两河口水电站大型蜗壳安装技术
2019-10-30周恭剑
周恭剑
(中国水利水电第十四工程局有限公司机电安装事业部,云南 昆明650032)
1 概述
两河口水电站蜗壳采用钢板焊接结构,材质为HD610CF高强度钢,整套蜗壳分为进口延伸段和蜗壳本体两部分。蜗壳进口内径5.9 m,共25个管节组成,其中有16节由于运输问题,是瓦块到货,在工地进行拼装。在金结厂拼装后运往工地现场安装。蜗壳最小板厚40 mm,最大板厚80 mm,共8种规格;每台套蜗壳总重324.8 t。本电站蜗壳进人门设置在蜗壳第14节。蜗壳设置1个DN400的液压针型排水阀。在蜗壳延伸段第23节设置4个进口压力测点和2个压力脉动测点,在中间管节第5节设置4个蜗壳差压流量测点,在蜗壳第20节设置2个蜗壳末端压力测点,来监测蜗壳流量及压力。
2 施工平台布置
为快速安装蜗壳各管节,确保蜗壳挂装、焊接、支撑割除、水压试验等各工序的质量和安全,在座环上下环板面搭设上下施工平台,上平台上放置温控仪设备和部分焊机,下平台主要布置焊机、轴流风机、空压机等设备。
3 蜗壳挂装
3.1 单节蜗壳挂装
蜗壳挂装前将坡口及两侧50 mm范围内进行打磨、除去油漆、污物、锈迹等,并标出管节的腰线,测量其进、出管口的周长;根据蜗壳各节方位角度计算出测量点线图,在机坑内用全站仪测放到地面上,作永久标记,作为蜗壳挂装测量控制点,并悬挂座环中心线;在座环过渡板相应位置上焊接蜗壳管节挂装挡块;蜗壳挂装设置3个定位节和2个凑合节。先挂装定位节、再挂装其余各节,最后挂装2个凑合节。蜗壳挂装要对称进行,确保座环受力的平衡性。挂装顺序如图1所示。
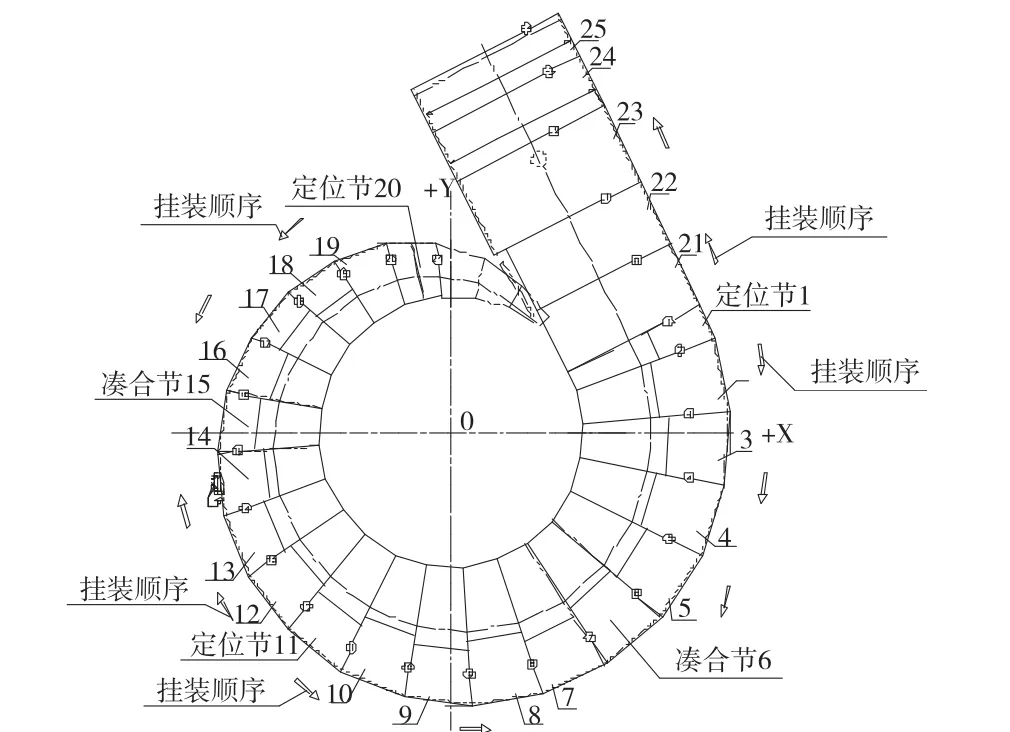
图1 蜗壳挂装顺序示意图
3.2 定位节挂装
定位节挂装程序:检查基础环及座环上的过渡板及蜗壳管节的开口尺寸→挂装→调整→支撑固定→验收;蜗壳定位节吊装到位后,用千斤顶、拉紧器来调整其位置,用水平仪、钢卷尺、线锤来检测管口的方位、管口垂直度、最远点半径、高程,检测合格后,在定位节外缘用千斤顶支撑,并用拉紧器固定,在适当位置还要增加临时支撑(千斤顶或型钢),每2节蜗壳加固1次。

图2 单节蜗壳挂装示意图
3.3 蜗壳其他管节挂装
其他管节挂装:挂装→调整→支撑固定→验收;定位节挂装合格后,按蜗壳挂装顺序依此挂装其他蜗壳管节,每个方向挂装的管节数量将根据所挂的蜗壳重量加以控制和调整;同时按要求支撑、调整与定位节相邻的管节及焊缝的错牙与间隙。合格后,点焊蜗壳环缝及与过渡板之间的焊缝,点焊适宜在背缝侧,点焊时采用火焰或加热板预热;每个挂装方向调整好两条环缝后开始焊接第一条环缝。采取边挂边焊接的方式依次安装其他管节。
3.4 蜗壳凑合节安装
其他管节安装、焊接完成后,在蜗壳与座环过渡段焊接前,进行凑合节的安装。凑合节安装程序:测量→配割→挂装→预热→焊接(先纵缝后环缝),凑合节在现场进行配割,瓦块吊装前,测量所有瓦块的几何尺寸及凑合节安装位置的尺寸,确定切割位置及余量。
先吊装底部瓦块、后挂腰部瓦块、最后挂装顶部瓦块。根据所测量数据并考虑焊缝凑合节两侧的焊缝间隙对瓦块进行划线切割,切割采用全位置切割机进行。切割完毕后,将瓦块坡口用角磨机打磨出金属光泽。凑合节挂装时,先将底部瓦块吊装调整到位,点焊瓦块,然后吊装腰部瓦块进行安装,最后吊装顶部瓦块进行安装(或根据测量数据将各凑合瓦块预先拼装成管节后进行整体挂装,管节15凑合节为整节到货,整体配割)。凑合节挂装顺序如图3所示。
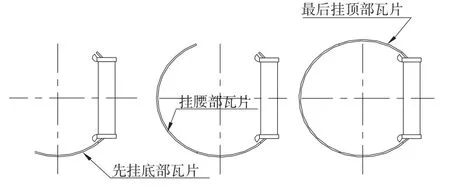
图3 凑合节挂装顺序示意图
3.5 蜗壳延伸段安装
延伸段安装:挂装→压缝→焊接→打磨→补焊→探伤;蜗壳延伸段挂装时,校核压力钢管理论安装中心。在压力钢管未安装前以压力钢管理论中心和蜗壳定位节出口实际中心连线作为凑合节安装的中心控制线,在压力钢管安装后以压力钢管和蜗壳定位节出口实际中心线作为凑合节安装的中心控制线。
4 蜗壳焊接
4.1 焊接要求
1)焊条必须按照焊条说明书上要求的温度和时间进行烘干、保温。焊条烘干后放入100~150℃焊条保温箱内,随用随取。
2)焊前再次检查焊接坡口及其周围20 mm范围内应无氧化层、熔渣、锈蚀、油污和油漆等可能影响焊接质量的杂质。
3)对焊接需要预热的部位,焊接前采用局部预热的办法,局部预热范围为焊缝两侧150 mm,各部位焊缝焊接完成后,应立即加热升温至200~250℃,后热保温2 h,其随后缓慢冷却至室温,温降≤50℃/h。
4)对于接头处间隙超过3 mm的,需对坡口进行堆焊。允许对间隙过大的接头处在背面加垫板,但必须保证所加垫板的材质与母材相同。垫板处的焊缝在正面焊缝完成后,将背面的垫板清除,打磨,焊缝经目测检查和“丁”字接头部位经PT或MT探伤合格后,进行封底焊接。
5)焊接过程中除底层、表层焊缝不进行锤击外,对其余各层焊缝逐层进行锤击,减少残余应力。焊接过程中上下层焊缝的接头处要错开30~50 mm,焊道宽度不大于焊条直径的5倍。
6)蜗壳焊接前对各焊缝进行定位焊,定位焊应施焊于清根侧,蜗壳定位焊预热温度比正式焊缝预热温度高20℃,定位焊长度为100~150 mm,间隔为300~500 mm,焊缝厚度 10~15 mm。定位焊的焊接顺序与要求与正式焊接相同。
7)要求在打底焊缝焊接时使用直径Φ3.2 mm焊条。其他各层焊缝可根据实际情况选用Φ3.2 mm焊条、Φ4.0 mm焊条。
8)去除各种拉板及附件时不应使用锤击的方法,应用碳弧气刨切割(或用氧-乙炔火焰切割),并留出约2~5 mm的余量后用手动砂轮机打磨,其表面进行MT或PT探伤检查。
4.2 焊接材料、预热温度及层间温度
蜗壳焊接材料为AWS E9015-G、焊缝预热温度为100℃~120℃,焊缝层间温度≤220℃。焊缝预热原则为每天施焊区域焊接前、未一次性焊接完成后再继续焊接前。
4.3 焊接方式
现场焊接采用手工电弧焊。每条焊缝由4~8名焊工对称、多层、多道焊接,每层、道均实施分段退步焊。在大坡口侧焊满坡口深度2/3后,背面清根,打磨,焊缝经目测检查和“丁”字接头部位经PT或MT探伤合格后,两侧交替对称施焊。正面焊缝打底焊道采用φ3.2 mm焊条,其余的焊道全部采用φ4 mm的焊条焊接。环缝焊接顺序如图4所示,蝶形边焊接顺序如图5所示。

图4 蜗壳环缝焊接顺序示意图
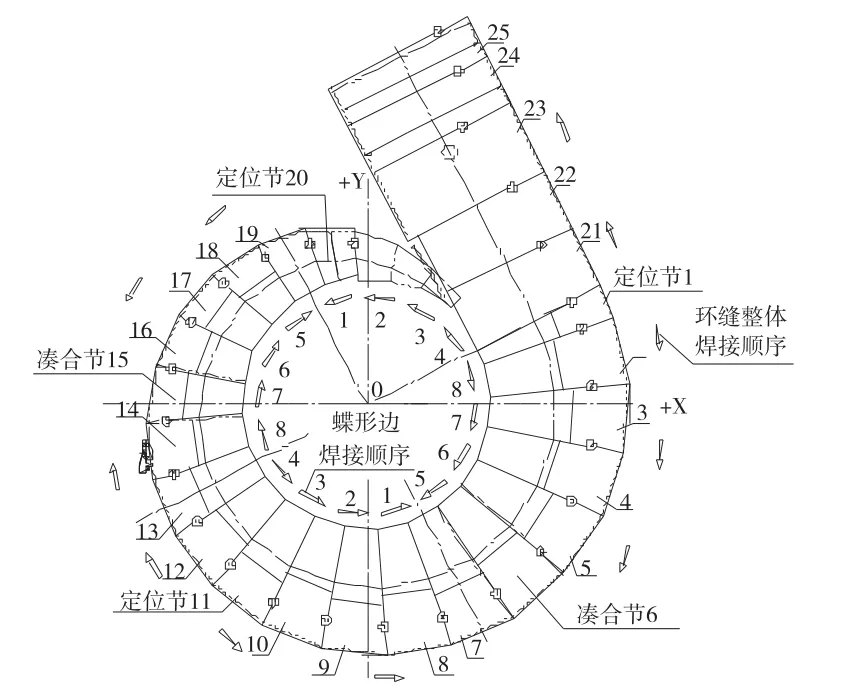
图5 蜗壳蝶形边焊接顺序示意图
5 蜗壳焊缝质量检查
5.1 焊缝外观检查
每道焊缝焊完后,焊工应逐层进行自检,发现缺陷或焊缝尺寸不符合要求须及时进行处理,蜗壳焊缝外观检查及缺陷处理方式如表1所示。

表1 蜗壳焊缝外观检查及缺陷处理方式
5.2 焊缝探伤比例
现场焊缝打磨完成后,在焊接完成后24 h后进行MT或PT、UT、TOFD探伤检查,对探伤不合格部位,用碳弧气刨清除缺陷,打磨并做MT探伤,确认无缺陷后再施焊,焊接工艺要求同前述蜗壳焊接工艺。
蜗壳焊缝探伤比例:所有环缝10%UT、MT,所有纵缝、丁字接头处焊缝100%TOFD。
5.3 焊缝防腐
现场焊缝经无损检测、第三方抽查合格后,对焊缝进行清洁、打磨,使用厂家供货的油漆和工艺要求进行底漆、中间漆、面漆的涂刷,完成后对漆膜厚度进行检查。
6 结语
两河口水电站是藏区一等大(1)型水电工程,地属高原地区,地理环境十分复杂,对工程建设来说在施工技术上困难重重。蜗壳是水轮机的重要埋件之一,蜗壳安装的质量直接影响整台水轮发电机组的运行。项目部根据现场施工实际情况对蜗壳安装进行精心策划、科学管理,使得蜗壳安装工作取得了工期短、质量高的良好效果,为水轮发电机组进行后续工序安装奠定了良好的基础。
