基于UG模具型芯零件的5轴数控加工
2019-10-26陈玉文
陈玉文
常州机电职业技术学院(江苏常州 213164)
1 引言
该零件为泳镜模具的型芯,该型芯零件的头部由顶面、圆角面、侧面组成,分型面为平面。毛坯为方块(顶面已完成半精加工,其余面均已完成精加工)。型芯零件、毛坯三维模型如图1所示。该型芯零件材料为模具钢,其头部采用5轴联动数控机床(X、Y、Z的3轴移动,绕A轴、B轴的转动)编程加工。型芯零件尺寸:200×120×80mm。型芯零件数控加工分为型芯头部、分型面3轴数控粗加工,型芯头部、分型面3轴数控半精加工,型芯头部(顶面、圆角面、侧面)5轴数控精加工,型芯分型面3轴数控精加工。
2 型芯头部、分型面3轴数控粗加工
2.1 初始化加工环境
(1)设置加工坐标系MCS_MILL,设置机床坐标系中指定MCS坐标原点,设置安全平面。
(2)设置部件几何体WORKPIECE,选取型芯零件为部件几何体,选取已创建的毛坯几何体。
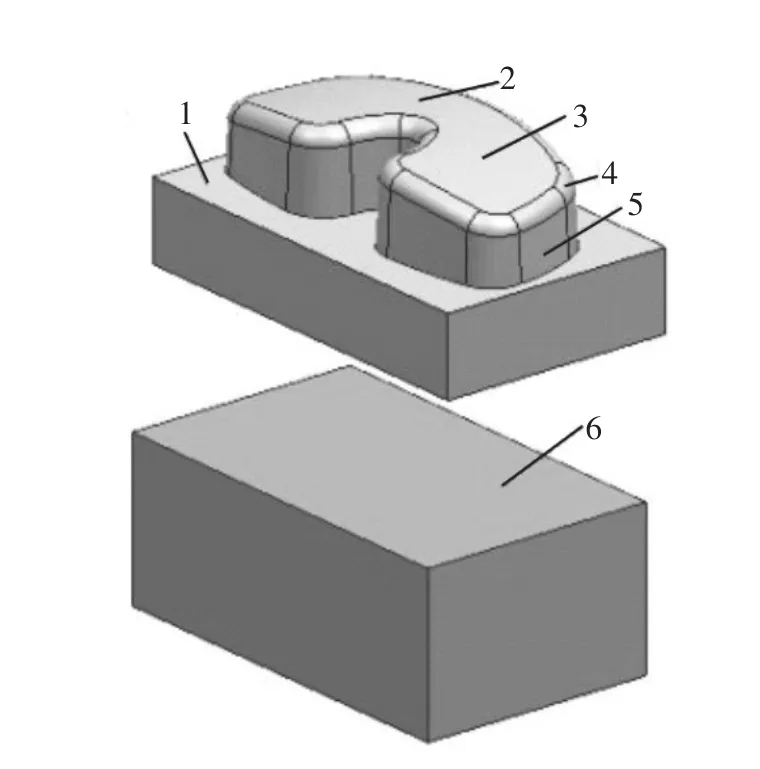
图1 型芯零件、毛坯三维模型
(3)创建刀具:①刀具子类型为MILL,名称为D12R2,直径为φ12mm,下半径为R2mm,刀具号为1,补偿寄存器为1;②刀具子类型为MILL,名称为D6R1,直径为φ6mm,下半径为R1mm,刀具号为2,补偿寄存器为2;③刀具子类型为MILL,名称为D6R3,直径为φ6mm,下半径为R3mm,刀具号为3,补偿寄存器为3。
2.2 型芯头部、分型面3轴数控粗加工
(1)创建工序,类型中选择mill_contour,工序子类型为CAVITY_MILL,程序为NC_PROGRAM,刀具为D12R2,几 何 体 为 WORKPIECE,方 法 为MILL_ROUGH,工序名称为CAVITY_MILL_R。
(2)切削区域为型芯头部、分型面。切削模式为跟随部件,切削深度为恒定,最大距离为2mm。切削参数中更多,原有中勾选边界逼近,其它参数默认。
(3)刀轨设置中进给率和速度,主轴速度为600转/min,进给率为300mm/min。型芯头部、分型面3轴数控粗加工仿真如图2所示。
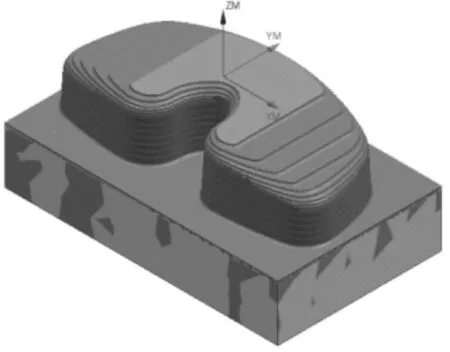
图2 型芯头部、分型面3轴数控粗加工仿真
3 型芯头部、分型面3轴数控半精加工
(1)创建工序,类型中选择mill_contour,工序子类型为ZLEVEL_PROFILE,程序为NC_PROGRAM,刀具为 D6R1,几 何 体 为 WORKPIECE,方 法 为MILL_SEMI_FINISH,工序名称为ZLEVEL_PROFILE_SF。
(2)切削区域为型芯头部、分型面。每刀切削深度为恒定,最大距离为1mm。切削参数中策略,切削顺序为深度优先,取消在边上延伸、在边上滚动刀具,连接层到层为使用转移方法,勾选在层之间切削、短距离移动上的进给。
(3)刀轨设置中进给率和速度,主轴速度为1,000转/min,进给率为600mm/min。型芯头部、分型面3轴数控半精加工仿真如图3所示。
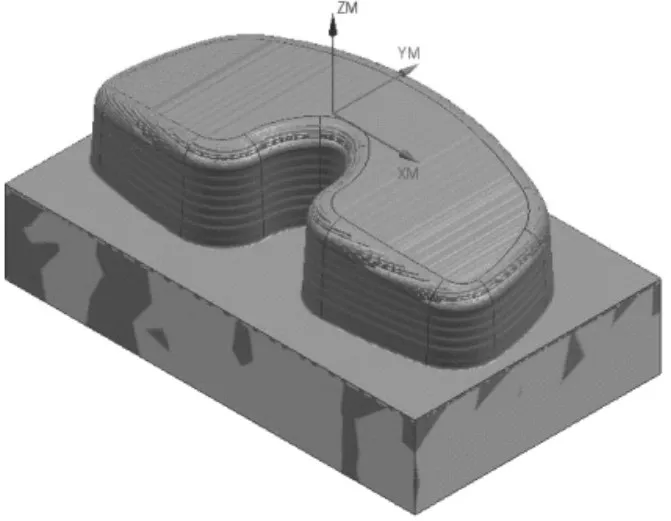
图3 型芯头部、分型面3轴数控半精加工仿真
4 型芯头部5轴数控精加工
型芯的头部由顶面、圆角面、侧面三部分组成。
4.1 型芯头部顶面5轴数控精加工
(1)创建工序,类型中选择mill_multi_axis,工序子 类 型 为 VARIABLE_CONTOUR,程 序 为NC_PROGRAM,刀 具 为 D6R3,几 何 体 为WORKPIECE,方法为MILL_FINISH,工序名称为VARIABLE_CONTOUR_F1。
(2)切削区域为顶面,驱动方法为曲面,驱动几何体为顶面,选取切削方向,选取材料侧方向,切削模式为螺旋,步距为残余高度,最大残余高度为0.01mm。投影矢量为刀轴。刀轴方向为垂直于驱动体。
(3)切削参数、非切削参数为默认值。刀轨设置中进给率和速度,主轴速度为1,500转/min,进给率为800mm/min。型芯头部顶面5轴数控精加工刀轨如图4所示。
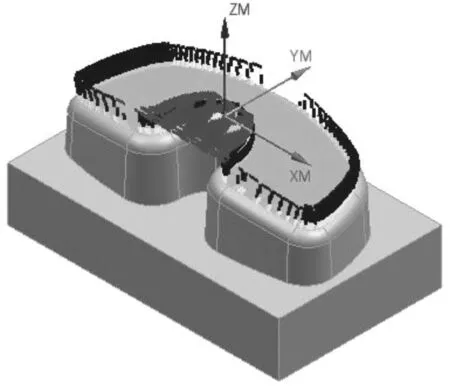
图4 型芯头部顶面5轴数控精加工刀轨
4.2 型芯头部圆角面5轴数控精加工
(1)复制上面创建的VARIABLE_CONTOUR_F1,粘贴后工序名称为VARIABLE_CONTOUR_F2。
(2)切削区域,删除上面原有的曲面,选取圆角面(14个)。驱动几何体,删除上面原有的驱动曲面,选取圆角面(14个)。选取切削方向,选取材料侧方向。投影矢量为刀轴。刀轴方向为相对于矢量,设置矢量为ZC,侧倾角为5,其它参数不变。型芯头部圆角面5轴数控精加工刀轨如图5所示。
4.3 型芯头部侧面5轴数控精加工
(1)复制上面创建的VARIABLE_CONTOUR_F2,粘贴后工序名称为VARIABLE_CONTOUR_F3。
(2)切削区域,删除上面原有的曲面。驱动几何体,删除上面原有的驱动曲面,选取侧面(14个)。选取切削方向,选取材料侧方向。投影矢量为刀轴。刀轴方向为侧刃驱动体,指定侧刃方向,侧倾角为2,其它参数不变。型芯头部侧面5轴数控精加工刀轨如图6所示。
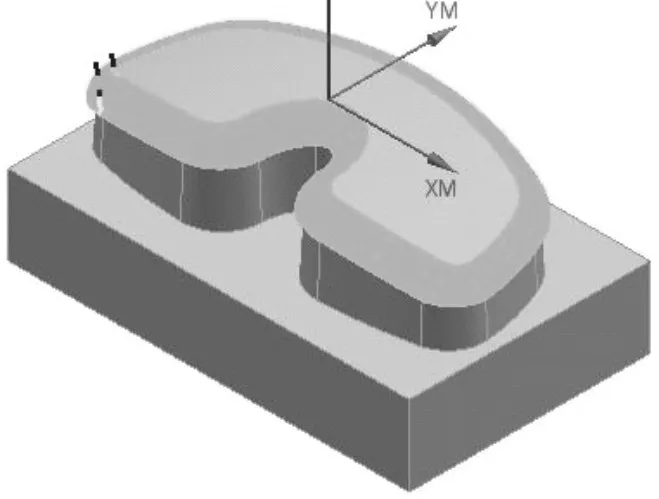
图5 型芯头部圆角面5轴数控精加工刀轨
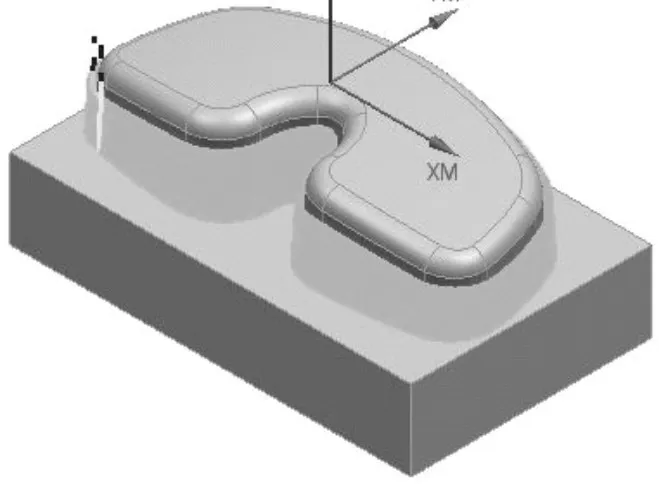
图6 型芯头部侧面5轴数控精加工刀轨
5 型芯分型面3轴数控精加工
(1)复制上面创建的CAVITY_MILL_R,粘贴后工序名称为CAVITY_MILL_F4。
(2)切削区域选取分型面,更改刀具为D6R1。切削层范围为用户定义,切削层选择仅在范围底部。方法为MILL_FINISH,切削模式为跟随周边,步距为残余高度,最大残余高度为0.005mm,切削参数部件侧面、底面余量为0mm,其它参数不变,刀轨设置中进给率和速度,主轴速度为1,500转/min,进给率为800mm/min。型芯分型面3轴数控精加工刀轨如图7所示,型芯数控精加工仿真如图8所示。
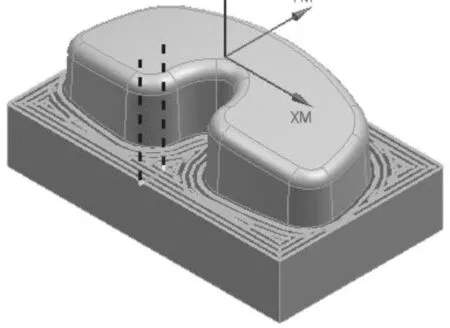
图7 型芯分型面3轴数控精加工刀轨
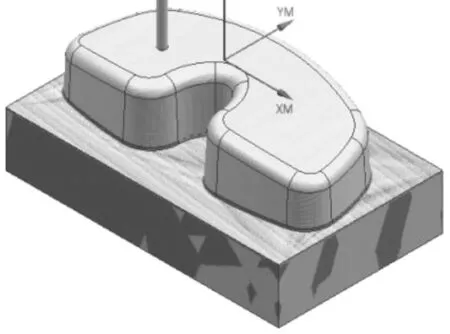
图8 型芯数控精加工仿真
型芯数控精加工工序导航器如图9所示,后处理后,生成的NC代码如图10所示。

图9 型芯数控精加工工序导航器
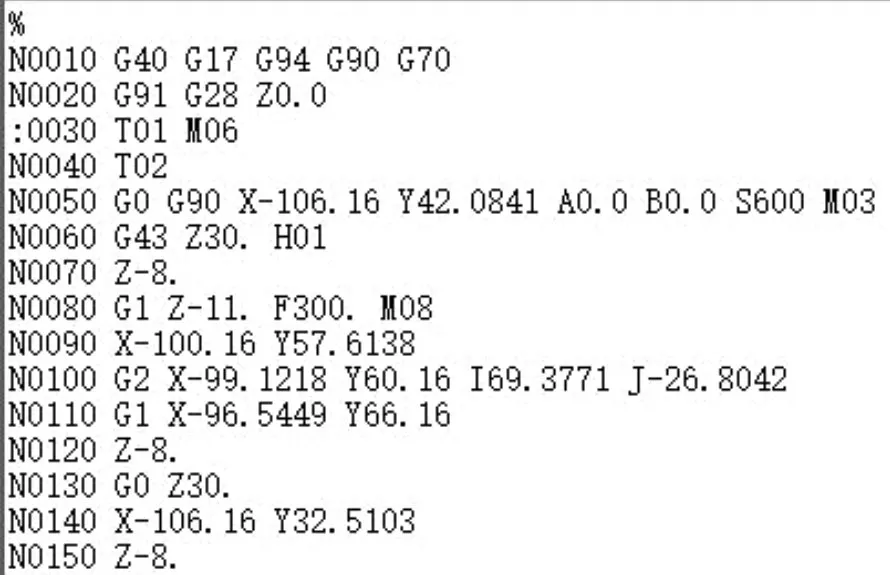
图10 生成的NC代码
6 结语
UG软件CAM模块数控加工功能十分强大,数控多轴加工零件时采用自动编程可大大提高编程效率。
