浸梗工序设备优化 降低能源消耗
2019-10-26许雄文邹会彦张图伟
许雄文,邹会彦,张图伟
(河南中烟工业有限责任公司漯河卷烟厂,河南漯河 462000)
0 引言
漯河卷烟厂梗处理工艺流程设置:浸梗机→浸梗机网带(两条)→斜皮带输送机→DM 行车→一次储梗→振动输送机→斜皮带输送机(两条)→电子皮带秤→振动输送机→刮板回潮,通过浸梗、刮板回潮处理,对烟梗进行增温增湿,提高烟梗的耐加工性。
1 存在问题
(1)刮板回潮处理后烟梗内部有大量干芯现象。
(2)一次储梗柜进完后二次储梗才能启动,生产时间长,生产效率低。
(3)工艺路径比较长,一次储梗至刮板回潮有10 台电机运行,增加设备维护保养强度和维修费用,造成能源消耗大。
(4)切梗后梗头量较大,每4000 kg 烟梗经过处理后,梗丝风选后平均梗头量为68.51 kg,梗丝水分合格率偏低,梗丝干燥出口水分平均CPk 值为1.31,造成烟梗利用率较低,原料消耗较大。
2 原因分析
(1)烟梗经浸梗处理后进入一次储梗柜,温度散失后经过刮板回潮处理,造成烟梗内部有大量干芯现象。
(2)烟梗表面未吸收的水分滴落在一次储梗柜DM 行车,DM行车支架锈蚀严重,同时积聚的水滴入烟梗,出现烟梗水分不均匀。
3 改进措施
针对存在的问题,主要是对工艺路线进行优化,调整工艺参数,具体技术路线如图1 所示。
3.1 改进工艺流程
改进后工艺流程:浸梗机→浸梗机网带(两条)→斜皮带输送机→皮带输送机→振动输送机→斜皮带输送机(两条)→电子皮带秤→振动输送机→刮板回潮,取消一次储梗工序,消除设备锈蚀和磨损现象,降低维保强度和维修费用;烟梗温度来不及散失,直接进入刮板回潮,提高增温增湿效果;设备开动少,降低能源消耗。
3.2 调整优化工艺参数
浸梗机水温由60 ℃提至65 ℃;浸梗机刮板转速由45 Hz降到35 Hz;刮板回潮转速由34 r/min 降到13 r/min。优化调整后烟梗在65 ℃水温的作用下,水分充分渗透到烟梗内部,温度还来不及散失,烟梗直接进入刮板回潮,进一步增温增湿,提高烟梗回潮效果,烟梗更加柔软,切梗后梗头量明显降低。
3.3 完善信息传递
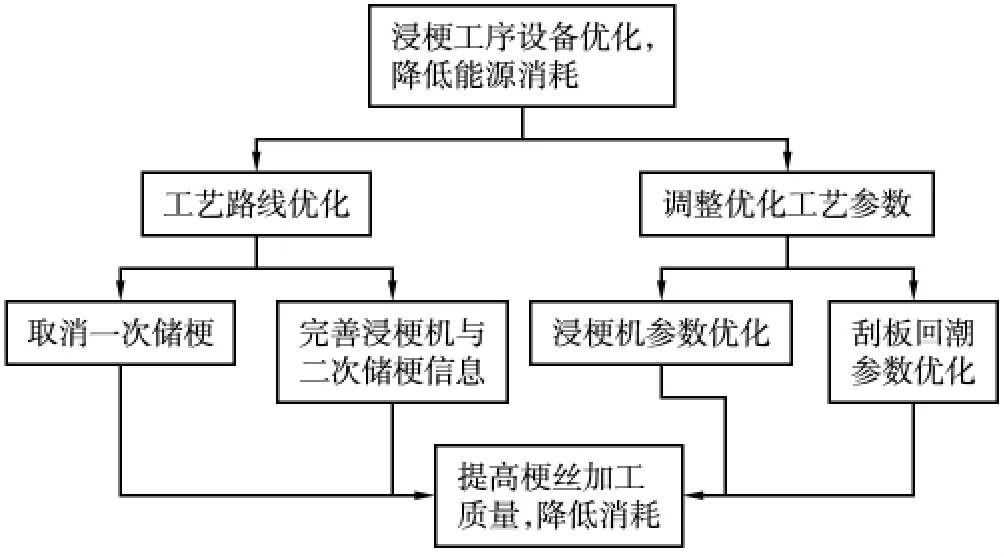
图1 技术路线
投料电子皮带秤状态信息同步到停用设备,二次储梗柜接收浸梗机前电子秤信息,浸梗机前电子皮带秤累计量运用堆栈传送至储柜,同时取秤运行信号和秤占用信号,不改变操作模式,仍使用原来的选柜信号。
中间环节多台设备停用,运行状态不连续,造成信息传输中断;二次储梗柜状态信息以电子秤为基础,通过堆栈等技术实现信息传递,该电子秤停用对储柜状态造成影响。二次储梗柜不显示牌号、工单、批次、物料状态等信息。
4 结论
(1)精益生产,提升生产效率。通过取消一次储梗工序,简化了工艺流程,储梗时间可缩短50%,缩短了烟梗预处理时间。原二次储梗与浸梗机采取联运控制,操作稳定可靠,保证了信息传递有效。
(2)优质保供,提升质量管控水平。优化调整后每生产4000 kg 烟梗平均梗头量为52.61 kg,比调整前降低了15.9 kg,按30 万箱年产量计算,每年节约烟梗128 79kg。CPk 平均值为1.48,比调整前提高0.17,CPk 大于1.33,占90%。
(3)精益管控,提升降本增效水平。取消原一次储梗工序,缩短工艺路线,减少工作电机8 台,每小时节约电能12 kW·h,每天按10 h 计算,一年按270 个工作日计算,电价0.85 元/(kW·h),全年节约电费27 540 元。
一次储梗至电子秤等设备不用进行设备维护保养,根据全年维修统计,更换刷辊、轴承、输送带、传动辊、托辊等每年可节约维修费用10 多万元,降低维保强度。
