基于Excel工作簿的精梳毛纺工艺设计
2019-11-07陶建勤
陶建勤
(1.常州纺织服装职业技术学院,江苏 常州 213164; 2.常州市新型纺织材料重点实验室,江苏 常州 213164)
传统的纺织企业生产工艺设计主要依赖于工艺设计员凭经验取值与人工计算。日益激烈的市场竞争促进了纺织企业对新产品的研究与开发需求,而大量复杂、繁琐的人工设计过程不可避免地导致了工艺设计结果的人为误差与设计效率的降低[1-2]。精梳毛纺织品日趋轻薄型与高档化,促进了市场对高端品质毛纱的需求,随着纺织工艺设计技术的不断创新,实现纺织工艺设计过程的“快而准”成为必然趋势[3-5]。本文针对纺织产业需要通过技术创新实现智能数字化发展目标,研究并设计基于Excel软件应用的精梳毛纺工艺设计。通过Excel软件实现毛纺工艺设计过程智能性与结果精确性的要求,制作“精梳毛纺工艺设计Excel工作簿”(以下简称为“工作簿”),服务于毛纺织企业的新产品研发过程。
1 工作簿的设计
1.1 功能设计
在深入分析传统纺纱工艺设计的过程、内容与方法的基础上,结合分析Excel软件对纺纱工艺设计工作所能提供的技术支持[6],确定纺纱工艺设计在Excel软件应用中的功能目标。
1.1.1 功能目标的定位
功能目标的定位在于使设计者能快速、高效地完成纺纱生产工艺设计全过程中各环节的各项具体工作,包括:生产任务明确功能、工艺设计过程引导功能、工艺要素显示功能、各类工艺参数设计方法提示功能、原料自动配比功能、自动取值功能、自动计算功能以及“工艺设计单”自动生成功能。
1.1.2 功能目标的实现方法
功能目标的实现针对功能目标的定位,充分利用Excel软件现有功能,采取有效的技术措施。
1.1.2.1生产任务明确功能
通过建立“纺纱生产任务单”工作表为设计者提供生产任务的输入界面,并根据纺纱生产任务单的信息构成确定该输入界面的具体内容,“纺纱生产任务单”所在工作表的填写界面见图1。
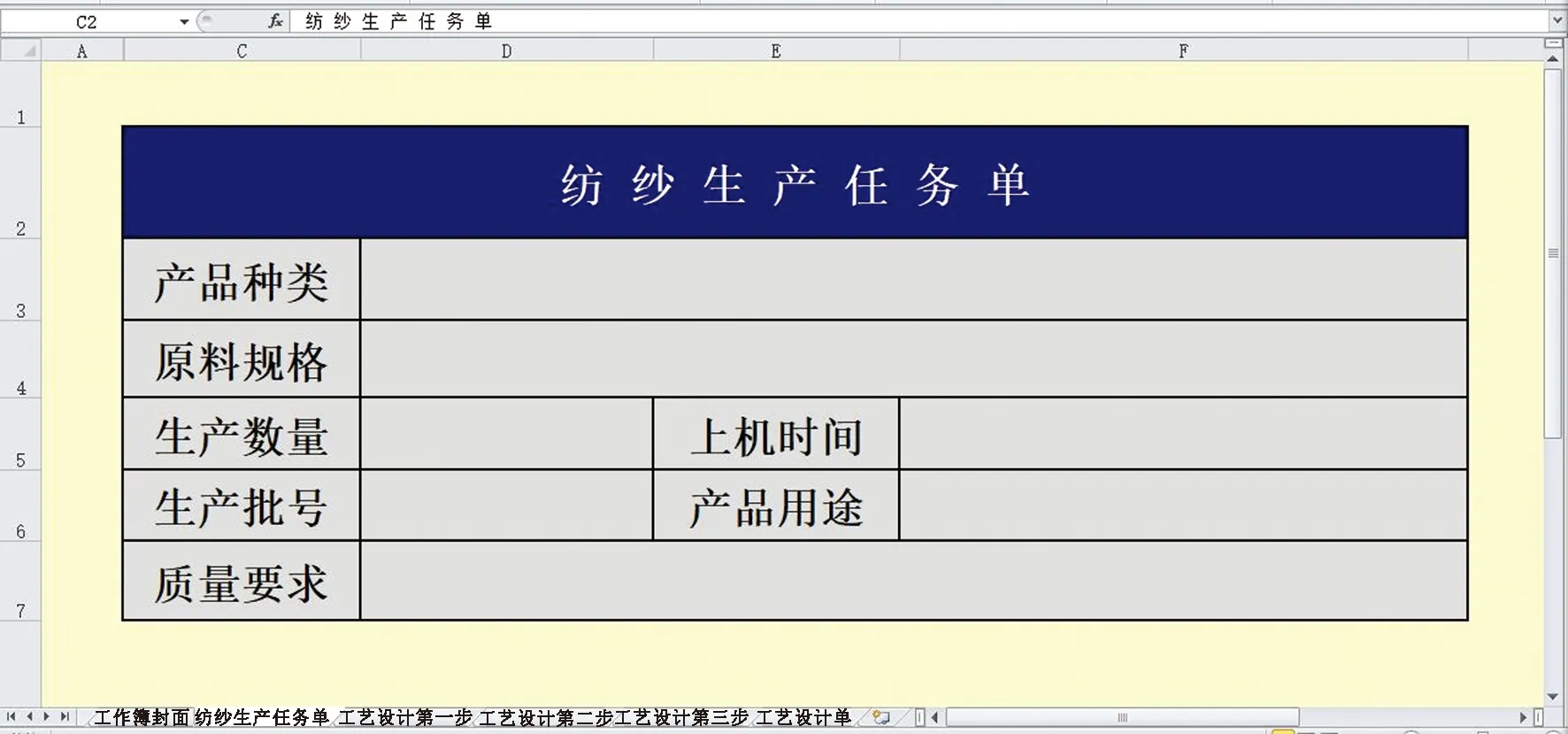
图1 “纺纱生产任务单”所在工作表的填写界面
1.1.2.2工艺设计过程引导功能
通过Excel工作薄的工作表分割工艺设计步骤,并通过工作表名称栏显示,包括工作簿封面、纺纱生产任务单、工艺设计第1步、工艺设计第2步、工艺设计第3步与工艺设计单等6个工作表。精梳毛纺工艺设计Excel工作簿的工作表名称栏见图2。其中“工艺设计单”所在工作表是对工艺设计方案的最终呈现。通过工作表名称栏引导设计者逐步完成设计全程各项具体工作,同时力促提高设计者初次应用工作簿时的适应性。

图2 精梳毛纺工艺设计Excel工作簿的工作表名称栏
1.1.2.3工艺要素显示功能
在归纳纺纱各工序工艺要素的基础上,将工艺参数按设计方法进行分类[7],为设计单元格的功能布局提供依据。为此,工艺参数分为直接输入类、选择并输入类与计算类3种。“直接输入类参数”是指直接由产品规格种类、设备种类等客观要求或条件所决定的参数;“选择并输入类参数”是指需要设计者针对纱线具体品种与质量要求,结合设备技术条件、原料规格与品质情况、生产成本等因素,通过理性分析进行选择后再输入相应单元格的参数;“计算类参数”是指需要应用相应计算式进行计算才能得到的参数。
1.1.2.4工艺参数设计方法提示功能
利用单元格的备注功能,使光标移至单元格右上角时自动显示对应工艺参数的设计方法。
1.1.2.5原料自动配比功能
引用前期研究成果[8-9],分别根据羊毛平均直径关系式和精梳毛纱原料配比关系式所含参数,先设计原料选配过程中直接输入类参数、选择并输入类参数与计算类参数单元格及其配比结果显示单元格的布局,再将上述2个关系式依次输入对应单元格,实现单元格之间的联动计算效果。
1.1.2.6自动取值功能
合股捻缩率与单纱捻缩率是纺纱生产工艺设计过程的基础性参数,一直以来凭经验取值,但在新产品研发过程中,往往因取值依据不足而影响工艺设计进度与精度,导致多次反复的试纺过程。为此,引用前期研究成果,嵌入捻缩率预测模型,取消对捻缩率凭经验进行取值的过程。
在前期研究中,经理论推导与实验验证得到了用于双合股毛型纱线合股捻缩率预测的参数迭代程序[10],预测双合股毛型纱线合股捻缩率的参数迭代程序见图3。图中:Nt为单纱设计线密度,tex;T′为单纱设计捻度,捻/m;T″为股线设计捻度,捻/m;d为原料平均直径,μm;γ为原料平均体积密度,g/m3;h、k、l、s、a、b、x、e、H、R、U、V、W、X、Y、Z、U′、V′、W′、A、B、D、E、F、G、M、P、Q分别为参数迭代过程中各迭代关系式的应变量;c为合股捻缩率预测值,%。依据图3所示的参数关系,先设计原始参数输入单元格、迭代关系式输入单元格、合股捻缩率预测值检验单元格,应用数值逼近法进行数据筛选单元格及其预测结果显示单元格的布局,再将各迭代关系式依次输入对应单元格,实现单元格之间的联动计算效果。实际应用时,在关联单元格分别获得Nt、T′、T″、d、γ的数据信息基础上,再通过数值逼近法使“合股捻缩率预测检验值”达到“0.000 0”[11],就能快速筛选出“合股捻缩率预测值”。在此基础上,进一步引用前期研究成果[12],根据毛纱捻缩率预测模型中参数之间的关系,设计变量单元格及其预测结果显示单元格的布局。实际应用时,在关联单元格分别获得单纱设计捻度、实纺线密度以及原料平均直径与原料平均体积密度的数据信息时,就能同步自动获取单纱捻缩率预测值。
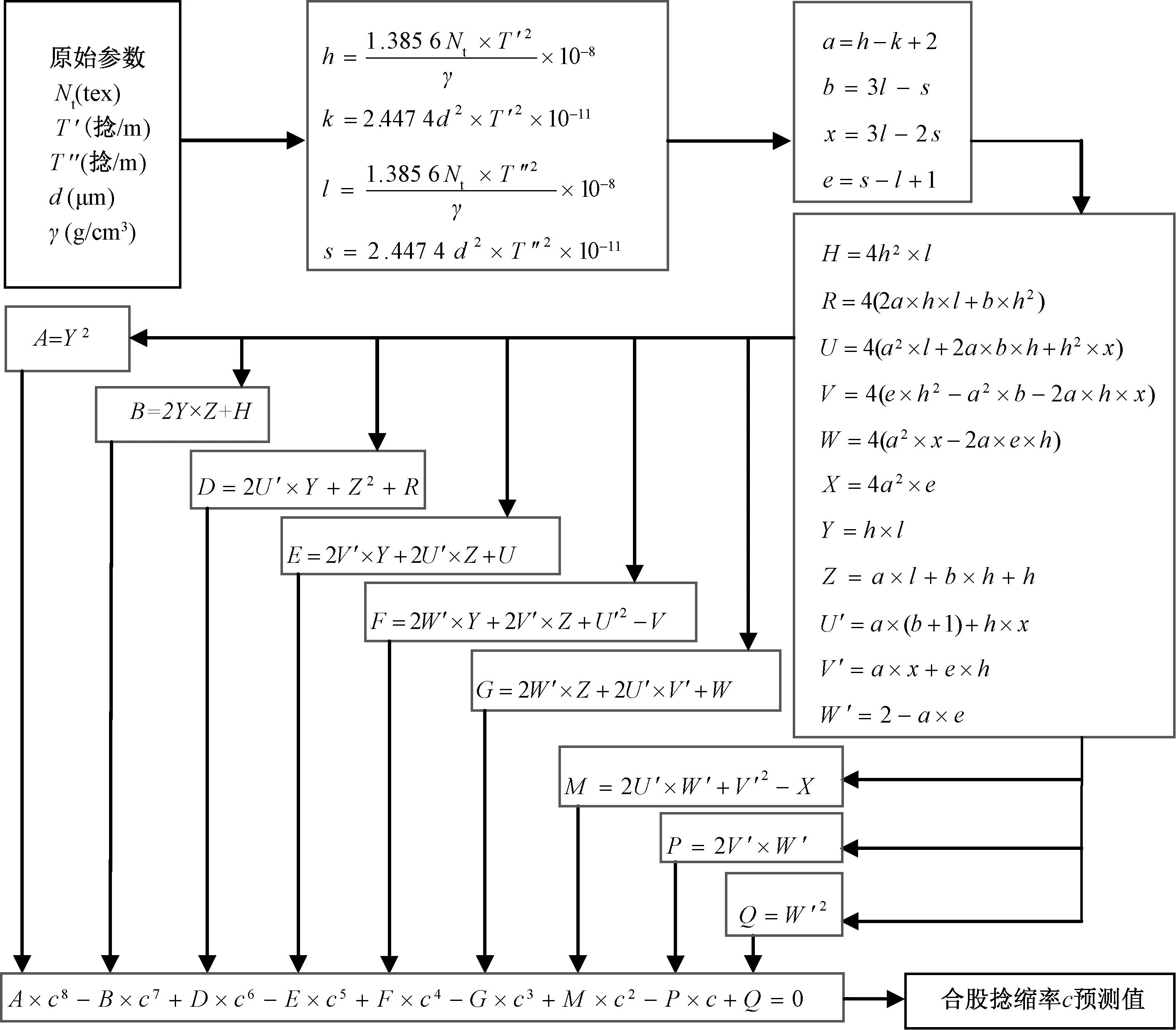
图3 预测双合股毛型纱线合股捻缩率的迭代程序
1.1.2.7自动计算功能
自动计算功能,是应用Excel软件的“插入函数”功能实现相应单元格对计算类参数的自动计算与结果的自动显示;对于需要被重复利用的工艺参数,是通过对相应2个或多个单元格应用Excel软件的“链接”功能实现同一工作表内或不同工作表之间的数据共享。
1.1.2.8工艺设计单自动生成功能
利用Excel软件的“链接”功能,实现终端“工艺设计单”与工艺设计第1步、工艺设计第2步、工艺设计第3步过程中各项设计结果之间的单元格链接,并按设计要求的布局同步呈现针对具体品种的“生产工艺设计单”工作表。
1.2 结构设计
结构设计包括操作界面结构布局的简明性、完整性和平衡性方面效果的设计。
1.2.1 结构目标的定位
结构设计的目标是通过工作表的建立、单元格的布局,达到对纺纱生产任务的明确、对生产工艺设计过程与生产工艺要素的体现,使工作簿结构简明、操作便捷,从而使设计者能快速适应本文方案所提供的纺纱生产工艺设计过程。
1.2.2 结构目标的实现方法
结构设计目标的实现,依据生产工艺设计内容之间的关联性分割设计任务,明确设计步骤并安排于不同工作表之中,在此基础上确定各工作表的具体内容,并以不同工艺参数的数据关系合理布局单元格的功能位置。同时,添加1个工艺方案呈现的工作表命名为“精梳毛纺生产工艺设计单”,其中每一个数据均通过链接来自于各工艺设计操作工作表,使其内容不支持修改,满足后续工艺实施与工艺管理的需求。
1.3 外观设计
对工作薄、工作表、单元格进行功能设计与结构设计的基础上,再对工作簿整体进行外观效果的优化。
1.3.1 外观目标的定位
外观设计的目标是使工作簿中每一个工作表的操作界面到达结构稳定、外观简明与美观的效果,使设计者在使用工作簿时心情愉悦。
1.3.2 外观目标的实现方法
利用Excel软件的“隐藏”功能,隐藏工作表中用于各种中间运算的所有单元格,从而达到工作表外观结构的简明性要求。例如,合股捻缩率的预测是对数据项进行多步迭代完成的,需要一系列单元格进行联动计算,这将导致操作界面存在一系列不需要工艺设计者关注的、用于中间迭代计算的单元格信息,“工艺设计第1步”所在工作表的操作区域原型界面见图4。“工艺设计第1步”所在工作表的操作界面见图5。图5界面的操作区域是在图4界面的基础上通过局部“隐藏”处理得到的,其结构简明、设计内容明确。
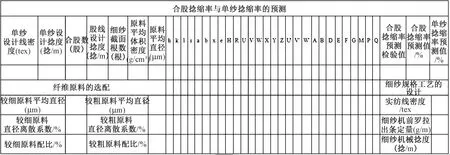
图4 “工艺设计第1步”所在工作表的设计操作区域原型界面
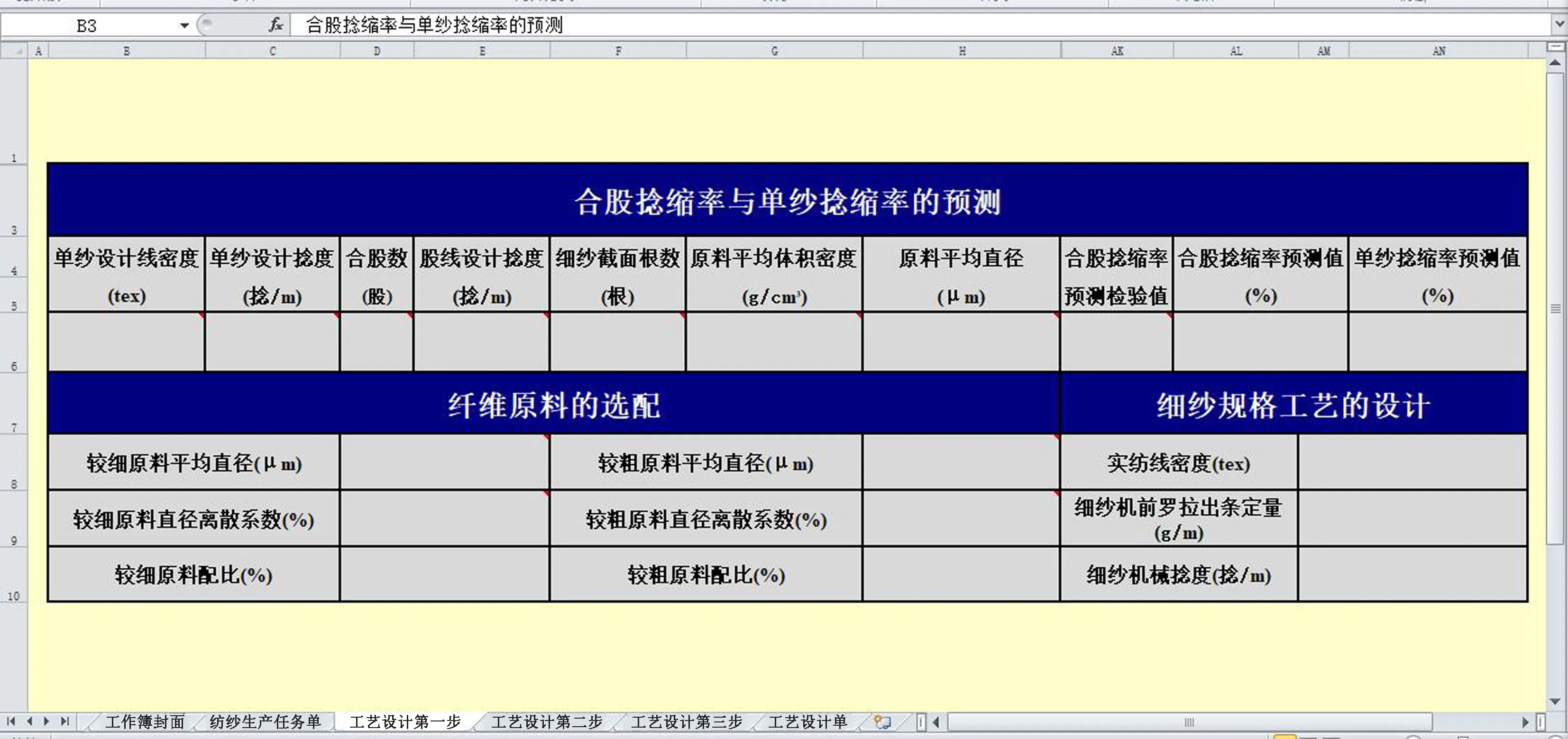
图5 “工艺设计第1步”所在工作表的操作界面
同时,利用Excel软件的“保护”功能,对工作簿及其各个工作表的结构通过设置密码加以锁定,达到工作簿结构及其工作表操作界面的稳定性要求,避免操作过程中的意外变动。在此基础上,以具有情绪减压功能的糖果色为主色调,分别对各工作表的设计区域与非设计区域进行调色,并对设计区域的标题栏单元格进行再调色,以凸显设计内容的主题与具体设计内容,最终达到外观设计的目标,获得如图5所示的界面效果。
2 工作簿的应用
2.1 工艺设计的准备
打开工作簿即呈现工作簿封面,“工作簿封面”所在工作界面见图6。在此界面中,点击进入“纺纱生产任务单”工作表(图1),再根据生产任务具体要求填入相关信息。
图6 "工作簿封面"所在工作表的界面
2.2 工艺设计的实施
应用Excel工作簿设计精梳毛纺生产工艺的操作流程见图7。
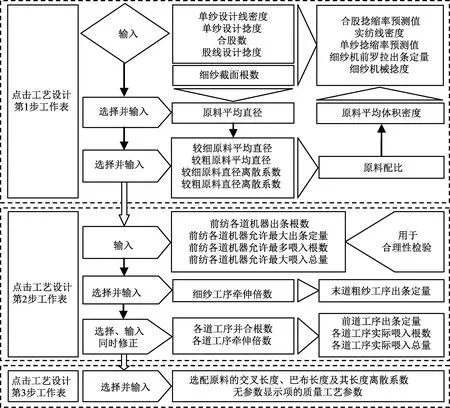
图7 应用Excel工作簿设计精梳毛纺生产工艺的操作流程
2.2.1 工艺设计第1步的实施
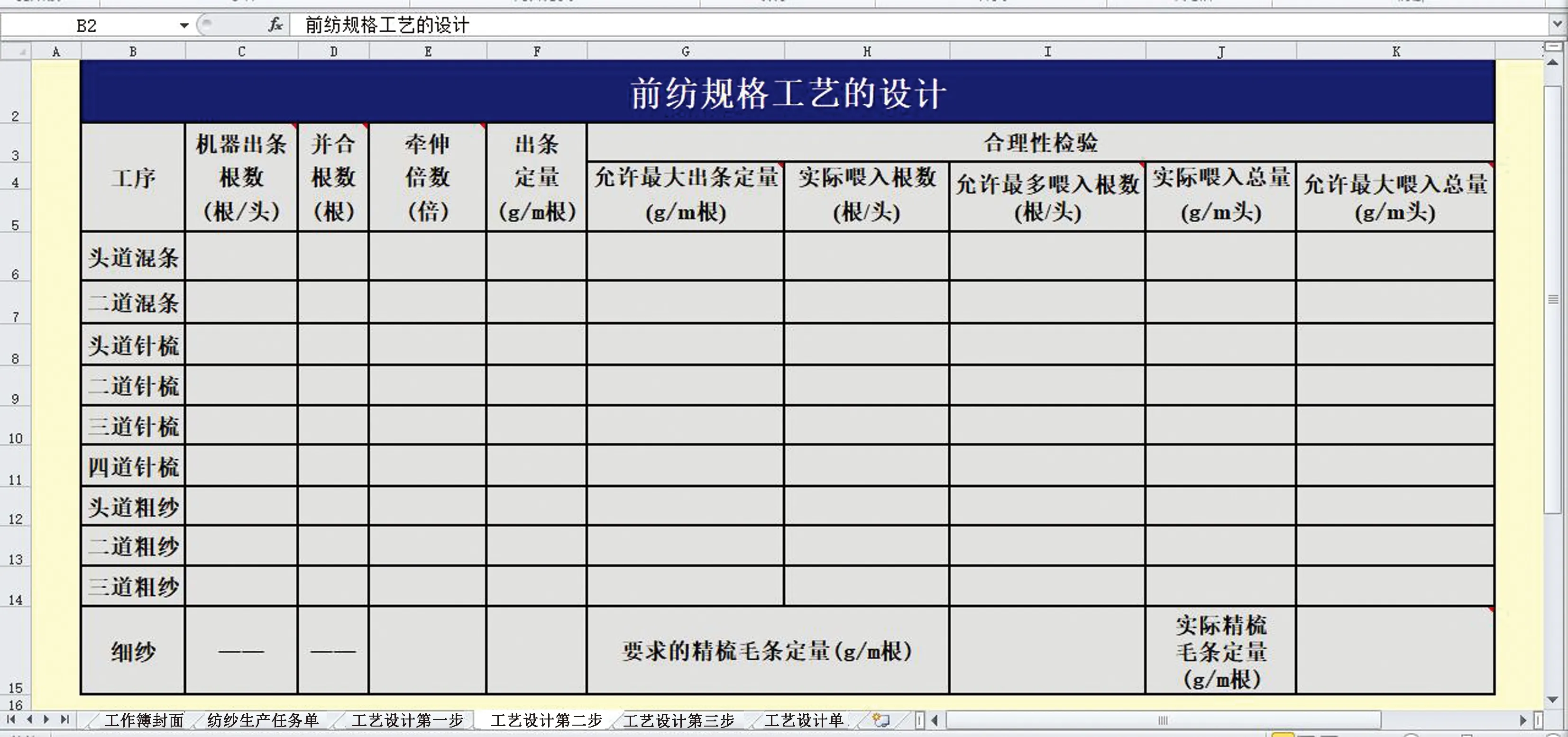
图8 “工艺设计第2步”所在工作表的操作界面
按图7所示的步骤与方法,在工作簿中点击“工艺设计第1步”工作表,进行合股捻缩率与单纱捻缩率的预测、纤维原料的选配、细纱规格工艺的设计,见图5。在该工作表中,分别输入单纱设计线密度、单纱设计捻度、合股数、股线设计捻度的数据,结合考虑细纱强力、条干的质量要求与原料成本因素,选择并输入细纱截面根数[13],此时工作表将自动显示要求的原料平均直径;在此基础上,以原料平均直径为依据,结合原料供应情况及其纺纱适配性选择配伍原料的种类,并分别输入较细原料平均直径、较粗原料平均直径、较细原料直径离散系数与较粗原料直径离散系数的数据,此时工作表将自动显示原料配比的结果;输入由此确定的原料平均体积密度值,再采用“数值逼近法”对合股捻缩率预测值进行筛选,直至合股捻缩率预测检验值显示为0.000 0,由此获得合股捻缩率预测值,工作表将同步显示实纺线密度、单纱捻缩率预测值、细纱机前罗拉出条定量与细纱机械捻度的数据[12]。
2.2.2 工艺设计第2步的实施
按图7所示的步骤与方法,在工作簿中点击“工艺设计第2步”工作表,进行前纺规格工艺的设计。“工艺设计第2步”所在工作表的操作界面见图8。在所示的界面中,分别输入前纺各道工序所用机器的出条根数、允许最大出条定量、允许最多喂入根数、允许最大喂入总量等技术参数,用于前纺各道工序并合根数、牵伸倍数与出条定量设计结果的合理性检验;依据细纱机前罗拉出条定量,选择并输入细纱工序的牵伸倍数值,此时工作表将自动显示末道粗纱出条定量值;再以工艺流程为序,由后往前逐道选择、输入同时修正各道并合根数与牵伸倍数值,此时工作表将自动显示相应前道工序的出条定量以及所在工序的实际喂入根数与实际喂入总量值。
2.2.3 工艺设计第3步的实施
按图7所示的步骤与方法,在工作簿中点击“工艺设计第3步”工作表,出现“精梳毛纺质量工艺的设计”。“工艺设计第3步”所在工作表的操作界面见图9。在所示的界面中,针对所选原料的长度规格与所有无参数显示的质量工艺因素进行参数的选择与输入。包括原料的交叉长度、巴布长度及其长度离散系数;包括前纺各道工序的牵伸前隔距、前罗拉加压、前张力齿轮与后张力齿轮,混条工序的和毛油种类、油水比及其各道加油量与所用针板的针齿规格,各道针梳工序所用针板的针齿规格、各道粗纱工序所用针圈的针齿规格与针圈齿轮,细纱工序的后牵伸、后牵伸齿轮、捻度变换齿轮组、捻向、牵伸后隔距、隔距块、钢丝圈、升降齿轮、撑齿轮、锭速与电动机皮带盘直径等工艺数据。同时,工作表将自动显示细纱机前罗拉转速值。
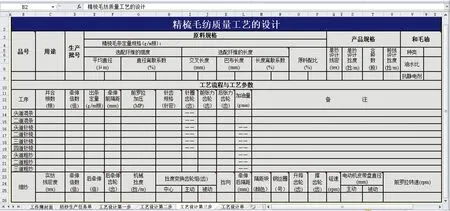
图9 “工艺设计第3步”所在工作表的操作界面
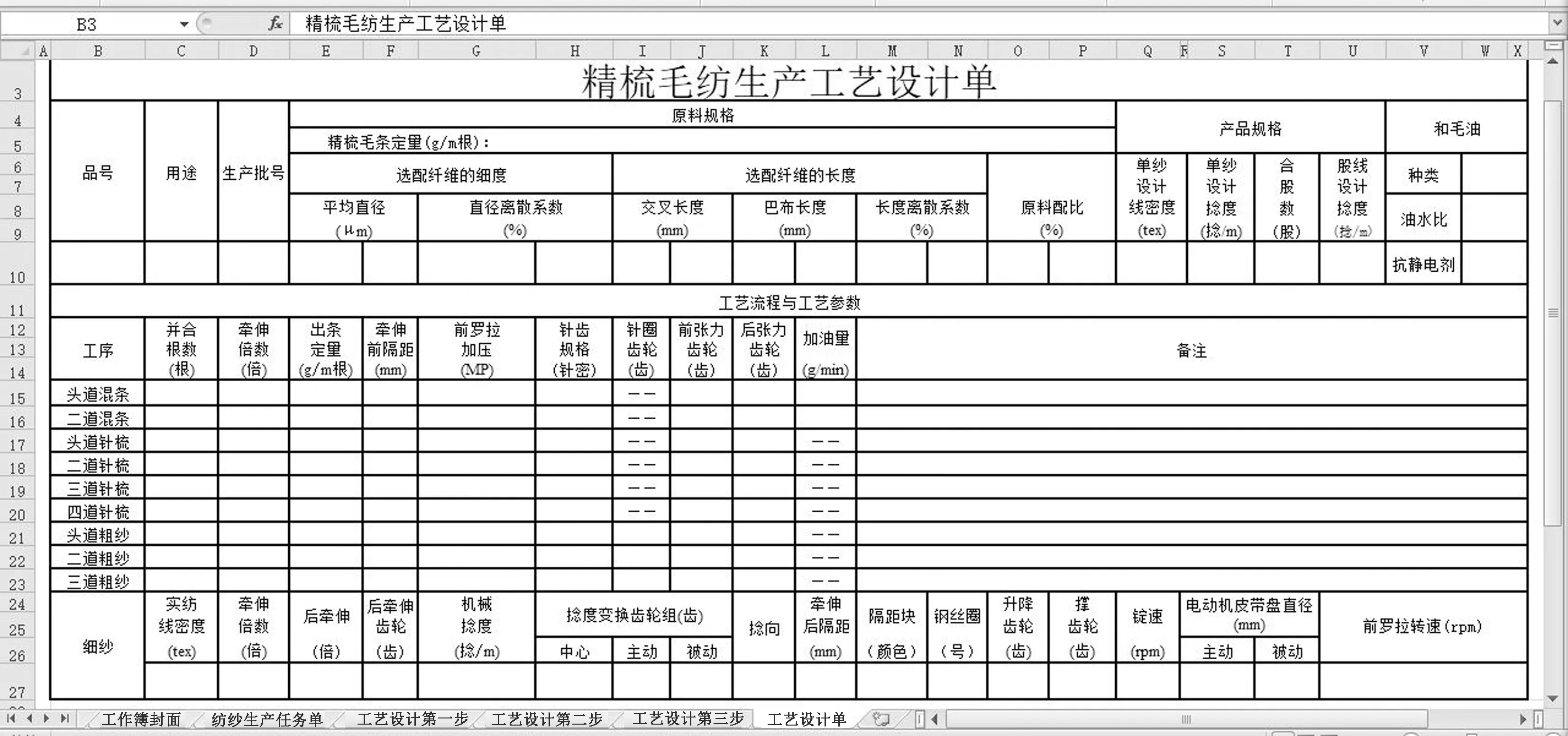
图10 “工艺设计单”所在工作表的设计终稿空白界面
2.3 工艺设计结果的呈现
在完成上述设计步骤的基础上,工作簿将自动生成一个完整的“精梳毛纺生产工艺设计单”,此时只需点击“工艺设计单”工作表就能获得设计终稿“工艺设计单”。“工艺设计单”所在工作表的设计终稿空白界面见图10。
3 验证实验
3.1 生产任务案例
产品种类:纯羊毛 90Z1045×2S935。
原料规格:条染复精梳毛条20 g/m。
生产数量:500 kg。
生产批号:2900111。
上机时间:××××年××月××日。
产品用途:用于生产纯毛簿花呢。
质量要求:符合FZ/T 22001—2010《精梳机织毛纱》的规定。
3.2 结果与分析
工艺设计过程采用“精梳毛纺工艺设计Excel工作簿”,本案“纺纱生产任务单”所在工作表的填写结果见图11,本案“工艺设计第1步”所在工作表的设计结果界面见图12。本案“工艺设计第2步”所在工作表的设计结果界面见图13。本案“工艺设计第3步”所在工作表的设计结果界面见图14。本案“工艺设计单”所在工作表的设计终稿界面见图15。
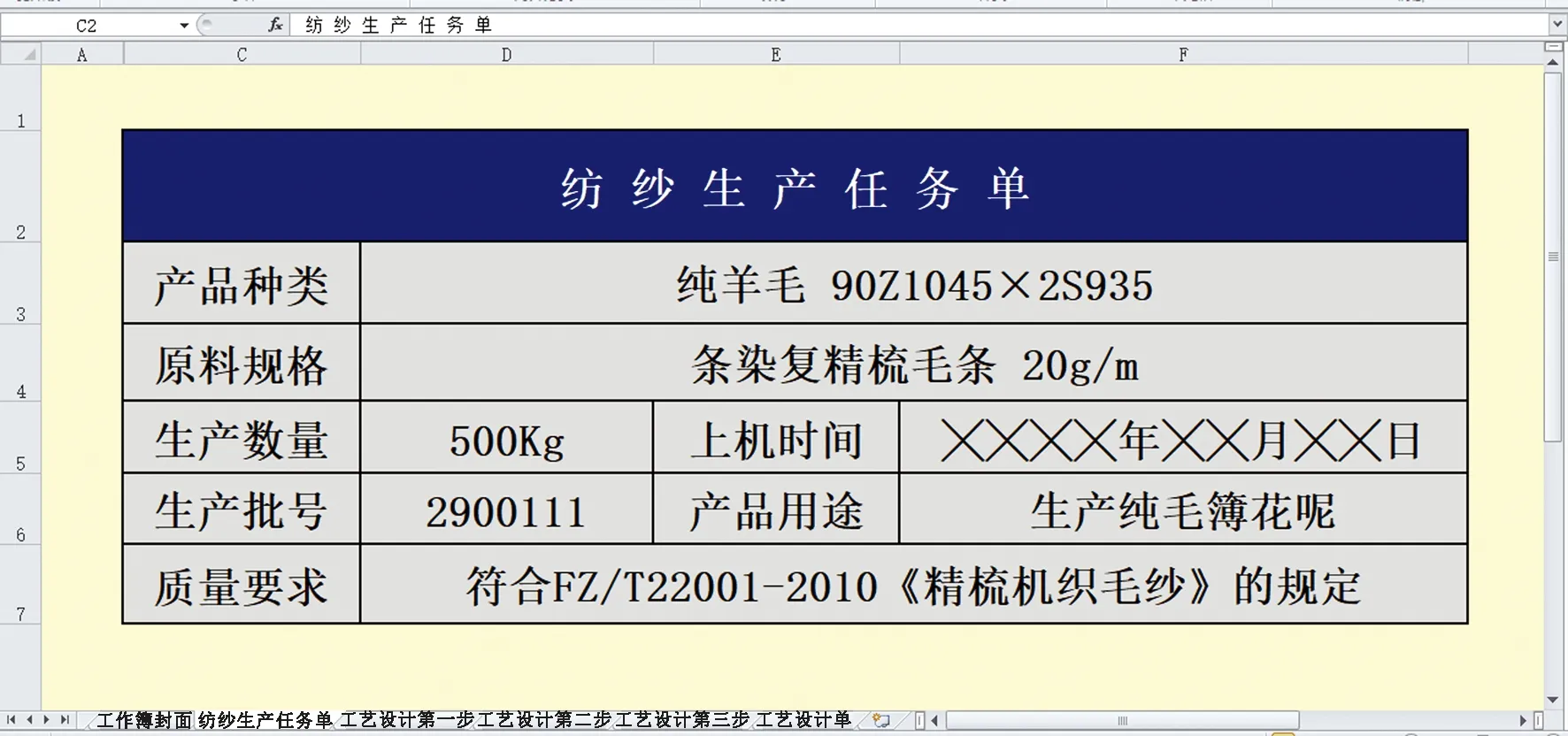
图11 本案“纺纱生产任务单”所在工作表的填写结果
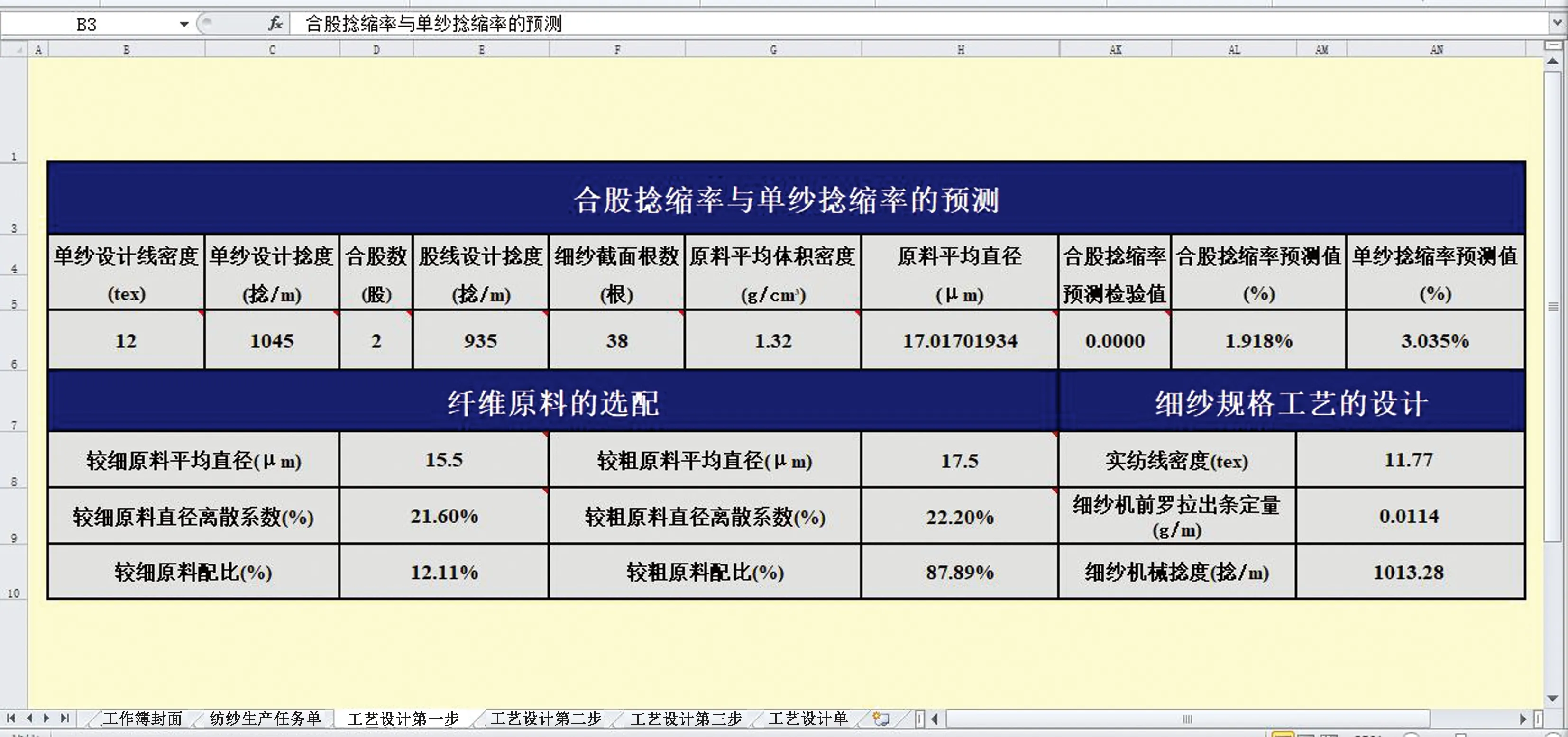
图12 本案“工艺设计第1步”所在工作表的设计结果界面
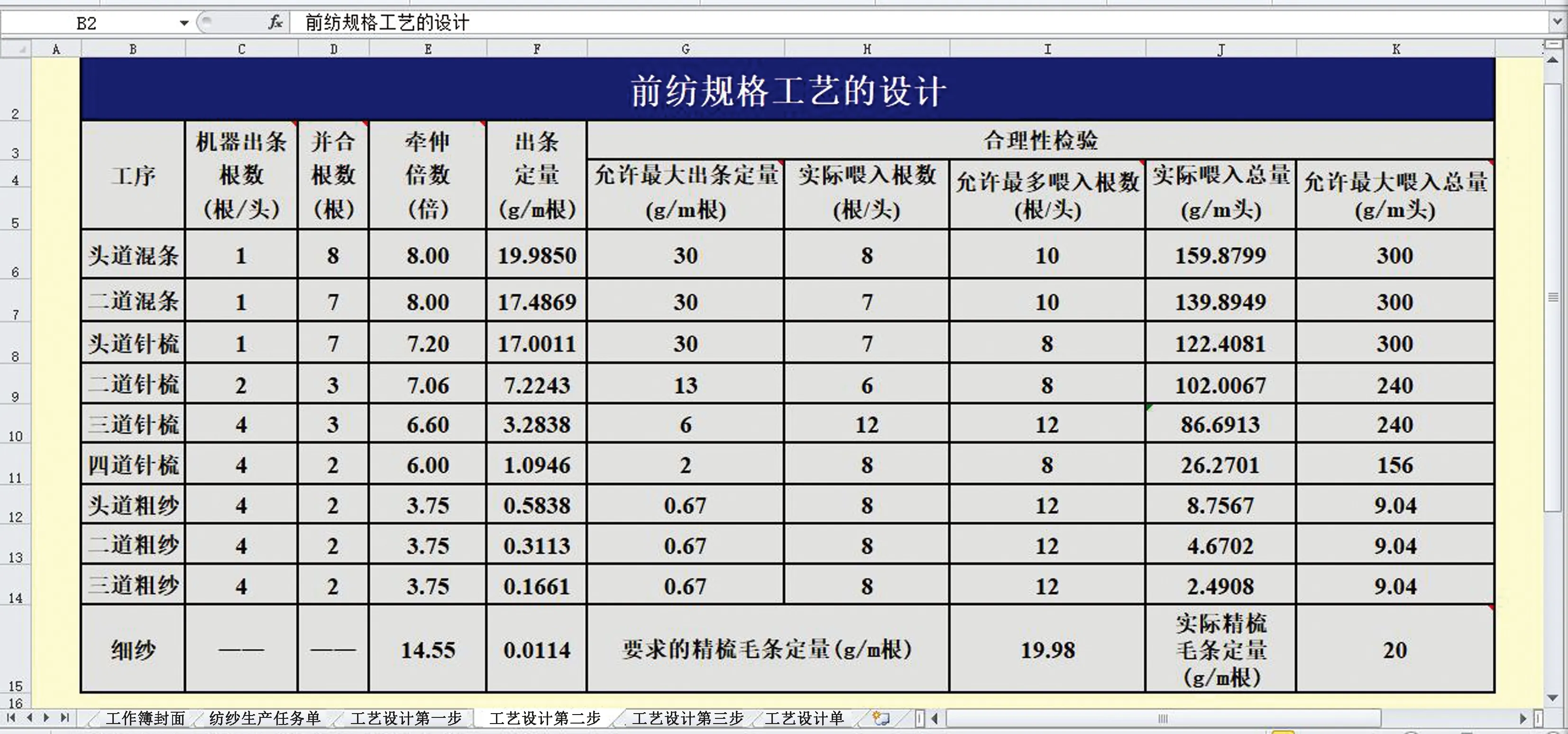
图13 本案“工艺设计第2步”所在工作表的设计结果界面
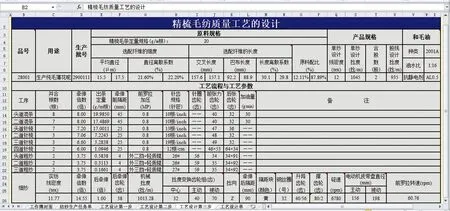
图14 本案“工艺设计第3步”所在工作表的设计结果界面

图15 本案“工艺设计单”所在工作表的设计终稿界面
分析来自于毛纺车间实际生产任务的验证案列,结果表明:利用本文设计与制作的“精梳毛纺工艺设计Excel工作簿”,不仅可以精确地对同一工作表内不同单元格的工艺数据进行同步运算与共享,还能对某一工艺数据在不同工作表之间进行共享或同步呈现。不仅取代了工艺设计过程的人工计算环节,还取代了对捻缩率进行经验取值及其修正环节,使经验性强、灵活性大的精梳毛纺工艺设计用时被有效控制在1 h以内。
4 结束语
依据Excel软件功能进行设计与制作的“精梳毛纺工艺设计Excel工作薄”,创新了纺纱工艺设计的关键性技术,主要体现于原料自动配比、捻缩率自动取值、细纱工序与前纺各工序规格工艺的快速获取。一方面,实现了产品规格的目标参数输入与其生产工艺的设计结果呈现之间的同步,方便了设计过程中对工艺数据合理性的判断与修改,设计者只需关注产品质量的要求对工艺数据进行动态分析与实时调整。另一方面,对于最终的工艺方案呈现工作表“精梳毛纺生产工艺设计单”,企业可以根据所用设备的技术水平,进一步进行工艺数据对加工设备的传输或建立流程线上的单机工艺卡等操作。由此,推进了人性化工艺设计技术,赋予了纺纱工艺设计过程的趣味性与激励性,有效降低了设计全程工作量,提高了毛纱生产工艺设计的过程效率,也为工艺实施与管理提供了有效的技术支持,使毛纺织生产企业能够更好地应对“小批量、多品种、快交货”的市场需求。
