卫星结构板涂装无机热控涂层工艺
2019-11-04周华珍高国立白晶莹
周华珍 吴 琼 高国立 董 理 白晶莹
(北京卫星制造厂有限公司,北京 100194)
0 引言
热控涂层是航天器热控制系统的重要组成部分,是专门用于调整固体表面热辐射性能,进而达到对物体温度控制的表面材料。对于长寿命卫星热控涂层,因其通常暴露于航天器外表面,受到多种空间辐射效应的影响,涂层性能会产生不同程度的退化,所以热控涂层的性能稳定性会影响航天器的可靠性与稳定性。因此,对于应用在航天器外表面的涂层,必须选择耐紫外辐照性能优异的涂层。研究表明无机白漆热控涂层吸收率低,空间性能稳定,耐紫外线辐照性能优良,相比于有机热控涂层耐空间老化性能更好[1-2],因此航天器外表面涂装的涂层一般为无机热控涂层。
铝蜂窝铝蒙皮夹层复合结构因具有质量轻、综合力学性能优异、性能可设计、容错性好等优点,广泛应用在国内外卫星结构部件上[3],为保证卫星结构在太空环境的稳定性,需在结构板铝蒙皮外表面涂装无机白漆涂层。但因无机白漆在卫星结构板表面属于首次涂装应用,所以正式实施前需对涂装工艺进行研究。本文主要介绍具体的涂装工艺。
1 无机白漆热控涂层特点及主要性能指标
无机白漆热控涂层因为是首次应用在结构板表面,为保证涂装质量,需重点从以下几方面进行研究。
(1)无机白漆对基材比较苛刻,必须在粗糙的铝基材表面涂装才能保证涂层的结合力,因此在涂装前需对基材进行深度打磨粗化。但是结构板的铝蒙皮只有0.3~0.5 mm,深度打磨是否会降低结构板的强度,需要进行验证。
(2)无机热控涂层的固化温度有两种,高温120℃和较低温85℃,但因铝蜂窝铝蒙皮夹层结构耐温不超过90℃,所以结构板表面涂装无机白漆需采用不超过90℃的较低温烘烤固化工艺。因此,需验证无机白漆热控涂层采用较低温度(85℃/12 h)固化时,涂层各项性能指标是否满足要求。
(3)涂层只有具备优良的结合力才能实现其自身的优良性能,因此涂装后的涂层结合力需要重点研究。
(4)涂装后的涂层需满足下列各项性能指标的要求:
a)外观均应均匀、无气泡、无裂纹、无剥落等缺陷;
b)涂层厚度≥于120 μm;
c)涂层面密度为260~380 g/m2;
d)涂层的太阳吸收比αS=0.17±0.02,半球发射率εH=0.92±0.02;
e)经热循环试验:[液氮(1 min)~100℃(4 min)],冷热交变100次,无机白漆热控涂层外观质量良好,表面均匀,无起泡、裂纹、剥落等现象。
2 试验
2.1 主要原材料及试验件
2.1.1 主要原材料
无机白漆、无水乙醇。
2.1.2 试验件情况
大试验件一共6件:其中0.3和0.5 mm厚蒙皮的结构板试验件各3件[3件尺寸分别为560 mm×1140 mm(1件)、700 mm×805 mm(2件)]、铝合金小试片一共25件:其中40 mm×40 mm的20件,70 mm×120 mm的5件。
在工艺试验后需进行无机白漆热控涂层的热辐射性能、面密度等参数测试,需同批喷涂试片以供测试使用,小试片是用来测试涂层的热辐射性能,大试片是用来测试涂层的面密度,具体见表1。
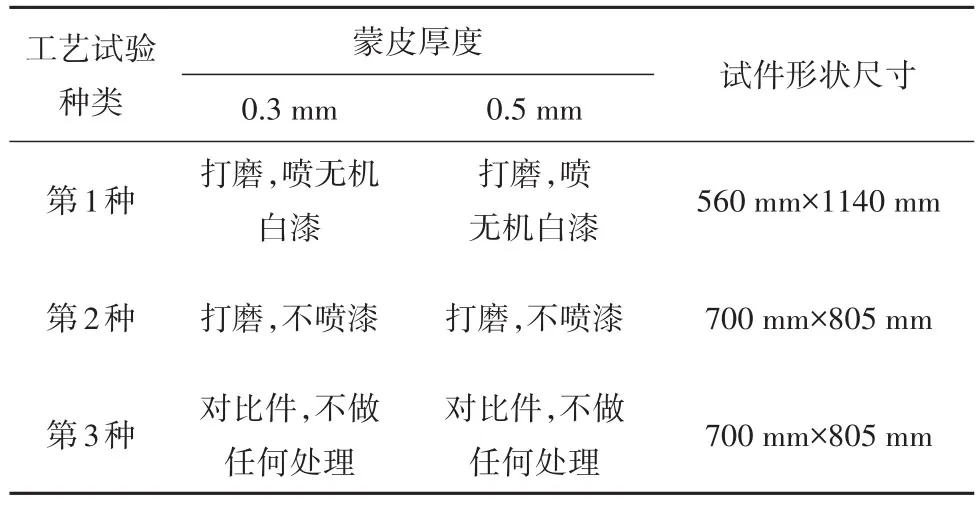
表1 工艺试验种类Tab.1 Classification of tests
2.2 无机白漆热控涂层涂装制备
第1种试验件:首先对结构板试验件所有的螺纹孔、通孔、光孔、铝基包边等使用3M胶带进行保护,然后采用80#砂纸对非保护区域进行深度打磨至表面呈现纵横交错打磨纹路,打磨后要求整个喷涂区域均布满明显均匀的垂直交叉打磨痕迹,手摸有明显粗糙感。然后用乙醇多次清洁。在清洁后的试验件表面采用空气喷涂的方式涂装无机白漆。铝合金试片做相同处理。
工艺流程大致如:保护→打磨→清洁→配漆→喷涂→烘烤固化→去保护→性能测试。
第2种试验件:采用与第1种试验件相同的打磨处理,但不喷漆。
工艺流程大致如:保护→打磨→性能测试。第3种试验件:对比件,不做任何处理。
2.3 性能检测
涂层外观通过肉眼观察。
涂层厚度采用精度为±3 μm的测厚仪测量。
涂层面密度:指单位面积的涂层质量,通过计算涂层质量(试验件喷涂前后质量差值)与涂层面积(实际喷涂面积,可用直尺测量并计算)的比值得出。
涂层热辐射性能测试:按照GJB2502.2—2006采用分光光度计测试太阳吸收比,按照GJB2502.3—2006采用半球发射率测试仪测试半球发射率。
涂层结合力:冷热循环表征,条件为液氮(1 min)~100 ℃(4 min),冷热交变100次。
结构板强度:按照GB/T1456—2005检测蜂窝夹层结构板面板的弹性模量、弯曲强度和结构板芯子的剪切模量。
涂层表面及横截面形貌:采用扫描电子显微镜(SEM)观察。
3 结果与讨论
3.1 打磨工艺的影响
使用手持显微镜观察打磨后的表面微观形貌如图1所示,从深度打磨的表面形貌可以看出,打磨后的表面呈现纵横交错的打磨纹路。

图1 打磨表面的粗糙度显微测试结果Fig.1 The microscopic test results of roughness after grinding
打磨试验要考察的性能主要有两个:一是打磨前后铝蜂窝铝蒙皮结构强度是否变化,即打磨是否影响结构板的强度;二是打磨是否能保证无机白漆热控涂层的涂层结合力。
3.1.1 打磨对结构板强度的影响
采用相同尺寸的打磨样件与非打磨样件做强度对比测试,结果如表2所示。测试结果显示,0.3 mm厚蒙皮未打磨的结构板三个指标分别为(88~97.2)GPa、(298.5~307.6)MPa、(94~109.5)MPa,经过深度打磨的结构板三个强度指标分别为(88~92)GPa、(294.3~300.5)MPa、(94.9~108.4)MPa,与非打磨样件对比,数值变化很小,均在结构板强度要求的范围之内。
0.5 mm厚蒙皮未打磨的结构板三个指标分别为(91~108.9) GPa、(257.4~271)MPa、(118~137.6)MPa,经过深度打磨的结构板三个强度指标分别为(90.4~108.8) GPa、(247.4~263.9) MPa、(92.6~122)MPa,与非打磨样件对比,数值变化很小,均在结构板强度要求的范围之内。
因此,无机白漆涂装前的打磨工艺能够保证薄壁蜂窝夹层强度要求。

表2 打磨样件与非打磨样件的强度对比Tab.2 The strength comparisons between polished and non-polished samples
3.1.2 打磨对无机白漆热控涂层结合力的影响
将第1种涂装无机白漆热控涂层的结构板切割成多件100 mm×100 mm尺寸的小蜂窝夹层试件。并对两种蒙皮厚度各选取6件试验件进行热循环试验,试验条件为液氮(1 min)~100℃(4 min),冷热交变100次。
经过100次热循环后的状态如图2所示。可以看出:热循环试验后的试件表面无机白漆热控涂层外观质量良好,表面均匀,无起泡、裂纹、剥落等现象。

图2 无机白漆热控涂层热循环试验后的照片Fig.2 Photos of inorganic thermal control coating after thermal cycling test
热循环前后涂层的表面微观形貌和横截面形貌如图3和图4所示,由图3涂层的表面微观形貌可以看出,无机涂层表面呈凹凸不平的颗粒状,较粗糙,这主要与无机涂层的组成及本身的制造工艺有关。通过对比热循环前后的照片,发现经过100次热循环,无机涂层的微观形貌并无明显变化。

图3 热循环前后涂层表面的微观形貌Fig.3 SEM photographs of the coating before and after thermal cycling test

图4 热循环前后涂层表面的横截面形貌Fig.4 SEM photographs of the cross-section of the coating before and after thermal cycling test
由图4涂层的横截面照片可以看出,无机涂层厚度约为150 μm。涂层横截面缺陷较大,这主要是因为无机涂层属于陶瓷类涂层,在抛光制样时涂层绷瓷所致。由a1和b1较大倍数的横截面照片可以看出,涂层附着在粗糙度较大的铝合金基体表面,二者之间结合紧密,这主要是与基材粗化打磨的处理方式有关。经100次常压热循环后的无机涂层与基体界面形貌变化不明显,可以说明涂层与基材之间结合牢固。
综上,热循环前后涂层外观(宏观结构)、微观结构、结合力等性能均无明显变化,可以说明热循环前后涂层的结构稳定性没有发生变化。因此采用深度打磨的工艺可以满足涂层良好结合力的要求。
3.2 固化温度对涂层性能的影响
无机白漆热控涂层需进行较低温烘烤固化,采用的固化条件为涂层从室温升温至85℃,烘烤12 h。烘烤后的涂层进行外观、厚度、热辐射性能检测。
3.2.1 涂层外观
无机白漆热控涂层涂装后用肉眼检查涂层外观,可以看出涂层均匀良好,呈白色,无气泡、无裂纹、无剥落等缺陷。图5为结构板试验件局部涂层照片。

图5 无机白漆热控涂层照片Fig.5 Photos of inorganic thermal control coating
3.2.2 涂层厚度及面密度检测
使用精度为±3 μm的测厚仪对结构板表面的涂层厚度进行检测,0.3和0.5 mm厚蒙皮的试件涂装无机白漆热控涂层后的厚度范围为146~258 μm,所有70 mm×120 mm试片表面无机白漆热控涂层的厚度范围在140~262 μm,均满足无机白漆热控涂层厚度≥120 μm的要求,如表3所示。

表3 无机白漆热控涂层试件厚度及面密度记录Tab.3 The thickness and surface density of inorganic thermal control coating of structural slab
0.3和0.5 mm厚蒙皮的试件涂装无机白漆热控涂层后的面密度为 344~372 g/m2,所有 70 mm×120 mm试片表面的无机白漆热控涂层的面密度范围为332~358 g/m2,如表4所示,均满足无机白漆热控涂层面密度260~380 g/m2的要求。
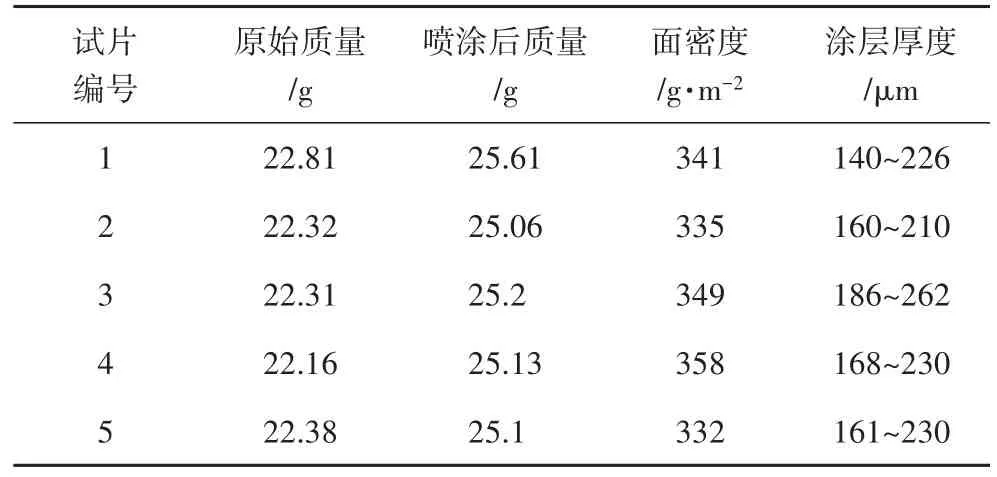
表4 无机白漆热控涂层试片厚度及面密度记录Tab.4 The thickness and surface density of inorganic thermal control coating on aluminum alloy specimens
3.2.3 热辐射性能指标
对同批喷涂的铝合金小试片(40 mm×40 mm)GJB 2502.2—2006《航天器热控涂层试验方法第2部分:太阳吸收比测试》以及GJB 2502.3—2006《航天器热控涂层试验方法第3部分:发射率测试》,采用分光光度计和半球发射率测试仪测试其表面涂层的太阳吸收比和半球发射率值。无机白漆热控涂层涂装后的热辐射性能检测数据如表5所示。
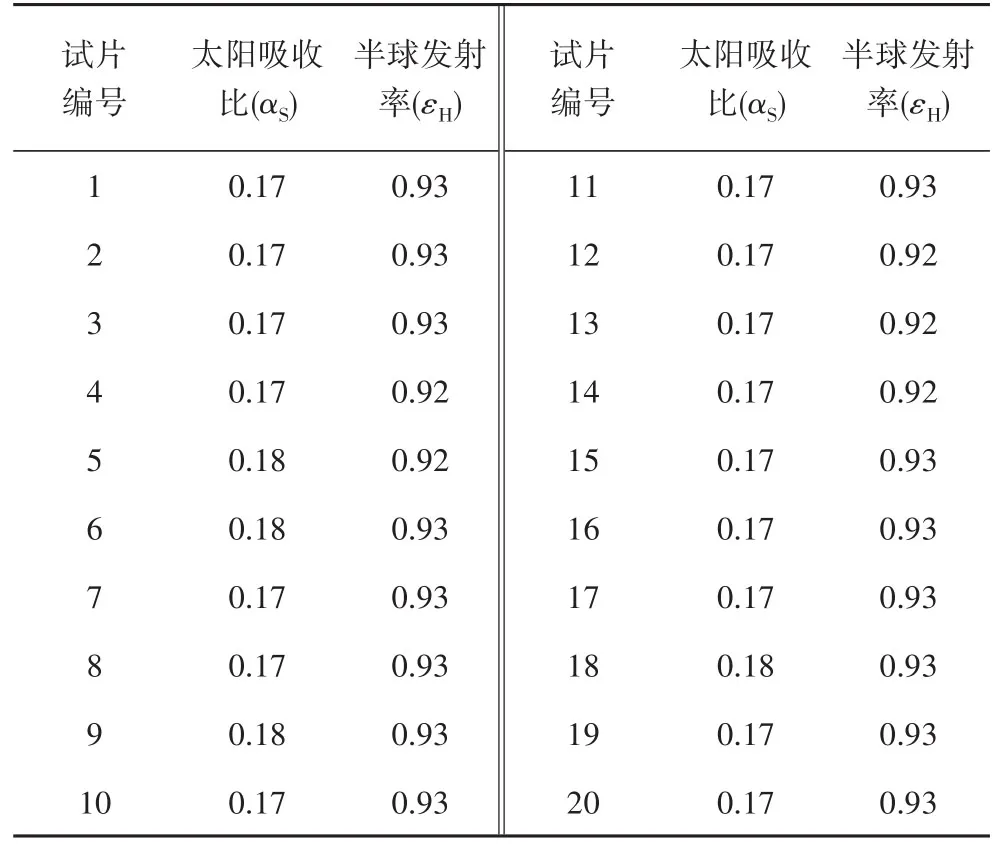
表5 无机白漆热控涂层热辐射性能检测结果Tab.5 The solar absorptance and emissivity of inorganic thermal control coating on aluminum alloy specimens
从表5中可以得出,无机白漆热控涂层的太阳吸收比为0.17~0.18,半球发射率εH为0.92~0.93。
综上,无机白漆热控涂层采用较低温烘烤固化方式最终得到的涂层各项性能指标均满足要求。
4 结论
(1)卫星蜂窝夹层结构板涂装无机白漆热控涂层涂装前处理采用80#砂纸对蒙皮进行纵横交错打磨2~3遍,试验表明打磨工艺能够满足涂层附着力要求,通过冷热循环试验后涂层无脱落、剥离等现象产生。另外打磨工艺参数对结构板薄壁蜂窝夹层强度无影响,0.3和0.5 mm厚度蒙皮均能满足结构板蜂窝夹层强度要求。
(2)采用85℃/12 h较低温烘烤固化工艺对结构板表面无机白漆进行固化,结果表明固化后的涂层外观、厚度、热辐射性能等指标均满足要求。目前该涂装工艺技术已在多型号结构板表面进行应用。
