核电用TP304与H62异种金属的焊接工艺
2019-11-01宁亮亮
宁亮亮,李 涛
(哈尔滨华德学院,黑龙江 哈尔滨 150025)
0 引言
随着核电工业的不断发展, 核电产品技术的不断完善, 对核电厂中各种结构部件的性能要求也越来越高。 传统的单一金属材料制成的结构器件往往难以满足使用要求,在分离设备制造中,为了使产品拥有较好的强度和韧性常采用黄铜法兰与不锈钢管焊接的产品结构。 TP304 与H62 异种材料的焊接采用传统的熔焊方法难以实现[1],原因是二者的熔点、导热系数、膨胀系数等物理性质差异较大,导致接头中产生很大的焊接应力, 进而产生热裂纹等焊接缺陷。 如何将两种材质的零件焊接到一起并保证焊接质量,一直是焊接领域上的难题。本文选择高频感应钎焊进行合理的接头设计, 采用合理的工艺参数避免了热裂纹、针孔、溶蚀等缺陷。
1 焊接设备及材料
1.1 焊接设备
采用的焊接设备是高频感应加热设备, 其工作原理为高频加热原理: 工件置于通有一定频率交变电流的感应圈中,工件会在交变磁场的作用下,产生频率相同的交变的电动势, 从而在工件中产生感应电流(涡流)[2],通过涡流电阻加热,迅速熔化钎料、钎剂,继而完成工件焊接。
1.2 母材的选用
试验材料为D13 mmH62 黄铜和D11 mmTP304不锈钢棒材。
H62 黄铜主要为铜和锌组成的二元合金, 表面呈淡黄色。黄铜中锌的沸点较低,仅为907 ℃,但其含量比较高。 用焊条进行电弧焊时,在1 000~1 200 ℃焊接高温作用下,锌的蒸发量接近40%,锌的大量损失,导致焊接接头的力学性能和耐蚀性能下降。同时,对应力腐蚀的敏感性增强。锌蒸发后在空气中立即被氧化,成为氧化锌。氧化形成的白色烟雾严重污染操作环境,并对焊工的身体健康造成很大的影响。黄铜的焊接性能极差,焊接时极易产生气孔、裂纹,还存在氧化等问题[2]。
TP304 不锈钢为三元合金, 具有稳定的奥氏体组织,有较好的抗晶间腐蚀性能。奥氏体不锈钢具有很强的韧性和塑性, 焊接时其线膨胀系数比碳钢大得多,焊缝极易出现焊接热裂纹。这两种材料的化学成分如表1 和2 所示。

表1 H62 黄铜化学成分 (%)

表2 TP304 不锈钢化学成分 (%)
1.3 焊材的选用
1)选用的钎剂为 QJ102 银钎焊熔剂,适用于600~850 ℃温度范围内与银基钎料配合,钎焊铜及铜合金、碳钢、不锈钢等,成分如表3 所示。
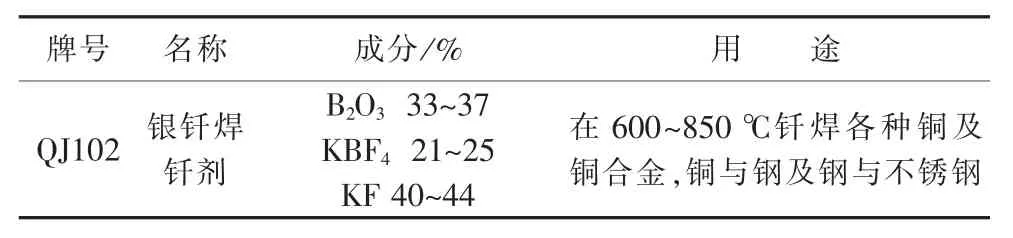
表3 钎焊用钎剂
2)选用的钎料为L326 的银基钎料。为了降低银的熔点,该钎料加入铜、锌等。 进一步降低银基钎料的熔点,更有利于不锈钢和黄铜的焊接。钎料成分如表4 所示。

表4 钎焊用钎料
2 焊接工艺
2.1 焊前准备
焊件表面如果有污渍或油脂等杂质要进行清理,否则将影响焊接接头质量。焊前可以用刮刀钻头等工具来处理焊件上的毛刺以及做倒角, 将工件和焊接钎料用食用醚在超声波清洗机中清洗, 保证工件表面光洁。
2.2 钎焊过程
试验过程中, 针对不锈钢和黄铜的连接采用内置钎料的方法,对黄铜、不锈钢进行特殊结构的加工设计图及加工试件的实物图,如图1、图2 所示。
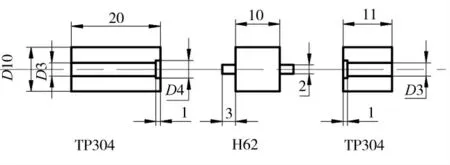
图1 H62 和TP304 加工的特殊结构
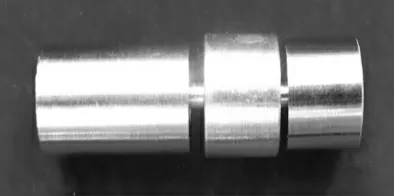
图2 焊件的装配
1) 放置钎料。 将丝状的银基钎料围成直径为5.0 mm 的环状钎料,将其用斜口钳剪成单个环状,如图3 所示。 将清理好的钎料环放置在TP304 不锈钢试件加工好的内槽中,如图4 所示。由于焊接面上涂有钎剂及钎料环支撑, 为提高接头连接质量必须增加焊接压力。 当钎剂及钎料熔化时, 焊接面压强为0.13 MPa 使焊接间隙达到钎焊理想的间隙。

图3 钎料环的制备

图4 钎料的放置
2)放置钎剂和装配工件。 把提前和好的膏状钎剂涂覆在钎料及不锈钢和铜的焊接处, 再将黄铜和不锈钢装配好。
3)感应加热。 将装配好的焊件放在适当的高频感应线圈中进行加热,在高频感应线圈磁场中,由于电阻值不同, 不锈钢加热速度大约是黄铜10 倍,因此TP304 的温度要比H62 的温度上升的快,同时黄铜的导热性能要比不锈钢强。 如果线圈过于靠上或靠下, 会造成焊接时两个焊接位置只有一侧钎料完全铺展。 其正确的放置位置是将线圈放在H62 黄铜的中间,如图5 所示。

图5 线圈放置位置
4)焊接参数的选定。 将装配好的焊件放置在高频感应线圈中的合理位置, 同时在焊面的垂直方向给一个适当的压力0.13 MPa, 电流选择350~450 A进行加热焊接。当加热温度达到钎料的熔点时,钎料迅速熔化,在铜和不锈钢表面润湿铺展,然后立刻停止加热。
5)焊后处理。将工件接头在空气中自然冷却,钎料凝固形成焊缝,然后撤去压力。 再进行浓度为7%硝酸清洗,露出金属光泽。
2.3 温度监测
由于黄铜的熔点很低, 所以对焊接温度要求严格。在焊接时,采用了热电偶来进行温度采集,针对试件的三部分(不锈钢-黄铜-不锈钢)分别进行了温度监测,焊接过程中黄铜的峰值温度为740 ℃,高于钎料熔点720 ℃,而且低于黄铜熔点905 ℃,其结果进一步的说明选择焊接参数的合理性,如图6 所示。
3 焊后检验
3.1 破坏性检验
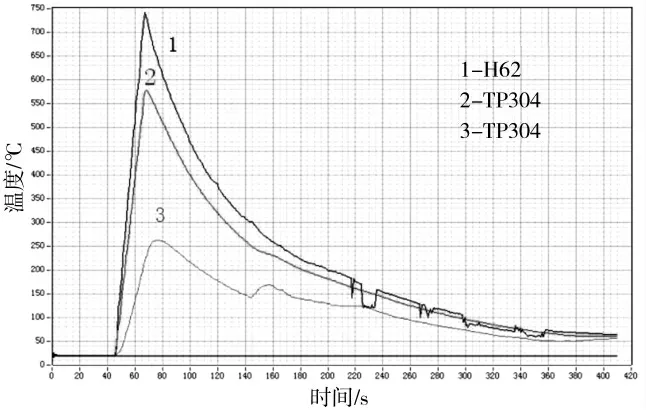
图6 热电偶温度监测
为了测定黄铜-不锈钢焊接接头在外力作用下抵抗变形的最大能力以及发生破坏的极限值, 采用万能试验机, 以5 mm/s 的加载速度进行拉伸试验。对焊接接头进行了拉伸试验, 接头的抗拉强度平均值为200 MPa, 虽然断裂均发生在抗拉强度较低的焊缝处,但完全满足工程结构对接头的强度要求。
3.2 金相检验
把试样沿垂直于焊缝的方向切开, 用镶嵌机镶嵌成标准试样,然后分别用 400,600,800,1 000,1 500和2 000 号砂纸依次打磨试样, 最后经过抛光机抛光后用 FeCl3(10 g)+HCl (20 ml)+ H2O(40 ml) 溶液进行腐蚀。 采用低放大倍数对整个焊接接头的整体形貌进行分析, 焊接接头的金相宏观组织观察发现焊缝金属与母材的熔合情况良好, 钎缝表面连续致密、焊角光滑均匀,焊接接头没有裂纹、针孔、溶蚀等缺陷产生,润湿良好。 奥氏体不锈钢与黄铜焊接时,钎料流入黄铜与奥氏体不锈钢焊接面的缝隙中,形成了合格的钎焊接头。
4 结束语
按照以上工艺步骤施焊的H62 黄铜和TP304不锈钢, 通过对力学性能试验、 金相检验, 符合GB150.4—2011《压力容器》的要求,满足 JB/T6966—93 的Ⅰ级钎缝质量标准。 该工艺产品合格率高达99.9%,接头质量良好,完全能够满足实际使用要求,可为我国的核电工业及相关领域提供参考。