相对较差,从而增加孔口毛刺产生风险。通过机台生产原理分析,X-Ray机台钻孔后产生孔口毛刺的风险较高(如图3)。
2.2 钻头切削力及钻孔参数交叉测试分析
使用目前业界常用钻头及不同参数进行交叉测试,孔口品质无法完全满足需求,仍会产生比较明显的孔口毛刺问题(见图4、图5)。
3 X-Ray钻孔孔口毛刺改善方案
3.1 燕尾钻头设计说明
为了克服X-Ray钻孔垫板持续使用支撑变差的影响,我们设计了一款燕尾钻头,较普通钻头增加了中间小径刀面,中间钻尖部分主要起定位并预先钻削部分基材,减少最终燕尾切削余量的作用,两边燕尾进而切削余量完成最终孔径(如图6)。
3.2 燕尾钻头与其他钻头差异对比
燕尾钻头钻孔作业时,凸出的小径刀面部分先作业,燕尾部分继续切削,最终完成整个孔径,由于第二次切削余量变少,在孔口品质方面有着更好的表现(见表3)。

图2 孔口毛刺不良

图3 X-Ray钻连续孔示意图

图4 普通钻头钻孔数据

图5 断屑钻头钻孔数据
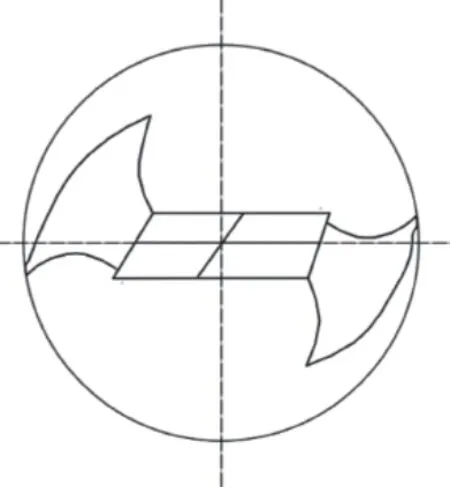
图6 燕尾钻头刀面设计
4 燕尾钻头测试及应用
使用相同设备及参数,对比不同设计钻头测试结果,燕尾设计钻头在孔口品质方面表现最好,无毛刺不良。使用燕尾钻头重复钻孔测试,9组参数作业后均无孔口毛刺及其他异常状况,整体作业品质较好(见表4、表5、图5)。

图7 钻头设计差异对比

图8 燕尾钻头钻孔数据
6 结论
燕尾钻头的选用类似于业内的套孔钻孔方式,通过修改钻头设计,将两种直径的钻头设计在一支钻头上,减少最后成孔时的切削阻力来保证最终品质,对于孔口品质要求较高的料号,不失为一种改善解决方案。
以上作业方式客户端已大量生产,反应较好,供业内同行参考。

图9 不同钻头钻孔结果

图10 不同钻头孔口品质
