一种具有废气净化功能的危险品自动烧毁系统
2019-10-25赵亚宁
孙 霖,王 杨,张 扬,赵亚宁
一种具有废气净化功能的危险品自动烧毁系统
孙 霖1,王 杨2,张 扬2,赵亚宁1
(1.陕西应用物理化学研究所,陕西 西安,710061;2.哈尔滨龙江特种装备有限公司,哈尔滨 黑龙江,100050)
针对国防工业及民爆领域危险品的研制、生产、使用及试验过程中产生的废旧残次品,研发了具有废气净化功能的危险品烧毁系统,对烧毁系统、废气处理系统进行了详细阐述,并概括系统设计特点。应用效果表明该系统可用于废弃火工品、爆破器材、烟花爆竹等装药量200gTNT以下的危险品烧毁,对其燃烧后产生的废气进行降温、吸收、除尘处理,可达到安全排放,减少环境污染的目的。
危险品;烧毁炉;废气处理
在雷管、火工品、引信等爆炸危险品的生产、使用、研制、试验过程中,产生的废、旧、残次品具有不安定性和不安全性,不宜长期积存和集中销毁。在以往销毁过程中,常常因无安全、可靠、环保的专业设备等原因引发安全事故和环境污染[1-4]。本文研制了一种危险品自动烧毁系统,可以对危险品进行及时、安全、可靠烧毁,并对产生的废气进行净化处理。
1 系统组成
危险品自动烧毁系统根据工艺和功能分为烧毁系统和废气处理系统两大部分。烧毁系统主要用于危险品的危险性消除,废气处理系统主要针对报废弹药、爆炸品烧炸产生废气中的有害成分、烟粉尘、少量金属氧化物等进行收集、冷却、吸收,然后进行安全排放。为实现销毁过程的本质安全和使用的方便高效,另设具有隔爆功能的待销毁品暂存间、油箱间和燃油储存间,以及监控室、工具室、废渣场等辅助设施。
1.1 烧毁系统设计
烧毁系统由基座、炉体、进料传送系统、自动排渣系统、燃烧系统及控制系统6部分组成[1],如图1所示。
图1 烧毁系统总图
1.1.1 基座
基座采用钢结构,通过地脚螺栓与炉体连接,用于支撑固定炉体及排渣系统,便于被烧毁品残骸灰渣的排出和清理。
1.1.2 炉体
烧毁炉炉体由抗爆钢结构本体、喷火管、接料器组成,是进行烧毁的场所,如图2所示。
图2 烧毁炉炉体
抗爆钢结构本体材料选用优质耐热钢。为提高抗爆钢结构本体的保温隔热性能,抗爆钢结构本体外围包裹保温隔热材料,外套用钢筒,炉体下部向内收一角度,使火焰能在炉内烧毁区集中,提高烧毁效率。
在喷火管结构设计和材料选取中,为适应高温作业需要,选用耐热合金钢材料制成喷火管。为使火焰在烧毁炉下部集中迅速提升烧毁区的温度,并最大限度地防止破片打坏喷火口,设计的喷火管结构与炉体内圆呈一定角度的夹角,火焰在炉内可与炉体下锥部相配合形成螺旋向下的火焰,覆盖整个烧毁区,喷火管外露部分加泄爆口。
接料器选用厚钢板制作,用螺栓固定在抗爆钢结构本体顶部。炉体结构设计不仅要考虑强度问题,还要考虑防止破片飞出,因此在结构设计上采用了典型的压力容器结构。接料器上部安装了回型泄压防破片飞出装置,该装置内交叉安装6块与水平线成一定角度的挡板,避免了破片从抗爆钢结构本体顶部开口处随机飞出的风险。
1.1.3 进料传送系统
进料传送系统由传送导轨及链条、进料小车、防爆传送电机及支架等组成,运转速度可调,用来向烧毁炉炉体内输送被烧毁品,实现远距离隔离操作。为方便操作人员监控进料传送全过程,在操作间的隔离墙上设有观察窗,如图3所示。

图3 进料传送系统
1.1.4 燃烧系统
燃烧系统由专用燃烧器、油箱、油路输送系统、风机、吹风管道等组成,为烧毁过程提供所需能源。为了满足设计要求,燃烧器选用燃油燃烧器,燃烧器能够自动点火和停机,两段火调节方式,工作稳定可靠,噪音小。同时,燃烧器具有全自动管理燃烧程序、火焰检测、自动判断与提示故障等功能,在程控器的控制下进行自动点火。燃烧器自带油泵内设滤油网,用以保护齿轮;内置调压阀,保证出口油压稳定。高压燃油经喷咀小孔雾化与空气混合充分后均匀燃烧、无烟。燃烧器具有自动点火、灭火保护、故障报警等功能、火焰强度大、燃烧稳定、安全性好及功率调整范围大等特点,可根据燃烧功率要求选择大小火功能(一段两段火自动调节),同时也可通过调整供油压力来调节燃油量的大小。
1.1.5 排渣系统
排渣系统采用水平式自动出渣机构,由气缸、排渣小车组成,用于排出被烧毁品残骸灰渣。
1.1.6 控制系统
控制系统由温控仪、监视器、控制台组成。用于控制各机构动作和炉体温度,监视燃烧器工作,系统采用PLC控制,如图4所示。
(1)动力控制:电控柜控制进料传送系统、燃烧系统等各系统设备的启停和运行,设有运行、报警、电源指示等状态指示灯,按钮开关和温度控制仪表等;设有过负荷保护装置,保护电机不致过载。
(2)温控系统:通过烧毁炉温度传感器信号的采集,显示温度以观测烧毁炉炉腔内燃烧情况,用以控制运行状态、保护设备的工况在设计范围内。炉腔温度可通过温控仪进行设置和控制。可手动设定燃烧器自动启动和停止工作的温度限值,当炉腔温度达到设定的自动停止温度时,燃烧器自动停止工作,当温度等于或低于设定的燃烧器自动启动温度时,燃烧器自动开机点火工作。
(3)监控系统:该系统由显示器、硬盘录像机、硬盘、交换器、防爆摄像头组成,对从拆分、送料、销毁到除渣全过程进行监控。

图4 控制系统
1.2 废气处理系统设计
在烧毁废料过程中,经检测表明有毒有害物主要是粉尘、烟气、CO、硫化物、氮的氧化物以及少量非甲烷总烃。为了减少对环境造成的污染,需对烧毁系统排放的尾气进行及时必要的治理,达到国家排放标准[5]。GB 18484-2001 危险废物焚烧污染控制标准及GB 16297-1996 大气污染物综合排放标准规定的相关指标如表1所示,工艺流程图如图5所示,实物图如图6所示。
表1 大气污染物排放限值
Tab.1 Air pollutant release standard
如图5所示,对燃烧器泄爆口、投料口泄漏废气进行收集,烟尘首先经旋风除尘,利用离心原理最大限度去除粉尘颗粒,烟气接着进入高效快速冷却系统,通过热交换,利用循环水把热能吸收,再由空气冷却塔释放,以达到快速冷却尾气的功能,目标是将尾气冷却至180℃以下,该过程配备温度监测显示和报警装置。
经冷却装置出来的烟气进入大容积干式吸收塔内,与碱粉充分混合吸收,一方面吸收中和酸性废气生成无机盐类,另一方面可进一步降低废气温度。吸收塔内设干粉混合和回流装置,保证充分吸收。通过管道加速气流,冲击干粉,达到充分分散干粉、废气充分接触的目的。
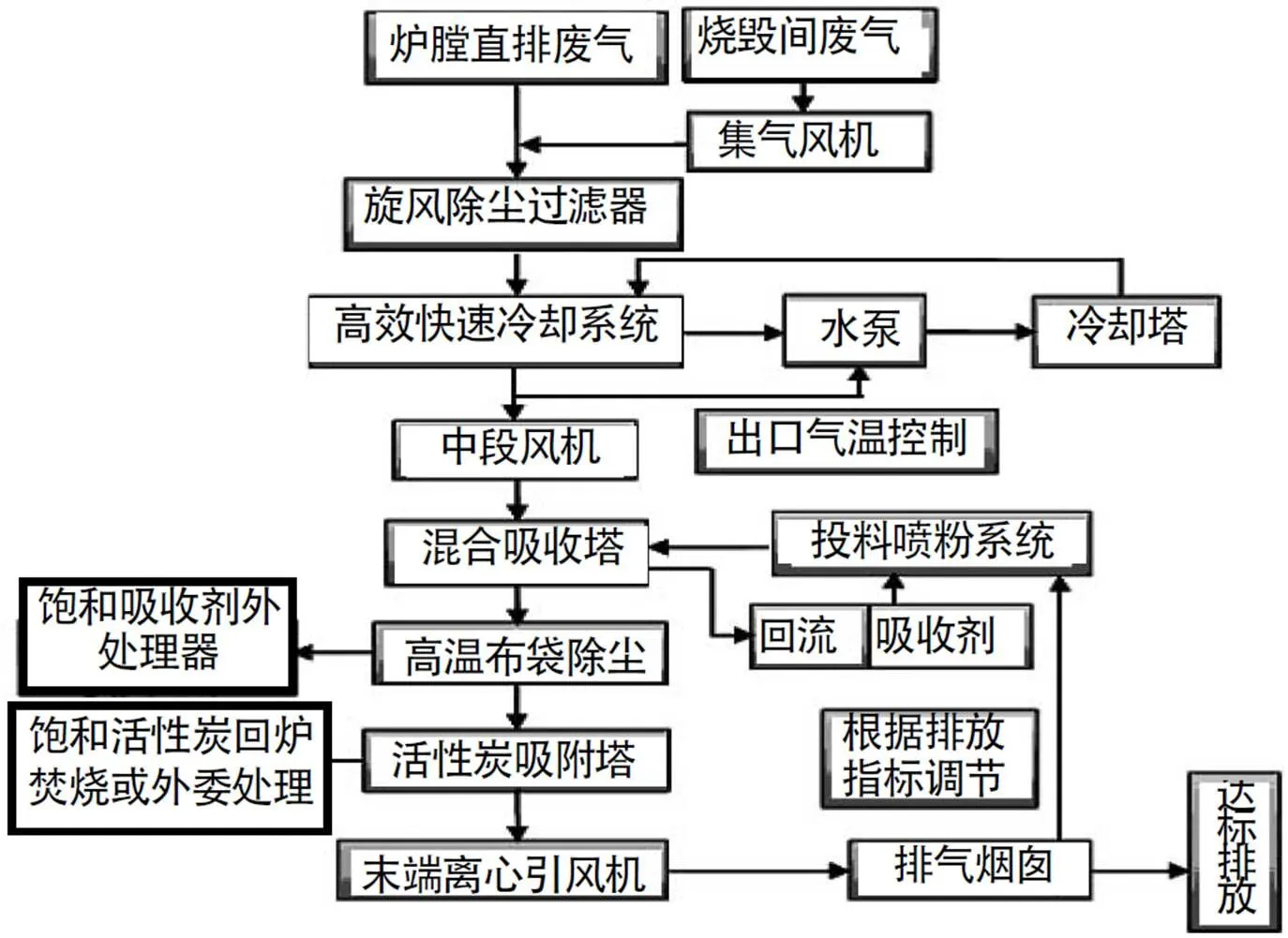
图5 废气处理系统工艺流程图
带着较细粒径粉尘的烟气经过混合吸收塔后进入高温布袋除尘器,烟气由外经过滤袋时,烟气中的粉尘被截留在滤袋外表面从而得到净化,烟气经除尘器内文氏管进入上箱体,从出口排出。废气经布袋除尘器后,粉尘颗粒已得到有效去除,但还残留少量多组分恶臭味气体,因此需要设置一座活性炭吸附装置,内设高碘值活性炭,二次吸收烟气有害有毒物质及其它碳氢化合物,最后烟气经引风机达标排放。
废气处理部分配备在线监测系统,采用双层一体化钢构平台,节省空间。

图6 废气处理系统
2 系统设计特点
2.1 工艺先进性
该危险品自动烧毁系统广泛适用于弹丸、各种引信、复合推进剂残渣、硝酸酯、氧化剂、底火、雷管、报废点火具、微型气体发生器、气囊总成和产气药、火炸药以及含药废擦拭物等火工品。
在炉体设计时,着重考虑了烧毁危险品时产生的爆炸冲击波超压计算、爆炸破片对炉体损坏程度的计算及一定的安全裕度设计等,确定了其结构形式、材料选择、加工方式等,使其具有良好的物理性能、力学性能。炉体选用优质耐热钢35Mn,采用铸造形式一体成型,壁厚80mm,综合机械性能好,直接得到预定形状、尺寸和性能,满足200gTNT设计药量的销毁。
2.2 进料小车设计
进料小车的设计可以精确控制每一车产品的销毁当量,采用循环分段的方式小批量连续进行销毁和投放,保证销毁的可靠性。进料小车之间的间距设计可避免殉爆发生。操作工位设有急停和反向按钮,当发生危险时可以及时停止运送和撤回未投放进炉内的物料。
2.3 可靠性保证
该系统在生产现场各个房间和关键工位,采用视频监控系统全覆盖,自动存储影像,全程记录设备运行及操作状态。监控系统采用通用标准化接口,可与全厂视频监控系统对接。
2.4 安全性设计
炉体结构设计上采用了典型的压力容器结构,投料口上部安装了回型泄压防破片飞出装置,可有效防止爆炸破碎片从加料口飞出。同时,采用传送带送料,满足人机隔离,远距离操作安全要求。并且,清理安全方便,烧毁废渣由移动小车运送。
3 应用效果
系统自2014年在奥托立夫(中国)汽车安全系统有限公司投入生产使用,到目前已安全可靠烧毁安全气囊点火具、微型气体发生器、气囊总成等火工品上千余吨,期间未发生过任何安全事故,废气排放完全达标。实际使用证明该烧毁炉无论从炉体设计,还是废气处理均具有足够的稳定性和可靠性。废气检测报告如图7所示。
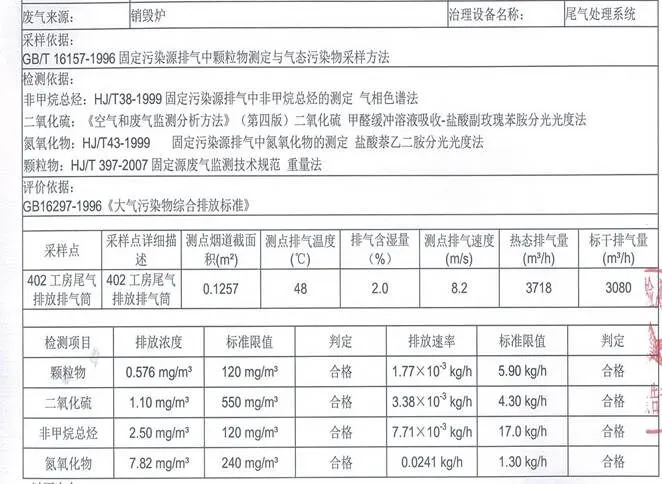
图7 废气检测报告
4 结语
设计了一种具有废气净化功能的危险品自动烧毁系统,该系统自2014年投入使用至今已安全烧毁安全气囊点火具、微型气体发生器、气囊总成等火工品上千余吨,运行可靠、稳定,未发生过任何安全事故。替代了人工销毁废旧爆炸品的操作,从本质上消除了安全隐患,提高了销毁效率,保护了生态环境,取得了良好的社会效益和经济效益。
[1] 王东,马强,等.防破片飞散抗爆增强型引信焚毁炉的设计[J].爆破器材,2015, 44(3):60-64.
[2] 张福光,周红梅,等.废弃液体推进剂通用销毁处理设备[J].兵工自动化,2011,30(3):1-2.
[3] 罗同杰,王保玲,宁灵生.废旧弹药销毁用爆炸罐设计及其应用[J].爆破器材, 2012, 41(3) : 38-40.
[4] 谷智国,张怀智,金昌根,等.车载烧毁系统销毁火工品研究[J].火工品,2009(4) :48-50.
[5] 张怀智,刘鹏,等.报废弹药烧毁作业环境废气污染治理研究[J].工业安全与环保,2011,37(12):32-34.
An Automatic Destruction System for Dangerous Cargoes with Waste Gas Purification Capability
SUN Lin1,WANG Yang2,ZHANG Yang2,ZHAO Ya-ning1
(1. Applied Physics and Chemistry Research Institute, Xi’an, 710061;2.Harbin Longjiang Special Equipment Company Limited, Harbin, 100050)
In the view of the development, production, application and testing of dangerous cargoes in the national defense industry and explosive industry, a system of dangerous cargoes destruction with waste gas purification capability was designed. The destructor system and waste gas treatment system were introduced in detail, and the characteristics of design were summarized. The system can be applied to destruct discarding initiating explosive devices, explosive, fireworks and crackers, of which charge mass is below 200g TNT equivalent, and the waste gas can be cooled, absorbed and dedusted to meet the needs of safety discharge and reduce environmental pollution.
Dangerous cargoes;Destruction furnace;Waste gas treatment
TJ450.5
A
10.3969/j.issn.1003-1480.2019.04.014
1003-1480(2019)04-0057-04
2019-05-06
孙霖(1975-),男,高级工程师,主要从事仪器设备硬件电路设计的工作。