数控车床实训教学中常见故障的诊断与分析
2019-10-26江弥峰
江弥峰
(福建信息职业技术学院机械工程系,福建福州 350003)
0 引言
数控机床是一种技术先进、结构复杂的机电一体化设备,具有加工质量高和加工效率高的优点,应用范围越来越广。由于数控机床种类众多,质量技术参差不齐,加上缺乏完善的质量监督保证体系[1],在生产或实训教学的频繁使用过程中常出现一些故障。这些故障对机械加工的成果、安全以及可靠性都可能产生影响。因此,及时有效的故障诊断与分析具有重要的现实意义。以数控车床中出现的各种故障问题为案例,对数控车床常见故障进行诊断和分析。
1 某1 刀位信号找不到
1 台配有FANUC 数控系统大连机床生产的数控车床,排式刀架,其中4#刀位转不到位,其余3 个刀位能正常运行换刀。
(1)故障分析:其他3 个刀位能正常换刀说明机械传动没有问题,电柜的接触器也正常。查看系统PLC 输入输出的高低电平信号灯,发现X1.0、X1.1、X1.2、X1.3 四个刀位信号正常,有信号输入输出,排查电柜的输入信号均也正常。于是判断可能是这个刀架电机的霍尔感应器出现问题,导致该刀位信号不能输送到PLC 里面[2],因此考虑检查故障刀位的周围电路以及这个刀位的霍尔感应器,利用万用表对照电路图进行检查,发现霍尔感应器4#刀位的焊接点脱落,无信号,导致4#刀位无换刀动作。
(2)处理方法:将4#白色线重新电焊到位,故障排除。
2 换刀时所有的刀位都转不动
我校一台配有FANUC 数控系统大连机床生产的数控车床,刀架电机在旋转,功能正常,但换刀时所有的刀位都转不动。数控系统显示换刀报警信号:换刀超时或是没有信号输入。
(1)故障分析:刀架的电机在旋转可以排除机械故障,应该是电气方面的故障。原因有以下3 种:①刀位的信号线路故障导致无信号输出;②元件可能脱落;③6 个霍尔元件可能同时全部损坏。在这3 个原因中以第一种原因可行性最大,后面2 个原因可行性比较小,因此首先利用万用表对照电路图检查元件的供电线路。刀位电路见图1。结果发现:刀架检测线路无电压。再检查电气柜端,线头脱落,接上仍无反应。通过这个检查结果可以判断是断线造成无信号输出而造成的故障。
(2)处理方法:将断线替换成同规格导线后,故障解决,至今再未发现同一问题。
3 Z 轴回零失败没有超程报警
1 台配有华中数控系统大连机床生产的数控车床,回参考点时出现Z 轴无法回零,没有出现超程报警。
(1)故障分析:该机床Z 轴回零时,能够移动,可以排除机械故障,没有出现超程报警,应该是电气方面的故障,推断是限开关可能损坏。首先拆下位置开关进行检查,结果发现:限位开关里面有积水,导致内部电路短路,使超程限位失败,这个故障的发生容易造成撞击事故,非常危险,应及时处理。
(2)处理方法:更换新的位置开关,故障排除。
4 手动方式下手摇不能移动
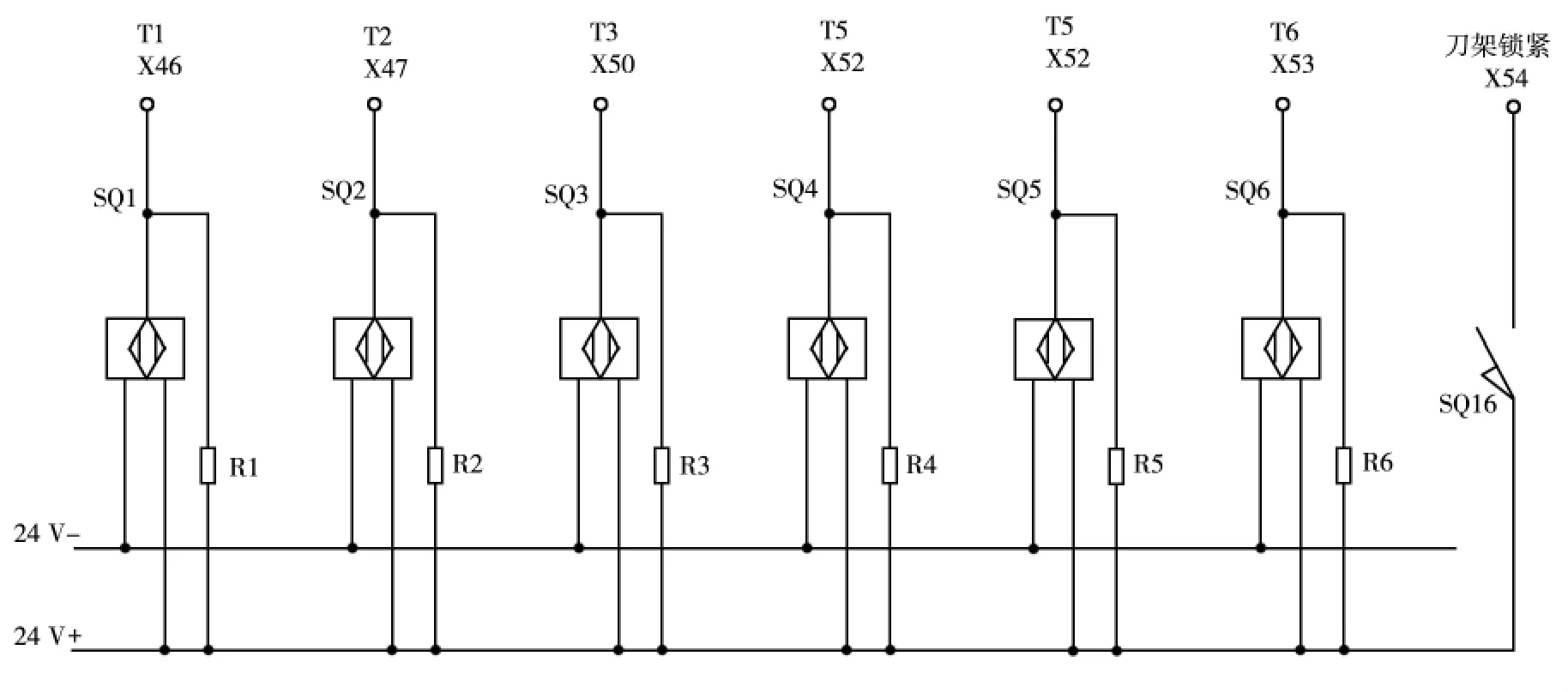
图1 刀位电路图
另一台配有FANUC-Oi-MateTD 系统沈阳机床生产的HTC-2050 数控车床,在手动模式方式下,手摇不能移动,同时系统出现红灯报警。
(1)故障分析:查看报警信息,系统显示(SV0410 和SV0411X、Z 轴停止时移动误差太大);查找FANUC 系统说明书报警号对应相关的,基本可以判定是X、Z 轴定位误差和跟踪误差过大,调整参数,将参数号设置为(1828)X=1000、Z=1000;(1829)X=10000、Z=10000。
(2)处理方法:同时把参数号(1831)设为1,参数号(7113)设为10,参数号(7114)设为100,参数号(1420)设为6000,系统重新启动,在开机故障解除。
5 结束语
数控机床越来越多,日常实训教学中使用频繁,出现的故障也越来越多,实验员的维护工作量也越来越大,只有通过不断的学习、积累和总结才能掌握故障分析技能。另外,应建立设备维护档案,有利于提高维修的效率。