衬布面密度对薄毛型针织物缩率的影响
2019-11-07武英敏
武英敏
(辽东学院 服装与纺织学院,辽宁 丹东 118003)
人们越来越重视衬对服装的影响,已经对常见机织物做了大量测试[1-3]。但近几年以来,人们对休闲、舒适的感觉愈加追捧,使得针织面料的服装得以快速发展,成为人们关注的焦点,并且趋于时装化和成衣化。毛型针织物光泽柔和,手感柔软而富有弹性,已成为中高档的服装面料,深受消费者喜爱。但针织面料不稳定,使得在制作服装时整体造型会受到影响[4-5]。影响造型的因素很多,本文从与衬布配伍时尺寸变化的角度着手,进行测试研究。以往这方面研究多针对机织物与衬布的配合,针织物的黏衬缩率问题鲜有研究,选取薄毛型针织物与不同面密度的衬布进行黏合,分析黏衬时缩率对薄毛型针织物的影响,为下一步深入研究做准备。
1 实 验
1.1 原 料
面料:120 g/m2的薄毛型针织面料(丹东服装有限公司),其成分为94%羊毛,6%氨纶,横密为68纵行/(5 cm),纵密为115横列/(5 cm)。
衬布:分别选取不同面密度的4种无纺衬和针织衬,所选衬的成分为100%涤纶,面密度、弹性和热熔胶类型等衬布参数见表1。
1.2 实验仪器及工艺参数
NHG-600JA压烫机(上海重知机械有限公司);Y511型密度镜(泉州市美邦仪器有限公司);Y802 A型八篮恒温烘箱(常州纺织仪器厂);YG141D型织物厚度仪(温州际高检测仪器有限公司);AL104型电子太平(上海亚津电子科技有限公司)。

表1 衬布参数特征
黏衬机参数:压力0.07~0.08 kPa,压烫时间10 s,温度130、150、170 ℃。
1.3 实验方法
热收缩是指当温度上升时,由于纤维内部分子间作用力减弱而发生的尺寸减小现象。黏衬时发生的收缩现象用热缩率表示[6],其计算公式为:
(1)
式中:S为热缩率,%;L0为黏衬前标注的间距,cm;L1为黏衬后标注的间距,cm。
选用40块相同薄毛型针织面料,规格为30 cm×30 cm,在面料的纵向和横向上分别做3组标记,间隔10 cm,如图1所示。冷却2 h后对纵、横向间距进行测量,测量5次,取平均值。按式(1)进行计算,记录实验数据。

图1 面料热缩率的测量标记
2 实验结果与讨论
压烫温度为130、150、170 ℃时,将薄毛型针织面料分别与不同面密度的无纺衬和针织衬黏合,按照上述测试要求记录测试数据并计算出薄毛型针织面料的纵向和横向热缩率,测试结果如表2所示。

表2 薄毛型针织面料纵向和横向的热缩率
2.1 无纺衬的影响
用4种不同面密度的无纺衬与薄毛型针织物黏合。130、150、170 ℃薄毛型针织物与无纺衬黏合时的纵横向热缩率见图2~4。
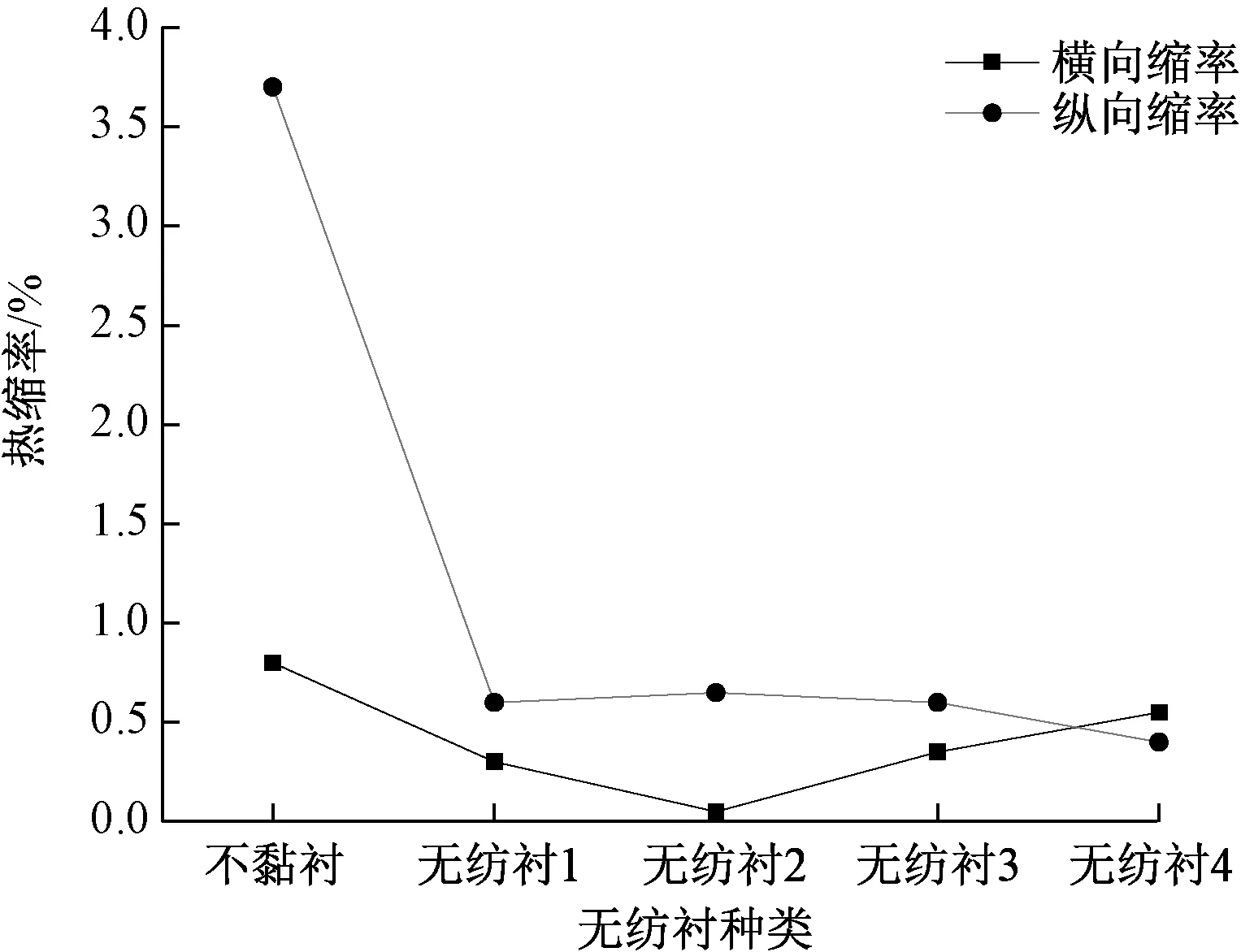
图2 130 ℃薄毛型针织物与无纺衬黏合时的纵、横向热缩率

图3 150 ℃薄毛型针织物与无纺衬黏合时的热缩率
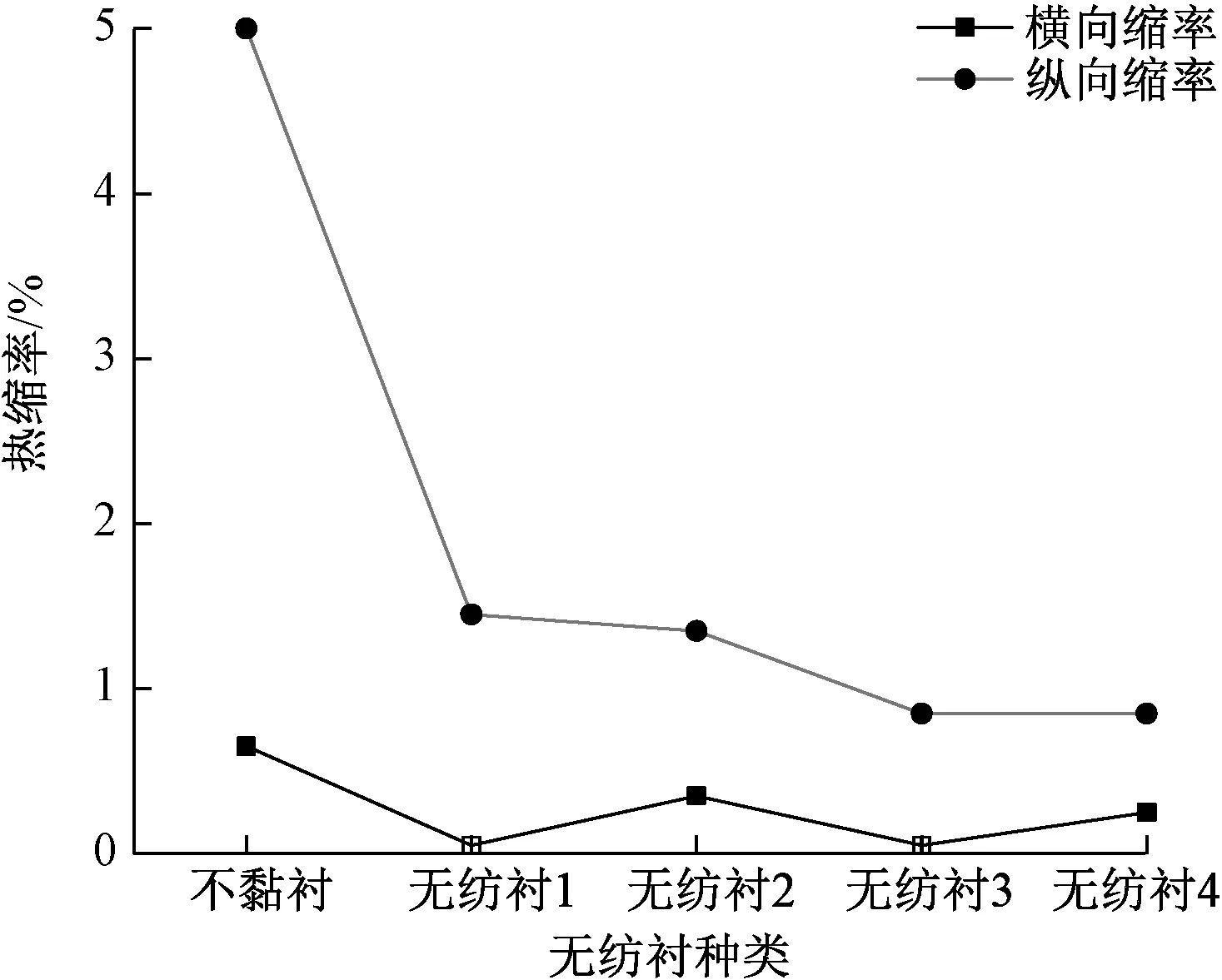
图4 170 ℃薄毛型针织物与无纺衬黏合时的热缩率
由图2~4可知:薄毛型针织面料与4种不同面密度的无纺衬进行黏合时,会发生尺寸变化。同一个压烫温度下,纵向热缩率始终大于横向热缩率,这与以往的机织物相似。
薄毛型针织面料与4种不同面密度的无纺衬进行黏合时,尽管纵、横向热缩率发生变化,但是变化幅度不大,说明无纺衬的面密度不是影响热缩率的主要因素。
薄毛型针织面料不黏衬时,无论在哪一个压烫温度下,尺寸的稳定性都要比黏无纺衬时差。说明黏衬布可以使薄毛型针织面料的尺寸稳定性更好。
通过分析可知:薄毛型针织物制作服装时,需要进行黏衬处理,这样可以使定形效果稳定[7]。黏无纺衬时,纵向尺寸变化大,要先在门襟、袋盖等处增加放松量。无纺衬的面密度不是影响热缩率的主要因素。
2.2 针织衬的影响
用4种不同面密度的针织衬与薄毛型针织物黏合。130、150、170 ℃薄毛型针织物与无纺衬黏合时的纵、横向热缩率见图5~7。

图5 130 ℃薄毛型针织物与针织衬黏合时的热缩率

图6 150 ℃薄毛型针织物与针织衬黏合时的热缩率

图7 170 ℃薄毛型针织物与针织衬黏合时的热缩率
由图可知:薄毛型针织面料与4种不同面密度的针织衬进行黏合时,在同一个压烫温度下,横向热缩率小于纵向热缩率;但与无纺衬相比,纵、横向的热缩率值相差较大。说明针织衬对薄毛型针织面料的纵向影响更大。
同样薄毛型针织面料不黏衬布时,无论在哪一个压烫温度下,尺寸的稳定性都要比黏针织衬时差。说明黏衬可以使薄毛型针织面料的尺寸稳定性更好。
无论在哪一个压烫温度下,薄毛型针织面料与针织衬2黏合时,纵向热缩率变化均最大。面料尺寸稳定性差,所以不建议选择面密度为120 g/m2的针织衬2。
通过分析可知:薄毛型针织物制作服装时,应进行黏衬处理。黏针织衬时,造型效果好,面料和衬布的贴合度好[8],但纵向尺寸变化大,而且针织衬的面密度对纵横热缩率影响较大。
2.3 压烫温度的影响
2.3.1 与无纺衬黏合时温度的影响
薄毛型针织物与无纺衬黏合时的温度对纵、横向热缩率的影响见图8、9。

图8 与无纺衬黏合时的温度对纵向热缩率影响
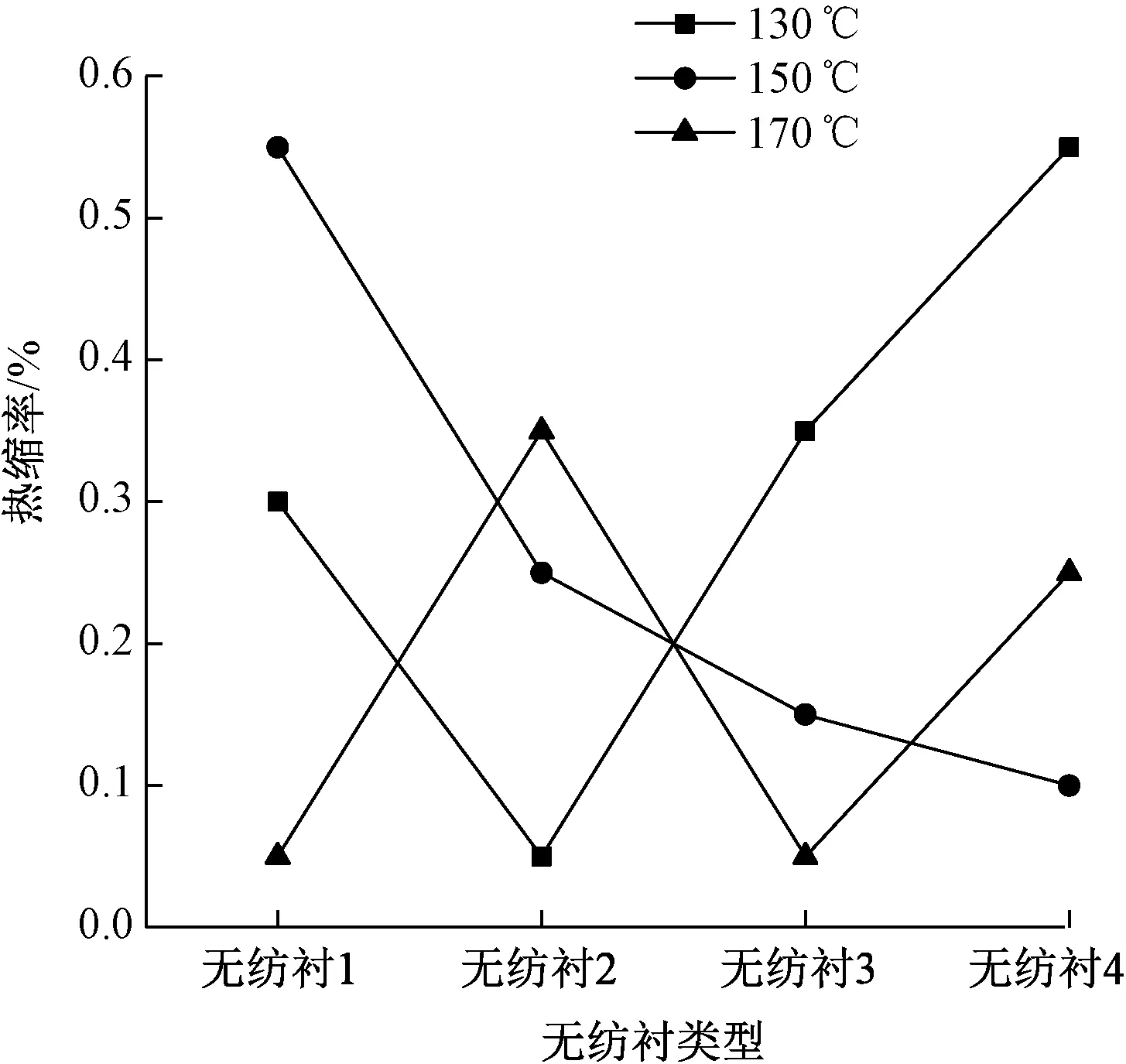
图9 与无纺衬黏合时的温度对横向热缩率影响
由测量数据可知:薄毛型针织面料的纵向热缩率随着压烫温度的升高而升高,而横向热缩率规律不明显。但随着压烫温度的变化,纵横向的热缩率值变化幅度不大。说明无纺衬的厚薄对薄毛型针织面料的影响不大[9]。这点与机织物结论是不同的,有待于下一步继续研究。
2.3.2 与针织衬黏合时温度的影响
薄毛型针织物与针织衬黏合时的温度对纵、横向热缩率的影响规律见图10、11。

图10 与针织衬黏合时的温度对纵向热缩率影响

图11 与针织衬黏合时的温度对横向热缩率影响
由图可知:薄毛型针织面料与4种不同面密度的针织衬进行黏合时,随着压烫温度的升高,横纵向热缩率是增大的[10]。所以在保证黏衬工艺要求和效果的同时,应选择低温(130 ℃)进行黏衬。这点与机织物的结论相似。
3 结 论
薄毛型针织面料与衬布黏合时,黏合温度、衬的面密度和衬的类型都对纵、横向热缩率有影响。
①薄毛型针织面料不黏衬时,遇热纵、横向热缩率变化很大,为保证薄毛型针织面料的尺寸稳定和造型美观,制作服装时需要进行黏衬处理。
②薄毛型针织面料与衬布黏合时,随着黏合温度的升高,热缩率变大(与无纺衬黏合时横向热缩率规律不确定,有待进一步测试)。制作成品服装时,为提高尺寸稳定性,需要低温黏衬。
③薄毛型针织面料与衬黏合时,纵向热缩率均高于横向热缩率,与衬的类型无关。成衣的纵向要适量增加放松量。
④不同面密度的无纺衬对薄毛型针织面料的热缩率影响不大。
⑤不同面密度的针织衬对薄毛型针织面料的热缩率影响较大,尤其影响纵向热缩率。本文实验中,面密度为120 g/m2的针织衬2对纵向热缩率影响最大。综合考虑,如果选择与薄毛型针织面料匹配度高的针织衬时,为确保尺寸稳定,不宜选择面密度为120 g/m2的针织衬。
