家用冰箱制冷剂流动噪音机理与控制研究
2019-11-01孙敬龙丁龙辉张海鹏潘毅广
孙敬龙,丁龙辉,张海鹏,潘毅广
(海信(山东)冰箱有限公司,山东青岛 266071)
0 引言
压缩机和风机冰箱的主要振动和噪音源,对整机噪音水平有决定性的影响。许多学者对压缩机和风机减振降噪进行了广泛的研究,并提出了一些行之有效的措施方法,如改进压缩机结构形状[1-2]和隔振措施[3]、优化压缩机排气消声器[4]、优化风机风道结构[5-6]和风道吸声降噪[7]等。随着压缩机和风机减振降噪技术的发展,冰箱噪音水平不断降低。
但随着风冷多系统冰箱的推广应用,制冷管路系统越来越复杂,制冷管路中制冷剂流动噪音问题越发凸显,已成为众多消费者的痛点和投诉的主要原因。制冷剂流动噪音包括:毛细管出口的制冷剂喷发声与化霜阶段制冷剂“咕噜”冒泡声[8-9]。HAN等[10]和 CELIK等[11]探究了喷发噪音的产生机理,发现制冷剂气液两相流动是噪音产生的根本原因。UMEDA 等[12]和刘益才等[13]就如何降低喷噪音展开研究,发现使用渐扩管可以有效降低噪音。XIA等[14]和MARTINEZ等[15]实验验证了渐扩管可以降低制冷剂流速,稳定两相流流场,从而降低喷发噪音。此外,文献[16-19]中的研究表明,制冷剂的气液两相流动受系统压力、制冷剂量及流速差的影响,要改善喷发噪音还需要优化系统压力和制冷剂灌注量。然而,对化霜阶段制冷剂“咕噜”冒泡声的研究较少,“咕噜”冒泡声的来源与产生机理还不明确,需要进一步研究。
本文首先采用声强法定位“咕噜”冒泡声的来源。然后采用石英玻璃制作制冷管路,并代替噪音来源位置的管路,实现制冷剂流动特性的可视化。观察冰箱化霜阶段制冷剂的流动特性,制冷剂流动特性与噪音变化的对应关系,得出化霜阶段制冷剂“咕噜”冒泡声的产生机理。在此基础上,通过优化制冷管路系统,有效消除了制冷剂“咕噜”冒泡声,并在产品上推广应用。
1 噪音源定位
将冰箱后背面设为测量面,将测量面划分成行列网格并对网格进行排序,每一网格的中点为测量点,网格划分如图1所示。

图1 声强法测试网格

图2 声强分布云图
实验测量时,采用PU声强探头对准每个测点进行逐点测量,每测点的测量时间约为10 s,采用声强分析软件记录测试结果,然后对数据进行处理。此外,在测试过程中应保持测试环境不变,测试人员应尽量远离探头,以减小人员对声场的影响。
图2所示为冰箱背面的声强分布云图。由图2可知,由于化霜阶段冰箱压缩机和风机停止运行,压缩机和风机位置声强分布较小。但化霜阶段制冷剂的流动噪音比较明显,“咕噜”冒泡声来源于储液器中制冷剂的流动声。
2 储液器制作
2.1 储液器制作
基于我司BCD-445W型冰箱搭建了实验台。由于冰箱制冷剂为R600a,因此采用与R600a制冷剂不相溶的石英玻璃来制作储液器。储液器结构包括回气管、回油孔及储存空腔。在石英玻璃储液器外设置有机玻璃透明罩,有机玻璃透明罩与储液器外壁之间形成真空腔,起绝热和保护作用,防止可视化储液器外壁结霜或者结露而影响观察。储液器结构如图3所示。
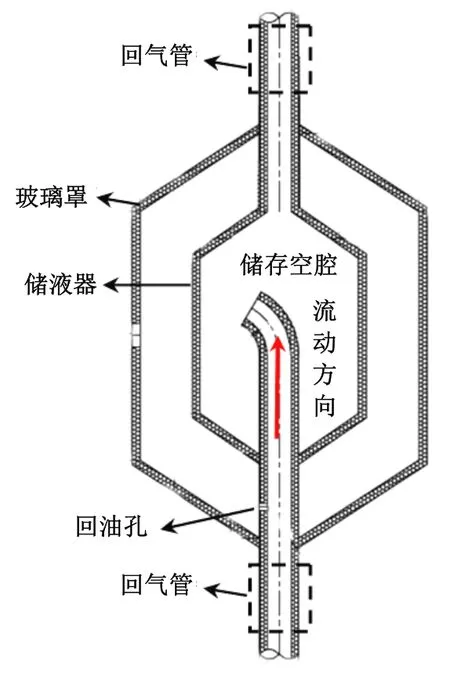
图3 储液器的结构
将储液器与制冷系统的管路粘接,将粘接好的储液器嵌入到有机玻璃腔体中,将有机玻璃腔体的底盖与石英玻璃管粘接固定,然后安装并固定有机玻璃腔体的顶盖。将制作好的透明储液器代替原有储液器,焊接好连接管路,形成完整的制冷回路。
对系统进行检漏和抽真空,检漏时采用氮气,用耐压软管的两端分别连接充氮阀和压缩机工艺口,充氮打压至 0.5 MPa,用肥皂水检查各处有无泄漏。若无泄漏,采用真空泵抽真空,直至真空度达到 10 Pa。然后灌入制冷剂,采用橡胶管连接压缩机工艺管口与制冷剂存储罐接口,灌入制冷剂质量为68 g。
2.2 噪音测试
实验时设置环境温度分别为20℃。选取冰箱冷藏、冷冻和化霜3种运行工况。观察20℃环境温度下储液器中制冷剂流动特性,分析“咕噜”冒泡声产生的机理。
噪音测试按照国家标准[20],在半消声室中测试冰箱化霜阶段噪音,采用LMS Test Lab软件收集数据。测试时,冰箱周围设置6个测点,如图4所示,取6个测点噪音级的算术平均值作为最终噪音值。
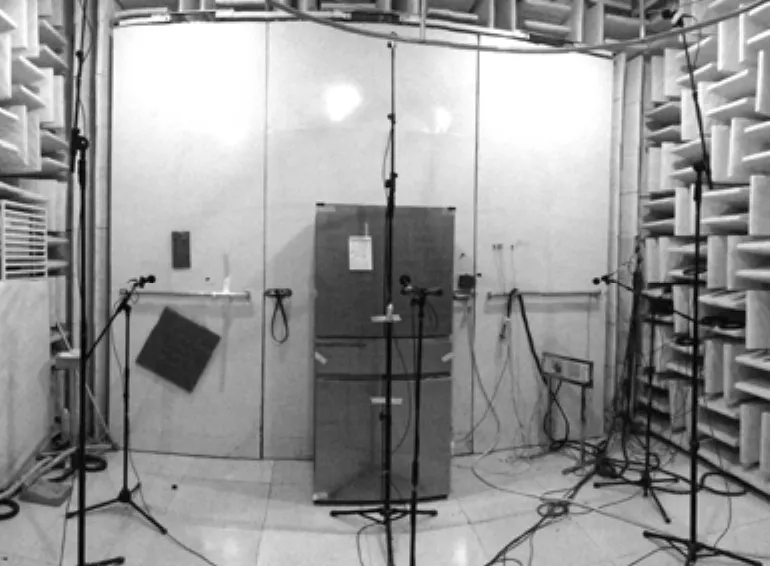
图4 噪声测试
3 实验结果
图5所示为冷藏、冷冻阶段储液器中制冷剂的流动特性。冷藏、冷冻阶段,制冷剂主要以气态形式进入回气管,且流动较稳定,没有制冷剂流动声。储液器中液态制冷剂占储液器容积的3/4,没有淹没回气弯管,回气管中液体少,均分布在管壁,储液器中制冷剂流动噪音小,没有冒泡声。
图6所示为化霜阶段储液器中制冷剂的流动特性。由图6可知,化霜开始阶段,储液器中液态制冷剂液面低于回气管出口。随着化霜进行,冷冻室蒸发器内部分液态制冷剂吸热气化,冷冻室蒸发器中压力升高,导致蒸发器中的液态制冷剂回流进入储液器。化霜进行到300 s时,液态制冷剂液面上升淹没回气弯管。当蒸发器中气态制冷剂由回气弯管排出时,产生“咕噜”冒泡声。
图7所示为改善前化霜阶段的噪音测试结果。由图7可知,整个化霜阶段持续了900 s。化霜开始时,由于液态制冷剂的流动,产生流动噪音。化霜300 s后,回气弯管被淹没,当气态制冷剂排出时,产生“咕噜”噪音。由于制冷剂流动的复杂性,整个化霜阶段噪音测试曲线上存在较多异常峰值,其峰值噪音为47 dB(A),平均噪音为30.2 dB(A)。
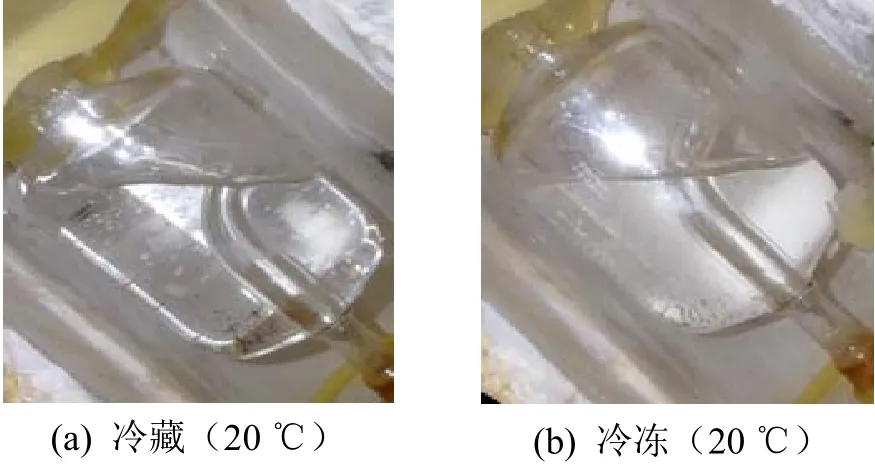
图5 冷藏、冷冻阶段储液器中制冷剂

图6 化霜阶段储液器中制冷剂流动特性

图7 改善前化霜阶段的噪声测试结果
4 储液器结构优化设计
4.1 结构优化
化霜阶段,储液器中产生“咕噜”冒泡声是由于液态制冷剂淹没了回气管,导致气态制冷剂回流。针对这一问题,采取以下两种改善方案来降低化霜阶段噪音:将原始储液器的内径由40 mm增加到55 mm,即增大储液器容积。在储液器与冷冻室蒸发器之间安装微型球阀,起限流作用,球阀设置如图8所示。
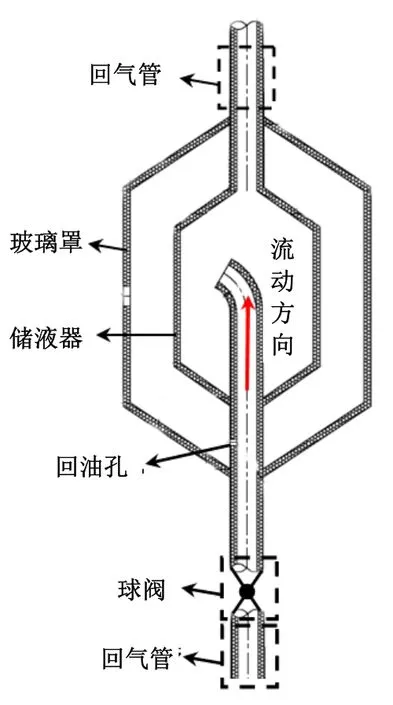
图8 设置球阀
4.2 降噪效果验证
图9所示为增加储液器容积后制冷剂的流动特性和噪音测试结果。将储液器内径由40 mm增加到55 mm后,实验观测到整个化霜阶段液态制冷剂不会淹没回气弯管,因此不会产生“咕噜”声。但由于蒸发器内压力增大,迫使制冷剂流动,仍然存在制冷剂流动声。峰值噪音明显减少,化霜阶段的噪音明显下降,噪音降至26.1 dB(A)。

图9 增加储液器容积后制冷剂流动特性和噪声结果
图10所示为设置球阀后制冷剂的流动特性和噪音测试结果。化霜阶段液态制冷剂不会淹没回气弯管,气态制冷剂排出稳定,异常噪音峰值大大减少。相对于增加回气管长度和增加储液器容积,增设球阀能更好地降低噪音水平,可将化霜阶段的噪音降至24.4 dB(A)。
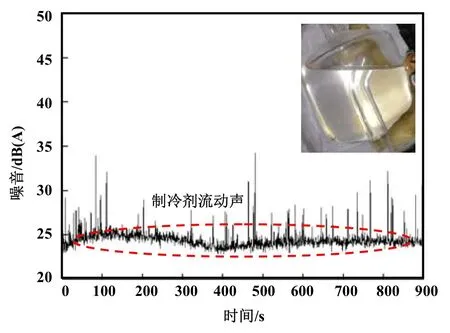
图10 设置球阀后制冷剂的流动特性和噪声结果
5 结论
本文采用声强法定位储液器中制冷剂流动为主要噪音源,然后制作透明储液器,实现了制冷剂的可视化。通过观察和对比冷藏、冷冻和化霜阶段储液器中制冷剂的流动特性,得到了化霜阶段“咕噜”冒泡声的产生机理,并提出了消除冒泡声的方法,得到如下结论:
1)冷藏、冷冻阶段,储液器中的制冷剂主要以气态形式流动。储液器中液态制冷剂没有淹没回气管,储液器中只有制冷剂流动噪音,没有冒泡声;
2)化霜阶段,温度升高,蒸发器中的压力升高,内部的液态制冷剂受压回流入储液器,淹没回气管。气态制冷剂由回气管排出时,产生“咕噜”冒泡声;
3)增大储液器容积,峰值噪音明显降低,化霜阶段噪音降至26.1 dB(A);设置微型球阀,化霜阶段液态制冷剂没有淹没回气管,气态制冷剂排出稳定,噪音降至24.4 dB(A)。化霜阶段的制冷剂流动噪音得到有效改善。
