Effect of wire tension on different output responses during wire electric discharge machining on AISI 304 stainless steel
2019-10-31TinaChaudharyArshadNoorSiddiqueeArindamKumarChanda
Tina Chaudhary ,Arshad Noor Siddiquee ,Arindam Kumar Chanda
a Department of Mechanical and Automation Engineering,Indira Gandhi Delhi Technical University for Women,Kashmere Gate,New Delhi,India
b Department of Mechanical Engineering,Jamia Millia Islamia(a Central University),New Delhi,India
c Department of Mechanical and Automation Engineering,G.B.Pant Engineering College,New Delhi,India
Keywords:Wire EDM Wire tension Material removal rate Surface roughness Kerf width Micro-hardness
A B S T R A C T WEDM is used in machining conductive materials where it is required to obtained complicated and intricate shapes with high accuracy.Various applications are in the field of automobile,medical industries,aerospace etc.WEDM is an economical machining option with short product development cycle.Surface roughness,kerf width,Material removal rate,Recast layer hardness and surface microhardness in WEDM are most important responses.In this paper,effect of varied Wire tension on SR,KW,MRR,RCL hardness and surface microhardness on AISI 304 have been investigated.Pulse on time,pulse off time,current and dielectric fluid are taken as fixed parameter.Results show that Wire tension influences the SR,MRR and Surface microhardness and has no effect on kerf width in case of Stainless steel 304.
1. Introduction
In present day requirements of various industrial sectors,machining processes play important role where accuracy,surface finish,quality and cost are important.WEDM is an extensively used manufacturing process owing to its ability to produce intricate shapes better surface finish and surface integrity,burr free surface and machining of miniature parts from difficult to machine materials.This process is highly used in aerospace,automotive,mould and dies industries etc.
WEDM is an electro thermal process and is used to generate complex shapes of electrically conductive materials.In its operation,material removal takes place by a series of discrete sparks occurring between electrode wire and workpiece.The gap between wire and workpiece is flooded with dielectric fluid.It usually employs 0.1—0.3 mm thin wire as an electrode.Gap between wire and workpiece ranges between 0.025 and 0.05 mm.Gap is maintained by computer control positioning system[1].
One of the most investigating areas in WEDM is to find out the effect of important process parameters on responses to achieve good quality product with low manufacturing cost.SR,MRR,kW,microhardness are significant performance responses in WEDM.
Liao et al.[2]performed an investigation to achieve the fine surface finishing.Pulse generating circuit,applied voltage,resistance in circuit,capacitance in circuit,characteristics of dielectric,feed rate,and pulse-off time has remained the widely investigated parameters.Result shows,DC pulse coupled circuit with positive polarity offers better surface finishing.Sarkar et al.[3]performed experiments to optimize the parameters during γ-titanium aluminide alloy during WEDM machining to reduce the SR and wire offset using artificial neural network methodology.It was noticed that the SR decreased when the cutting speed increased.Farnaz Nourbakhsh et al.[4]explored the impact of pulse current,servo voltage,pulse width,and wire tension on wire rupture,cutting speed, and surface integrity. They implemented Taguchi L18 orthogonal array for the experimental work.They observed that the cutting speed improves with pulse width and pulse interval.SR was found to increase with increasing pulse width and decreased with pulse intervals.Ram Prasad et al.[5]investigated the effects of pulse on time,pulse off time,peak current and servo voltage on MRR and SR using Taguchi method.The results showed that,pulse on time and peak current had significant influence on both the responses.Nandakumar et al.[6]investigated the WEDM parameters to achieve good surface finish during machining of Titanium Alloy Grade 5.The analysis of results indicated that process parameters produced significant effect on the surface finish.Mohinder Pal Garg et al.[7]carried out an experimental investigation on the WEDM by using Box Behnken designs.Peak current,Pulse-on time,pulse-off time,spark gap voltage,wire tension and wire feed were selected as parameters,whereas cutting rate was selected response.Results indicated that pulse on time and pulse off time both had highest influence on the cutting rate than other parameters.It was also noticed that the surface produced under high pulse on time and low pulse off time had large craters and micro-cracks. Danial Ghodsiyeh et al. [8] performed a multi objective optimization for WEDM machining by using response surface method.Peak current,Pulse on time,pulse off time,and servo voltage were selected for experimental investigation.Sparking gap,surface roughness,wire wear ratio,wire lag and white layer thickness were considered as responses.Amrish Raj and Senthilvelan[9]worked to optimize WEDM parameters to minimize surface roughness and maximize MRR using the response surface methodology.It was noticed from analysis that the pulse on time and pulse off time affected the surface roughness more significantly than the wire feed rate.The pulse off time had significant effect on MRR.Giovanna Gautier et al.[10]investigated the impact of servo voltage,pulse on time,pulse off time and wire tension on SR in wire electric discharge machining.It was found from the investigation that the wire tension and servo voltage provided significant influence on SR.It was seen from the results that the pulse on time had strongest influence on SR whereas peak current had strong influence on white layer thickness and wire wear ratio.
Nomenclature
WEDM Wire electric discharge machining
SR Surface Roughness
KW Kerf width
MRR Material removal rate
RCL Recast Layer
PONT Pulse on time
POFFT Pulse off time
Among all important process parameters of the WEDM the wire tension is an important parameter which affects the wire breakage during machining and the also affects the accuracy due to change in frequency of oscillation during sparking and pause. The wire breakage seriously affects the manufacturing cycle time and the oscillation characteristics affect the roughness and accuracy.While most parameters have been extensively investigated the wire tension remains relatively very less reported process parameter.The current paper aimed to investigate this less reported yet an important factor and its effect on SR,KW,MRR,RCL microhardness and Surface micro hardness on Stainless Steel 304.
2. Experimental work
The chemical composition of the stainless steel AISI 304 employed in this experimental work is given in Table 1.Physical and mechanical properties of AISI 304 are given in Table 2.The stainless steel was machined on a WEDM(of make Steer Corporation,India).The Table 3 shows the experimental conditions employed for the machining of AISI 304 on WEDM.These machining conditions were selected through extensive trial experimentation.Except the wiretension all other process parameters were kept constant.

Table 1 Chemical composition of workpiece.
The experiments were performed on steer Corporation's DK7712 CNC-WEDM machine(shown in Fig.1).De-mineralized(DM)water was used as a dielectric fluid.The wire tension was varied through a precision gauge mounted on a specially devised fixture.To investigate the effect of wire tension,other machining parameters pulse on time,pulse of time and current were kept constant.The electrode used in this research comprised of Molybdenum wire with 0.18 mm diameter.SR,KW,MRR,RCL microhardness and Surface microhardness are the major responses.SR was measured using stylus type precision surface roughness tester(Make:Mitutoyo Japan,Model:SV200).KW was measured using by stereozoom microscope(Focus,Japan).Microhardeness(both on recast layer and sub-layer of machined surface)was measured and recorded on Vicker's micro hardness tester (Make: Mitutoyo,Japan).
3. Results and discussions
The three replicates of all the responses were recorded and average of the replicates was considered for the analysis.The variable WEDM parameter(i.e.wire tension)was varied within the range of 5N—22N as depicted in Table 3,and important responses such as Surface roughness,Material removal rate,Kerf width,RCL microhardness and Surface microhardness were recorded as shown in Fig.2 to Fig.6.The results of each measured response are given and the results are discussed in the following sections.
3.1. Effect of wire tension on surface roughness
The average values of the surface roughness for every level of wire tension are given Fig.2 below.The measured value of the SR shows that the SR is higher for the lower values of wire tension and the roughness is low(surface finish is better)at higher value of wire tension(as shown in Fig.2).The wire moves with uniform velocity during sparking.The spark crates an impact force on the moving wire,the wire under impact is expected to vibrate.When the tension on wire is varied it is expected to increase the frequency of wire vibrations on every impact.The impact force on wire is minute,frequency of the impact affected by spark is very high as the sparking frequency is very high(in view of the selected pulse on and pulse off times).Under these circumstances the high frequency minute vibrations may result in the average variations in the spark gap minimum and the consequently the SR may decrease with the increase in the wire tension and vice-versa.
3.2. Effect of wire tension on material removal rate
The MRR is calculated by taking kerf width into consideration as MRR(mm3/s)=(KW x L x D)/t,Where‘KW’is kerf width in(mm),‘L’is length in(mm),‘D’is depth of cutting material in(mm)and‘t’is cutting time in(s).Kerf width is measured using stereozoom microscope(Focus,Japan)and cutting time is noticed while performing machining.The experimental data indicates that Wire tension doesn't influence much to MRR as shown in Fig.3.MRR is almost same by increasing wire tension.There is slight improvement in MRR after increasing wire tension beyond 15N because of tightness and straightness of wire.

Table 2 Physical and Mechanical properties of AISI 304.

Table 3 Experimental condition for machining on AISI 304.

Fig.1.CNC Wire-EDM.
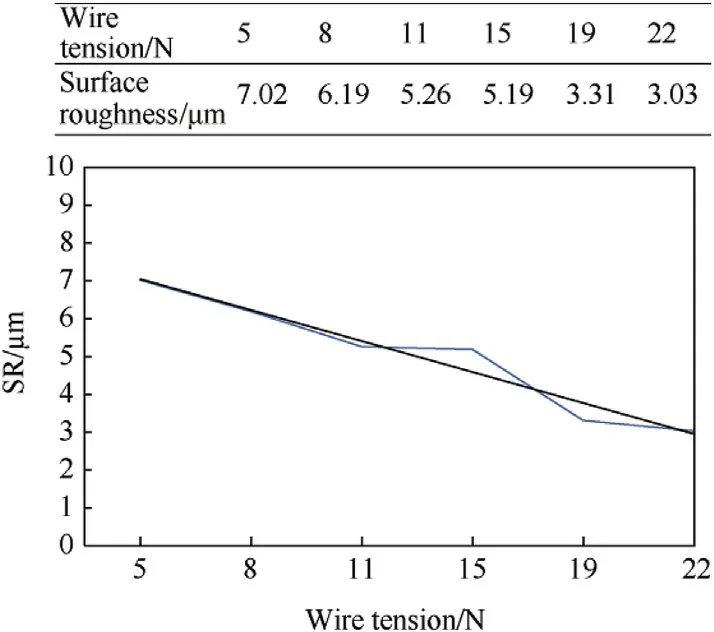
Fig.2.Wire tension effect on SR.
3.3. Effect of wire tension on kerf width
Kerfwidth is very important response to achieve good dimensional accuracy.KW is the sum of wire diameter and overcuts on both sides.KW is measured using stereozoom microscope(Focus,Japan).Molybdenum wire of 0.18 mm diameter is used during machining.The reason that the kW is higher than the wire diameter is due to sparking generates from the sides wire to the workpiece and causing erosion.The experimental data reveals that the KW remains almost same as the wire tension increases as shown in Fig.4.It means wire tension doesn't have significant influence on KW.
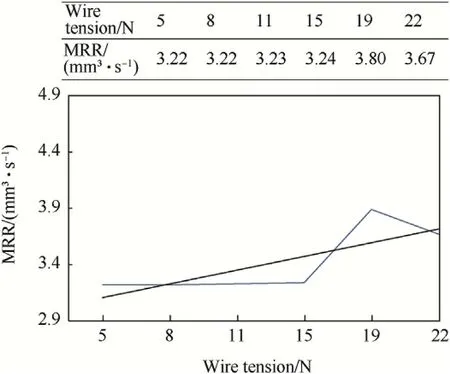
Fig.3.Wire Tension effect on MRR.
3.4. Effect of wire tension on RCL microhardness and surface microhardness
Measurement of the hardness for individual constituents of the microstructure is known as microhardness.Microhardness testing is the method for hardness measurement on microscopic level.Microhardness has been calculated using computer controlled precise Vicker's micro hardness tester(Mitutoyo,Japan,model-200). Highly precise diamond indenter is pressed against the specimen at 0.1 kg load for 15 s during testing.It is concluded from the data that wire tension has very less significant effect on Recast layer microhardness as well as surface microhardness.RCL and surface microhardness variation is very less by changing wire tension.Slight reduction in surface microhardness is noticed while increasing the wire tension as shown Figs.5 and 6.

Fig.4.Wire tension effect on Kerf Width.
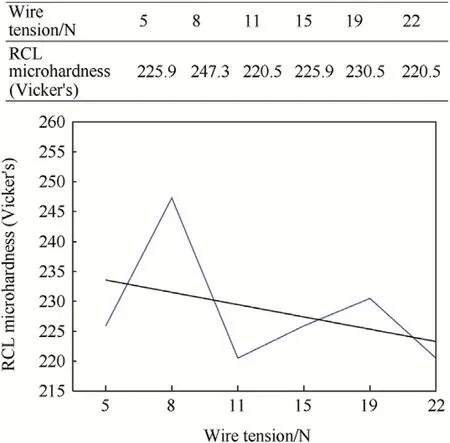
Fig.5.Wire Tension effect on RCL Microhardness.
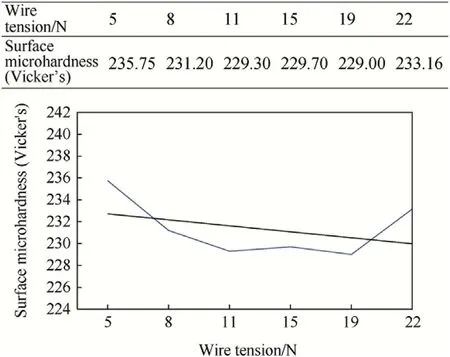
Fig.6.Wire Tension effect on Surface Microhardness.
4. Conclusions
In this experiment, the effect of wire tension on different responses was carried out on stainless steel 304 using WEDM machining.The responses are Surface roughness,Material removal rate,Kerf width and RCL&Surface microhardness.After successful completion of work,the following conclusions have been noticed:
(1)Wire tension has significant effect on surface roughness.SR decreases with increasing wire tension due to reduction in vibrations of wire.
(2)There is slight improvement in MRR by increasing wire tension due to tightness and straightness of wire.
(3)Wire tension doesn't have significant influence on kerf width.Kerfwidth remains almost unchanged by changing wire tension.
(4)RCL and surface microhardness possess a reducing trend with the increase in wire tension.
杂志排行
Defence Technology的其它文章
- Defence Technology
- Electrodynamic response study on railgun launcher based on electromechanical coupling model
- Effect of tongue clearance on hydraulic performance of double support vortex pump
- Electroless nickel fabrication on surface modified magnesium substrates
- The catalytic activity of transition metal oxide nanoparticles on thermal decomposition of ammonium perchlorate
- Nuclear radiation shielding effectiveness and corrosion behavior of some steel alloys for nuclear reactor systems