五粮生料液态发酵酿造浓香型白酒的初步试验
2019-10-29伍时华吴佳敏
杨 晓,伍时华,吴佳敏,黄 瑶*,易 弋
(1.广西科技大学 生物与化学工程学院,广西 柳州 545006;2.广西科技大学 广西高校糖资源加工重点实验室,广西 柳州 545006;3.广西科技大学 广西糖资源绿色加工重点实验室,广西 柳州 545006)
浓香型白酒以固态窖泥发酵为特征,窖泥中微生物的生长代谢活动对白酒风味物质的形成具有重要影响[1]。浓香型白酒常以高梁或高粱、小麦、大米、玉米等作为发酵的主要原料,以大曲作为糖化发酵剂,经过30~60 d发酵后,用蒸汽蒸馏而得[2]。浓香型白酒的典型代表五粮液,其生产方式采用纯粮固态发酵,原料的配比为高粱36%、大米22%、糯米18%、小麦16%、玉米8%[3]。浓香型白酒以己酸乙酯为主体香,具有“窖香浓郁、绵甜爽净、香味协调、余味悠长”等典型特征。
酿酒大多以五谷为原料,熟料固态发酵与续糟发酵是我国浓香型白酒生产的传统工艺,一定程度上保证酒的品质与口感。但目前我国经济迅速发展,发酵所用粮食有限且生产成本高,生料液态发酵成为酒精发酵和酿酒工艺研究的热点与突破口,生料直接用于发酵不需要前期处理,节省大量成本,且工艺简单易操作。
生料发酵最早由日本人提出并应用于酿酒工业,早在20世纪80年代后期对利用玉米粉为原料的生料酿酒技术进行了研究,90年代后期得到推广应用[4]。李学英等[5]在细微玉米粉生料发酵生产酒精研究中,酒精度上升较快,发酵55 h即可达到酒精度为10.6%vol;李永博等[6]对玉米、大米生料发酵酿酒进行研究,生料发酵10 d时,大米、玉米酒精度分别达到11%vol、10%vol;以大米、玉米等谷物为原料,经糖化酶处理后进行生料发酵生产乙醇,与熟料发酵对比,生料发酵黏度低,流动性好,有利于实现高效发酵[7]。在小麦生料发酵中,生淀粉的糖化不经过蒸煮环节,利用淀粉酶极强水解特性将淀粉分解成可发酵性糖,经糖化酶糖化后淀粉表面形成无数个小孔,通过水解作用进行转化,提升了转化效率[8]。关于生料发酵生产酒精的研究表明,生料液态发酵酒精度可以达18%vol以上,淀粉利用率提高,且发酵醪液黏度小,料液输送性能良好,有利于实现高浓度发酵[9]。
本研究将浓香型新工艺酿酒专用曲用于生料液态发酵生产白酒,采取边糖化边发酵的方法,前期5种粮食分别进行单发酵,后期混合发酵,蒸馏分段取酒并陈酿。本研究主要考察室温条件(30±2)℃条件下生料液态发酵过程中残糖及乙醇的变化,结合出酒率、酒香成分含量等指标,对工艺进行评价。此发酵法为新工艺初步探究,以期为后续生料液态发酵的工艺优化研究提供参考依据。
1 材料与方法
1.1 材料与试剂
玉米粉、小麦粉、高粱粉、大米、糯米:市售;新工艺酿酒专用曲:四川新华扬山野生物有限公司;葡萄糖(分析纯):内蒙古阜丰生物科技有限公司;亚甲基蓝(生化试剂):天津市光复精细化工研究所;氢氧化钠(分析纯):广东省化学试剂工程技术研究开发中心;酒石酸钾钠(分析纯)、五水合硫酸铜(分析纯):汕头市西陇化工有限公司;盐酸(分析纯):永州恒兴化工贸易有限责任公司;可溶性淀粉:国药集团化学试剂有限公司。
1.2 仪器与设备
HWY-2112全温度恒温调速摇床柜:上海智城分析仪器制造有限公司;UV-8000S紫外可见分光光度计:上海元析仪器有限公司;Panna A91气相色谱仪:常州磐诺仪器有限公司。
1.3 方法
1.3.1 原料预处理[10]
大米、糯米加水浸泡后会充分吸水膨胀,不需要粉碎处理,玉米、高粱、小麦均为粉末。
1.3.2 5种原料单独发酵[11]
浓香型白酒五粮液发酵过程分3个阶段:1~7 d为升温阶段,8~14 d为高温保持阶段,15 d以后为降温阶段。选用25 L带密封盖玻璃瓶,将5种原料进行单发酵预实验,每2 d取样一次测定残糖含量,当发酵10 d时,残糖量降低速率明显减小,发酵16 d以后残糖含量基本稳定,且均低于15 g/L。根据残糖量的降低速率变化,结合发酵过程3阶段变化所需时间,初步确定单发酵时间为16 d。按照表1比例配制发酵培养基,将5种粮食在(30±2)℃条件下单独发酵16 d,取样测定发酵初始和结束时的残糖量,发酵开始3 d后每12 h搅拌一次,每2天取适量样液用于发酵过程中残糖和乙醇的变化情况分析。
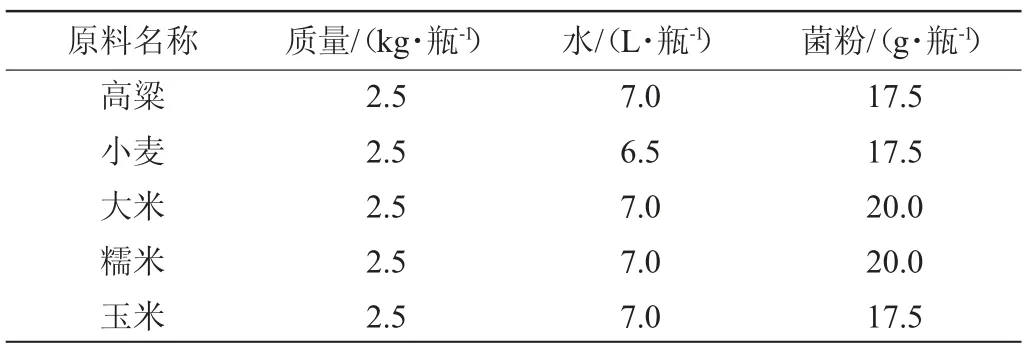
表1 五种原料单独发酵配料表Table 1 List of ingredients of 5 raw materials fermented separately
1.3.3 5种原料混合发酵
5种原料单独发酵16 d后,将发酵醪液按高粱∶小麦∶大米∶糯米∶玉米=4∶2∶2∶2∶1的比例,于室温(30±2)℃条件下进行混合发酵预实验,连续取样,待残糖量下降速率明显降低,且酒精度稳定后,确定混合发酵时间为6 d。混合发酵结束后,通过蒸酒器蒸馏分段取酒,产品取样用于酒精度测定及成分检测分析,剩余装瓶存放进行陈酿。
1.3.4 测定方法
5种原料淀粉含量测定采用NY/T 2639—2014《稻米直链淀粉的测定分光光度法》[12]。配制质量浓度梯度为0、2.0 mg/mL、4.0 mg/mL、6.0 mg/mL、8.0 mg/mL、10.0 mg/mL的淀粉标准液,按照标准要求操作,以淀粉质量浓度(x)为横坐标,吸光度值(y)为纵坐标,绘制淀粉标准曲线。
称取5种原料细粉各50 mg,分别加入0.5 mL体积分数95%的乙醇,4.5 ml 1 mol/L的NaOH溶液,混合均匀后于沸水中水浴10 min,蒸馏水定容至50 mL,抽滤,滤液作为待测液。取待测液2.5 mL测定吸光度值,按照淀粉标准曲线回归方程计算淀粉含量。
残糖及糖醇转化率测定:将发酵过程取样的样液进行酸化处理,采用菲林滴定法测定总糖含量[13],确保取样均匀,前期发酵液中颗粒状较多,取样后可进行研磨处理后再进行酸化。
酒精度及出酒率:采用酒精计法测定酒精度,将发酵液通过蒸酒器蒸馏,40 °以下的尾酒则进行复蒸一次,复蒸后低于40°的酒存放,不用于酒的勾兑。蒸馏时分段接收馏液,不同度数的酒分开存放。将蒸馏得到的白酒用酒精计进行酒精度测定[14]。于台式天平称量酒的质量,折算为55°合格酒量[15]计算原料理论出酒率、实际出酒率和出酒效率。酒精度换算及相关计算公式如下:

式中:0.798为乙醇密度;0.92为55°白酒密度;m1为原料所含淀粉质量,kg;m2为55°白酒产量,kg;M为原料总量,kg。
白酒中甲醇、总酸、总酯含量测定:总酸以乙酸计,总酯以乙酸乙酯计,总酸、总酯均采用指示剂法进行滴定,每组测量3次取平均值[12]。
甲醇采用气相色谱测定,其色谱条件为柱温:起始50 ℃保持3 min,3.5 ℃/min升至180 ℃,保持10 min[16],检测室200 ℃,气化室180 ℃;N2、H2流速30 mL/min;分流模式:不分流;进样量0.5,测定3次,取平均值。
感官评价:由6名品评员组成评定小组,评价方法参考对浓香型白酒基础酒的感官品评价方法[17],满分100分,具体评价标准见表2。
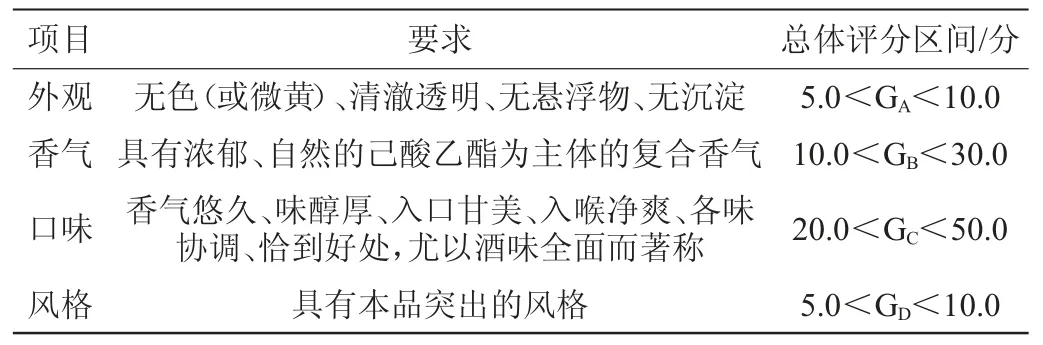
表2 浓香型白酒感官评价标准Table 2 Sensory evaluation standards of sauce-flavor Baijiu
2 结果与分析
2.1 5种原料淀粉含量
2.1.1 可溶性淀粉标准曲线绘制
通过NY/T 2639—2014法[12]所得可溶性淀粉标准曲线见图1,两者之间的回归方程:y=0.198 8x+0.0687,相关系数R2=0.995 3,由R值可看出,两者之间具有较好的线性关系。

图1 可溶性淀粉标准曲线Fig.1 Standard curve of soluble starch
2.1.2 样品测定结果
根据可溶性淀粉标曲回归方程计算样品的淀粉含量,结果见表3。由表3可知,5种原料中小麦、玉米淀粉含量较高,分别为71.18%、70.35%;高粱淀粉含量最低,为64.64%。

表3 5种粮食淀粉含量测定结果Table 3 Determination results of starch contents in 5 grains
2.2 5种原料单独发酵过程中残糖、乙醇含量的变化趋势
2.2.1 5种原料单独发酵残糖、乙醇曲线
5种原料单独发酵过程中残糖及乙醇含量变化结果,见图2。
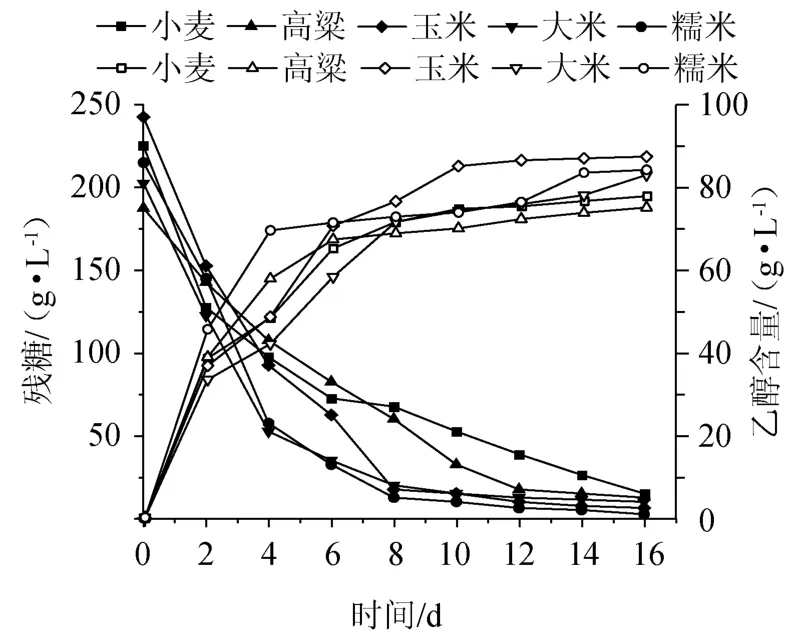
图2 5种原料单独发酵残糖含量及乙醇产量变化曲线Fig.2 Changes of residual sugar contents and ethanol production of 5 raw materials fermented separately
淀粉质原料发酵首先经过糖化(包括液化、糖化)过程,将淀粉转化为葡萄糖后由酿酒酵母利用产乙醇。由图2可知,5种原料单独发酵前8 d,残糖均呈迅速降低趋势,小麦、高粱残糖平均消耗速率在20(g/L)/d左右,玉米、大米和糯米总糖平均消耗速率在25(g/L)/d左右;8~16 d时,小麦、高粱残糖平均消耗速率降至6(g/L)/d左右,玉米、大米和糯米降至1.5(g/L)/d左右。0~8 d酒精度上升较快,8 d后酒精度基本稳定在75~85 g/L之间。因此,生料液态发酵原料利用及产醇主要阶段在8 d左右。
小麦发酵12 d后残糖接近50 g/L,其他4种原料发酵8 d时残糖均低于50 g/L,主要是因小麦中蛋白含量高,一般可达13%左右[18],在液态发酵前期易产生大量泡沫而影响发酵效果。在发酵后期,除小麦外,其他4种原料中残糖均降至最低并趋于稳定,而小麦发酵10 d后残糖含量始终保持最高,糖化周期最长。
2.2.2 糖醇转化分析
分析5种原料单独发酵过程中,通过糖醇转化率分析发酵效果,结果见图3,发酵结束时指标分析见表4。

图3 5种原料单独发酵过程中糖醇转化率的变化Fig.3 Changes of conversation rate of sugar to ethanol of 5 raw materials during fermentation process

表4 5种原料单独发酵后指标分析Table 4 Index analyses of five raw materials after fermentation separately
发酵糖化效果由葡萄糖生成速率表示,产乙醇效果通过乙醇生成速率表示,总糖的降低量代表葡萄糖的消耗量,通过葡萄糖消耗量与酒精度计算糖醇转化率,评价发酵原料的利用率。
由图3、表4可知,高粱发酵前期糖醇转化率最高,保持在45%以上,小麦、玉米次之,达到40%左右,8 d后稍微降低;糯米整个发酵过程中糖醇转化率基本不变,保持在38%左右。由表4可知,单独发酵结束时,高粱发酵的平均糖醇转化率最高,达到47.34%,糯米次之,为41.07%。高粱、糯米最终发酵醪液酒精度分别达到82.85 g/L、87.26 g/L。
综上分析,高粱、糯米、玉米3者的糖醇转化率高,均达40%以上,单独发酵总糖消耗及乙醇积累期在8 d左右,且单独发酵结束时酒精度较高,均达到80 g/L以上。所以,高粱、糯米和玉米3种原料更适合室温条件下生料液态发酵,且周期短。
2.2.3 混合发酵期
5种原料单独发酵16 d后混合发酵,混合发酵过程中残糖及酒精度变化结果见图4。
混合后发酵醪液中的菌群生长环境改变,其代谢功能随之变化。由图4可知,混合3 d后酒精度明显升高,残糖迅速下降。混合5 d后,残糖及酒精度均趋于平稳,此时达到发酵终点。酒精度由初始72.70 g/L上升至89.97 g/L,由此可见,后期混合发酵促进了原料的利用和乙醇的进一步积累。

图4 混合发酵过程残糖、乙醇含量的变化Fig.4 Changes of residual sugar and ethanol contents during mixed fermentation process
2.3 产品质量指标检测结果
蒸馏获得58°和65°白酒,白酒量换算为55°酒的量。计算原料的理论出酒率为80.36%,实际出酒率为41.16%,出酒效率为51.22%。与李永博等[6]利用大米、玉米进行生料发酵所得出酒率(41.8%、32.1%)相比,本试验出酒率较高,且尚未进行发酵工艺条件优化,预期经发酵条件优化可获得更佳产酒效果。
2.4 甲醇、总酸总酯含量测定
测定产品中甲醇、总酸、总酯及四大酯(己酸乙酯,丁酸乙酯,乳酸乙酯和乙酸丁酯)含量,总酸、总酯评价标准参考GB/T 20822—2007《固液法白酒》和GB/T 22211—2008《地理标志产品五粮液酒》,结果见表5;本产品甲醇及四大酯含量所得结果见表6。
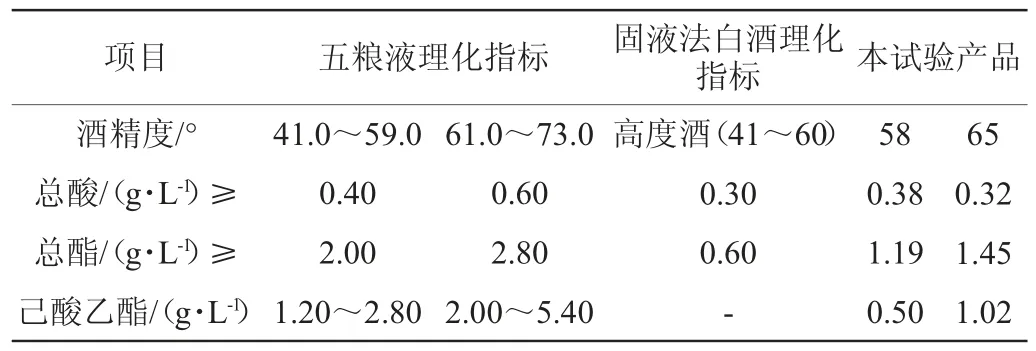
表5 产品理化指标测定结果Table 5 Determination results of physical and chemical indexes of the product

表6 产品中甲醇及四大乙酯含量测定结果Table 6 Determination results of methanol and four main kinds of ethyl esters in the product
由表5、表6可知,58°白酒中总酸为0.384 0 g/L,总酯为1.192 6 g/L,己酸乙酯为0.496 8 g/L,甲醇为0.156 2 g/L;65°白酒中总酸为0.322 4 g/L,总酯为1.453 9 g/L,己酸乙酯为1.017 5 g/L,甲醇为0.192 1 g/L,各成分均符合GB/T 20822—2007要求。此外,还对白酒中主要四大酯类(己酸乙酯、丁酸乙酯、乳酸乙酯和乙酸丁酯)进行测定分析,所得结果含量偏低,但各酯类含量相比下己酸乙酯含量突出,符合浓香型白酒主体香味成分占主导的要求。适量乳酸乙酯对己酸乙酯有助香作用,当己酸乙酯和乳酸乙酯保持适当的比例(1∶0.5~0.9),能使主体香突出,香、味协调,酒体典型性强[19],所得65°白酒中己酸乙酯与乳酸乙酯的比例适当,凸显浓香型白酒特色。
所得白酒中总酸、总酯含量未达到五粮液GB/T 22211—2008《地理标志产品五粮液酒》的要求,主要原因是所得产品为新酿酒,未经过陈酿及勾兑等处理。但满足固液法白酒GB/T 20822—2007《固液法白酒》的基本标准。后期工艺改进可参考目前酿酒促进酯类生成方法进一步研究,通过乳酸菌与醋酸菌的应用增加产酯量,且两种菌对酒的品质产生决定性影响[20],改善白酒风味与口感。
2.5 感官评价
感官评分取6人评分的均值,结果见表7。

表7 感官评价结果Table 7 Results of sensory evaluation
由表7可知,品酒人员一致评价58°白酒回味甘甜,刺激味轻微;65°白酒苦涩味、辛辣味偏重,具备刺激性。58°白酒总体口感协调,香气浓郁,口感更容易被接受,得分更高。
3 结论
本研究通过室温下生料液态发酵,对5种原料发酵过程中残糖和乙醇变化进行了分析,初步确定5种原料单独发酵糖化及产乙醇期为8 d。单独发酵结束时,总糖利用率均达90%以上,高粱糖醇转化率最高,达到47.37%。混合后发酵所得纯粮酿造的浓香型白酒出酒率为41.16%,甲醇含量符合标准要求,总酸总酯含量达到GB/T 20822—2007的理化指标,65°白酒中所含主体香味成分己酸乙酯高于58°白酒,但综合分析,58°白酒总酸、总酯含量更接近五粮液标准GB/T 22211—2008,且口味更佳。
综合所得结果分析,室温(30±2)℃条件下生料液态发酵具有可行性,且操作简单,成本降低。先进行单独发酵,单发酵期间不同原料菌群构成不同,后期混合后菌群交换,发酵更加充分,物质更加丰富。纯粮酿造在一定程度上保证了白酒的口感,在白酒行业具备一定发展潜力,需要进一步从发酵工艺、成本上进行合理改进与完善,本研究为纯粮酿造白酒的生料液态发酵提供一定研究参考依据。
