薄壁铝合金管手动折弯模
2019-10-26张子朋王少君李金池
张子朋,王少君,李金池,马 全
豫西集团河南江河机械有限责任公司(河南平顶山 467337)
1 制件分析
护管是我公司开发产品中的一个零件,用薄壁铝合金管折弯而成,要求护管所有折弯部位圆滑过渡,不得有死角,如图1所示。
项目初期单件小批试制靠外协折弯加工,后了解,外协加工的护管零件折弯效果不好,折弯时,出现了皱折、变扁等缺陷,生产进度无法保证,折弯机床需反复调试,护管零件损耗较大,最终尺寸定长比较困难。折弯效果如图2所示。
2 加工工艺分析
经仔细分析,查阅相关资料发现原设计图纸所有折弯处R19mm尺寸过小属于设计缺陷,如果没有皱折、变扁缺陷需加大折弯处R,为了便于模具统一,使用了以前加工的折弯模的零件,R19mm加大到R140mm,重新做了R32mm折弯工装。根据这一思路,改进了图纸,新护管零件如图3所示。设计了折弯工装,护管折弯工装如图4所示。经实际折弯,外形光滑,管扁微乎其微,改进后折弯效果如图5所示。

图1 护管零件图

图2 护管零件折弯图

图3 改进后护管零件图
3 模具工作过程
护管在实际折弯时需要分3步进行:①先将护管左端固定;②按从左到右依次折弯6次(在每一步折弯时折弯左右扳手将护管折到位后要复折2~3次,以防护管弹性变形);③钳工在最后一次折弯后截护管总长。折弯步骤如图6~图11所示,图6为护管第一次折弯模具图,图7为护管第二次折弯模具图,图8为护管第三次折弯模具图,图9为护管第四次折弯模具图,图10为护管第五次折弯模具图,图11为护管第六次折弯模具图。
在护管第六次折弯成形后要截取护管左端工艺加长部分图12中K1面左端和护管右端工艺加长部分图13中K2面右端,如图12所示为护管左端固定位置及截取图,图13为护管右端固定位置及截取图。

图4 护管折弯工装图

图5 改进后护管折弯图

图6 护管第一次折弯模具图

图7 护管第二次折弯模具图

图8 护管第三次折弯模具图

图9 护管第四次折弯模具图

图10 护管第五次折弯模具图

图11 护管第六次折弯模具图

图12 护管左端固定位置及截取图

图13 护管右端固定位置及截取图
4 折弯工作过程
管材折弯方法有拉弯、压弯、推弯、绕弯、滚弯、挤弯6种管材弯曲成形方法,绕弯易在折弯内部发生皱折现象,外部折弯处比较光滑。拉弯、压弯、推弯、挤弯也不适合,考虑采用新工艺,使得护管在折弯时每一个折弯处受的力如图14所示。即在折弯模具压块与护管刚接触时,护管受到压块施加给它的力均为F3,压块在左右扳手的带动下继续转动,护管所受的力由F3变为F2;当压块施加给护管的那个面与护管的接触面相切时,护管所受的力由F2变为F1。此时该折弯步骤完成,重复此项动作,直到护管全部折弯,在折R32mm弯时用到了两个折弯扳手,第一个扳手先预折,折成45°斜弯,再用第二把扳手折到90°角(在图4护管折弯工装图只显示了第二把扳手,第一把扳手和第二把扳手结构相似)。在模具方面,为了快速安装与拆卸模具各个部分的连接用到了圆柱销,圆柱销使用方便,制造简单,经常拆卸需要热处理到50~55HRC,其中φ10mm配合销与固定芯轴23过盈配合与护板固定架1间隙配合,这样使用模具更加方便,φ10mm配合销尺寸如图15所示。
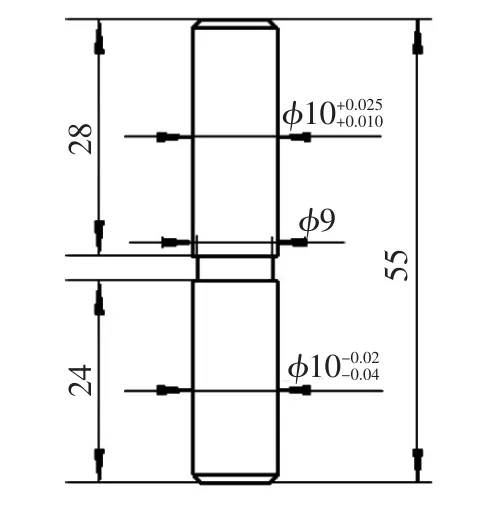
图15 φ10mm配合销尺寸图
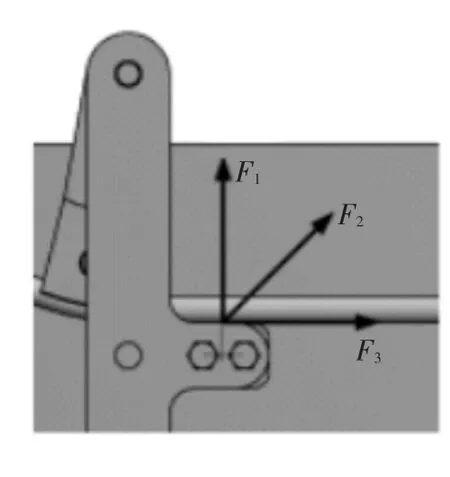
图14 护管折弯处受力图
5 结束语
本模具投产以来,折弯时模具动作平稳、可靠,单人操作折弯即可,生产效率较高(模具安装速度快,模具通用性好)。该模具目前已投入大批量折弯生产,其成形的折弯件质量稳定,护管所有折弯部位圆滑过渡,没有死角。该模具的成功研制可为同类薄壁管材件的模具设计提供有益的借鉴。
