催化裂化稳定液化气罐鼓包分层原因及解决措施
2019-11-11吕士平朱文胜
吴 军,吕士平,朱文胜
(1.中亚能源有限责任公司,陕西 西安 710000;2.中海油常州涂料化工研究有限公司,江苏 常州 213000)
中亚能源有限责任公司催化裂化装置包括反应—再生、分馏、吸收稳定、能量回收机组、余热锅炉、产品精制、余热回收、酸性水汽提及火炬系统等八部分。装置设计原料硫w≤0.5%。反应系统产生的油气进入分馏系统,分馏塔中部出柴油,底部出油浆,塔顶出汽油和富气,富气进入气压机压缩进入吸收稳定系统分离为稳定汽油、液化气和干气。高温烟气通过烟机做工后进入低温余热锅炉,尾气排放大气。
吸收稳定系统工艺流程如下气压机出口富气冷却至40 ℃,进入气压机出口油气分离器进行气液分离。分离后的气体进入吸收塔,用粗汽油和稳定汽油来吸收,经吸收后的贫气至再吸收塔,用轻柴油作吸收剂进一步吸收后,干气输送至产品精制装置脱硫。凝缩油抽出后送至解吸塔,脱乙烷汽油由塔底抽出,送至稳定塔进行分离,液化石油气从塔顶馏出,经冷却器冷却后一部分作稳定塔回流,其余送至产品精制装置。稳定汽油自稳定塔底抽出,经一系列换热、冷却至40 ℃后一部分用作补充吸收剂,另一部分作为产品外送至产品精制装置。
1 问题描述
在2019 年压力容器年检过程中,发现稳定塔顶液化气罐存在多处鼓包、分层、器壁腐蚀等问题,给安全生产带来极大隐患,必须采取有效措施解决上述问题。具体见表1、图1、图2、图3 所示。
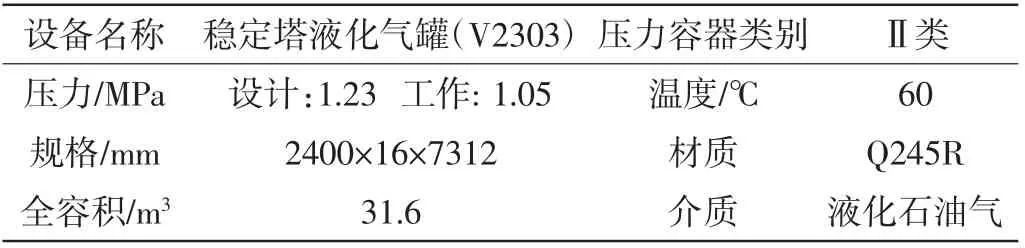
表1 稳定塔液化气罐基本情况及操作参数
稳定塔液化气罐(V2303) 内鼓包共计6 处,均位于东部第一块板底部,5 处鼓包位于罐底中心线以南45cm,1 处位于罐底中心线以北。鼓包直径在8~15mm,鼓包高度最高8mm,鼓包处壁厚在6.5~8.5mm。稳定塔液化气罐底部接管存在内壁腐蚀及外部保温层下腐蚀,设计壁厚5.5mm,实测最小壁厚3.3mm;法兰下接管存在保温层下腐蚀,选用管材6.3mm,弯头处实测最小壁厚4.77mm;稳定塔液化气罐底部封头初始壁厚10mm,实测最小壁厚8.02mm,稳定塔液化气罐(V2303) 内壁宏观腐蚀较严重。
2 原因分析
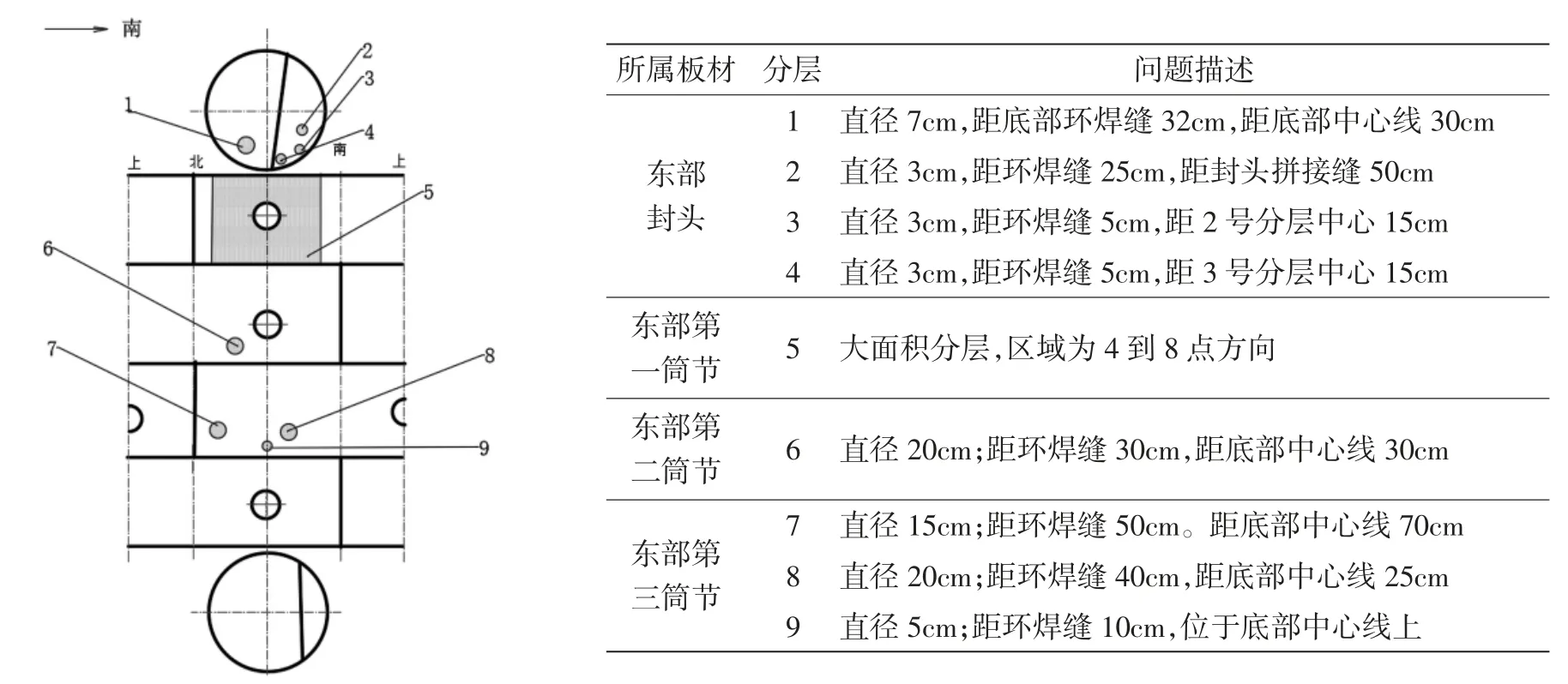
图1 稳定塔顶液化气罐分层等问题
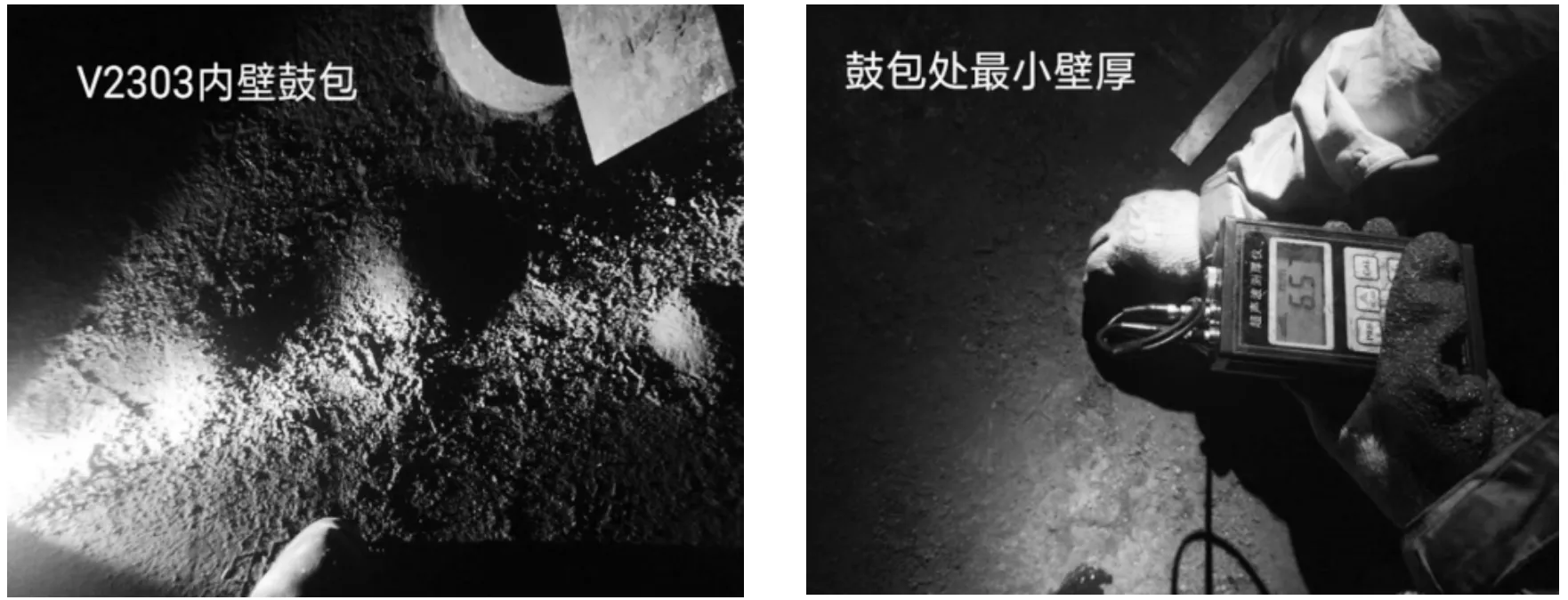
图2 稳定塔顶液化气罐内壁鼓包问题
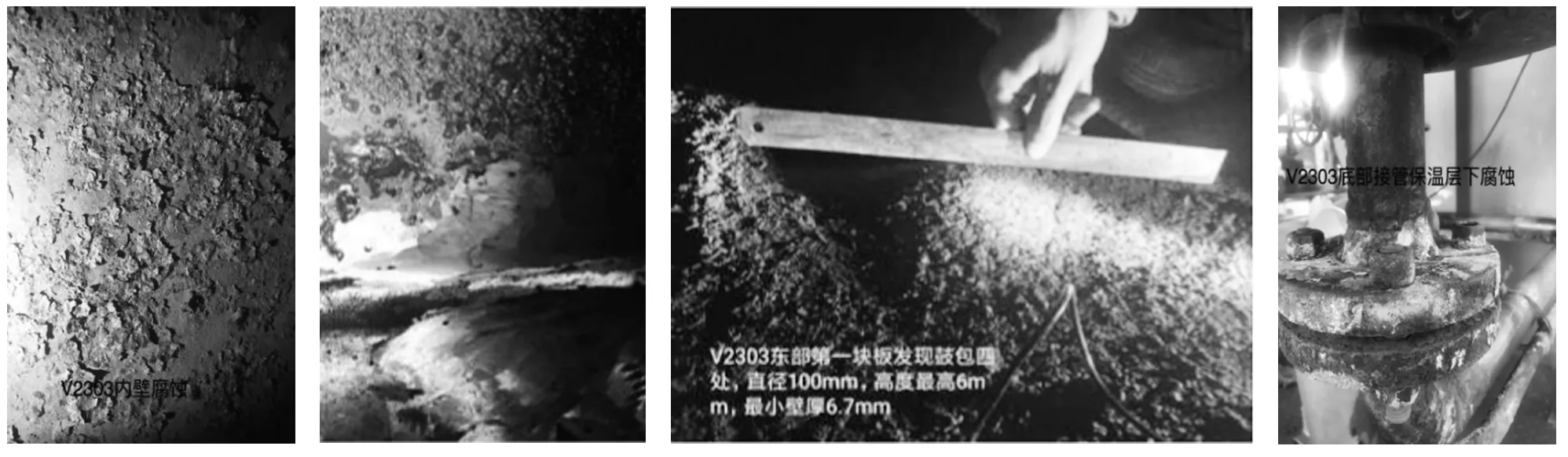
图3 稳定塔顶液化气罐内壁腐蚀情况
为查明原因,从根本上解决问题,首先对鼓包的产生机理和形成过程进行了分析,普遍认为是鼓包部位空腔内的气体膨胀,压力增大引起的。至于空腔内的气体类型说法不一,一般认为是氢气,但也有认为是甲烷气体的。为此,必须测定空腔内的气体类型,最后确认是氢鼓包还是甲烷鼓包。将气袋中的气体分析后确认钢板空腔内的气体为氢气而不是甲烷。因此,可以认为目前液化石油气锗罐出现的鼓包属于氢鼓包而不是甲烷鼓包。由于是氢气引起的鼓包,在氢鼓包部位必有氢损伤现象。工艺操作参数如表2。
通过工艺参数分析可知:湿H2S 环境下的几种开裂机理包括硫化物应力腐蚀开裂、氢鼓泡、氢致开裂和应力导向氢致开裂,它们都与钢中氢的吸收和渗透有关。影响钢中氢渗透的关键变量是pH 值和使用环境的化学组成。典型的情况下,在中性溶液中(pH7) 氢在钢中渗透量最小,pH值较低或较高时,其渗透通量均增加。低pH 值时腐蚀是由H2S 引起的;高pH 值时腐蚀是由二硫化铵浓度增大引起的(硫化氢腐蚀环境下氨含量较高)。另外随着H2S 分压的升高和碱性环境中氰化物的存在,氢渗透量增加。随着H2S 分压的升高,SSC 的敏感性增大。根据对石油和天然气生产环境的调查,当气体H2S 分压大于或等于0.0003MPa 绝压时,只要有游离水存在,就可引起敏感钢材发生SSC。氢鼓泡(HB):由于金属内部氢压力过高而导致的表面层下的平面空洞结构称为氢鼓泡。 低强度金属中,临近表面的鼓泡生长通常导致表面鼓凸。钢的氢鼓泡包括硫化物腐蚀过程中 在金属表面生成氢原子的吸收和扩散。钢中氢鼓泡的发展是由于不断聚集的原子氢在金属内 部某些部位结合生成分子氢并不断集聚的结果。氢分子因为太大而不能在钢中扩散。形成氢 鼓泡的典型部位是钢中大的非金属夹杂物、分(夹) 层及其他不连续结构处,不同于高温氢腐蚀引起的白点、鼓泡和开裂[4]。
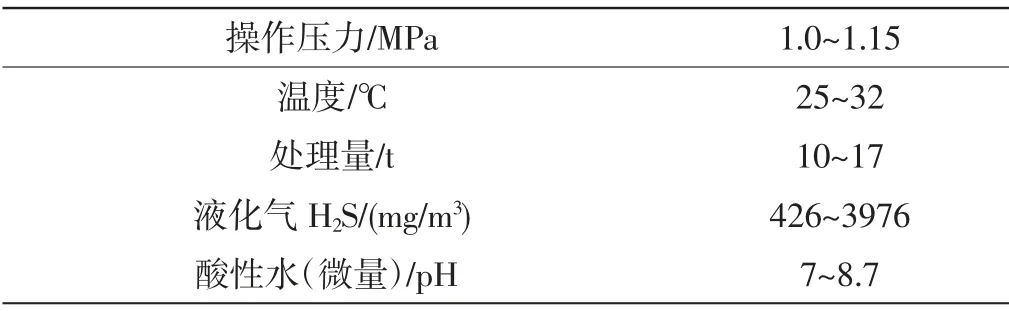
表2 稳定塔液化气罐工艺参数
由此可知,该罐的分层、鼓包、腐蚀是罐内湿H2S 环境导致,低温硫腐蚀由于H2S 以及其他硫化物引起的腐蚀,温度在120℃以下。H2S 在没有液态水时(汽相状态) 对设备腐蚀很轻,或基本无腐蚀,但在汽相液相的相变部位出现露水之后则形成H2S-H2O 型腐蚀,主要发生在分馏塔顶冷凝、回流低温管道以及吸收稳定塔顶管道。如催化瓦斯分液罐底部放空线、吸收解析塔底联通线焊缝等。另外,含硫污水中的氨盐NH4HS和NH4Cl 会引起金属材料垢下腐蚀。
3 解决措施
一方面,从长远来看要遏制或减缓腐蚀,另一方面对该罐进行修复处理。在修复前进行必要检测,检查是否具有修复价值,具体检测方法有对该罐所有焊缝100%探伤检测,对所有鼓包位置进行磁粉探伤,根据结果制定修复方案。
从长远来看减缓或遏制腐蚀的方法主要有两点,第一加强催化原料调和管理,防止原料硫含量超指标或大幅度波动;第二借鉴国内防腐的成功经验对分馏塔顶、凝缩油罐、液化气回流罐的强制水洗进行改造采用水洗喷嘴进料,加强水洗水雾化、混合效果,且水洗量提高至处理量的15%以上,以此来水洗液化气中硫化物,同时也能稀释酸性水pH,降低酸性水对设备的腐蚀,生产期间加强酸性水各项指标的监控,及时调整。
根据压力容器年检单位提供的探伤检测和磁粉探伤结果显示,该罐不存在鼓包裂纹或腐蚀开裂现象,根据《固定式压力容器安全技术监察规程》[1],确认分层不影响压力容器安全使用的,可以定为3 级,否则定为4 级或5 级。对于小面积分层处由于对筒体整体应力情况影响不大,可以定为4 级,监控使用,监测分层扩展情况、表面情况;对于大面积分层,考虑到分层面积过大并与鼓包同时存在,材料力学性能降低;同时分层测厚值在6~9mm,小于容器筒体计算壁厚11.12mm;故建议采取补救措施,具体修复方案如下。
消氢处理:在鼓包相应的容器外壁部位钻排气孔,直径6mm,深度为外侧测量壁厚,排掉鼓包里的气体,疏放压力。在容器其它部位修复结束,压力试验前,用电焊将排气孔堵焊。对容器整体加热至300~350℃,时间为8~12h。对温度必须严格控制,太高了虽有利于消氢,但影响容器的强度。温度过低了,则不利于消氢。
筒体更换:对第一筒节的修复按容规等要求,对第一筒分层部位采取挖补方案。材料选用与原设计相同的Q245R 钢板,厚度为16mm。焊接完成后,按原设计要求,对焊缝进行无损检测,射线100%,2-Ⅱ级合格,角焊缝进行100%磁粉或渗透检测[3]。 以上所有工作结束后,按要求进行水压试验[2]。
4 结语
压力容器的腐蚀问题是制约装置长周期运行的关键因素也是装置安全运行的前提条件,设备、管道年度检验按期开展年度检验工作,对上次检验时保留未处理的缺陷或壁厚减薄部位进行复查,必要时进行更换。对含有湿H2S 腐蚀的部位加强巡检质量,制定并实施定点测厚方案。检验检测时应对湿H2S 环境下的碳钢设备、管道的焊缝进行焊缝硬度、无损检测抽查,若其硬度不符合要求,应重新进行热处理。对于高空管道以及难以满足检验条件的管道,建议采用超声导波检测进行在线监测和隐患排查。目前的腐蚀监测方法主要偏重于均匀腐蚀的监测,而造成腐蚀失效或者腐蚀泄漏的主要腐蚀形式往往是局部腐蚀,因此仍需引进新型腐蚀监测技术,提高局部腐蚀(点蚀、应力腐蚀等) 的监测水平。