电动套丝机的使用维护
2019-10-25李庆会
李庆会
一、电动套机功用
电动套丝机是一种可移动的固定式电动工具,操作简易、维护方便、体积小,作业高效.它具有套、切标准锥管螺纹的仿形装置,具有可靠地夹紧装置以及先进的冷却润滑系统,所以能延长板牙寿命,防止管子装夹变形打滑,从而获得高质量的锥管螺纹,因此,它在镀锌管的切断、套丝及内孔倒角中得到广泛应用.
二、电动套机组成
以Z1-N50电动套丝机为例介绍主要组成各部件的功用.其中名牌:Z1-N50表示电动套机,可以加工1/2″-2″的管材.机体,电动工具的主要部分,起支撑固定其它部件的作用.后卡盘、前卡盘,固定加工管材.切割器,切割管材的装置.板牙头,加工锥管螺纹;倒角器,加工管材内倒角的装置;变距盘,调整标准尺寸的装置;滑架、进刀手轮,进刀手轮安装在滑架上,可以随进刀手轮前后移动;按钮开关,接通和断开电源的装置.见图1所示.

图1 电动套丝机组成
三、加工准备前
第一步:根据管材公称直径选择板牙.
加工管材的公称直径必须在板牙范围之内.公称直径和英寸的对应关系如下表1所示.
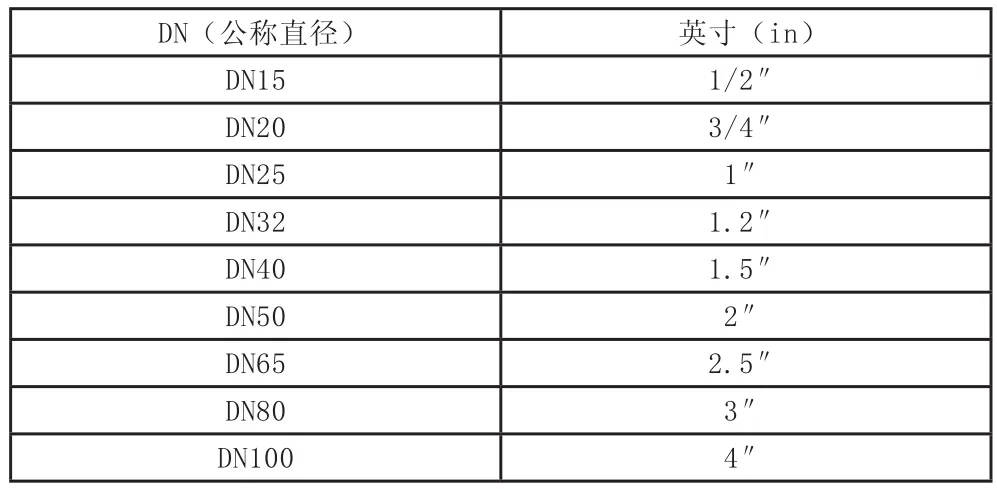
表1 公称直径和英寸的对应关系
第二步,装板牙
松开手柄螺母,转动曲线盘,使曲线盘移到刻度最大的位置,将选好的板牙按顺序号逐个转入板牙槽内.1对1,2对2.怎么才算安装正确的呢?装入的过程中,听到咔的一声,里面的珠子正好卡在这个槽内.就算装好了一个.其他安装方法也是一样.装好后,搬动曲线盘,使曲线盘上的刻度指示线与所需加工件的刻度尺对齐就好了.
第三步,选择变距盘刻度.
根据加工的管材设置変距盘所需规格位置,管材的尺寸应和変距盘所需规格一致.
第四步,加注专用油.
从箱体顶部两只加油孔加油,主要是为了润滑主轴前后轴承.在下面的油泵槽内加冷却液,是为了套丝和切断过程中起冷却(在套丝和切割的过程中,会产生大量的热量,冷却液可起到降温作用)、润滑和清洗(在套丝过程中,板牙和钢管接触的时候,冷却液可以起到润滑的作用,同时也可以将脱落的废屑冲掉)的目的.
三、套丝机操作
(一)割管操作
1.板起板牙头和倒角器,前后卡盘加紧管子.
2.扳下割刀器,转动割刀手柄,增大刀架开度,使割刀器滚子跨越于管子上.
3.转到滑架手柄,使割刀移至割断位置.
4.旋转割刀手柄,使割刀与管子靠近
5.启动设备,然后将割刀切入管子,管子每转一圈进刀约0.15-0.25mm,即主轴每转一圈割刀手柄进1/10转左右,切割完毕后,将割刀退回,并板起割刀器复位,(切割时进刀量不能过大,用力不能太猛,否则会使管子变形,割刀损坏)
(二)倒角器操作
1.板起割刀器与板牙头,扳下倒角器,
2.启动设备,移动滑架手柄,将倒角器进入管子内倒角,去除切割管里面的毛刺.
3.倒角完毕后停机,将倒角器复位.
(三)套丝操作
1.顺时针转动前后卡盘,松开三爪,将管子从后卡盘装入,穿过前卡盘,伸出约100毫米,卡紧前后卡盘,让管材位于卡盘的中间.尤其是前卡盘,要通过惯性卡紧.如果卡不紧,就无法进行正常加工.
2.用右手抓住管子,先旋紧后卡盘.在旋紧前卡盘,然后将锤击盘按逆时针方向适当锤紧,管子就加紧了.
3.板起割刀器和倒角器,让开位置,放下板牙头,使其与方形块接触,用锁销锁紧,当板牙头可靠定位后,再按按钮,启动设备.
4.用力套丝一两扣,松开手轮,自动套丝机自动完成.
四、使用注意事项
1.操作者不应带有手套、手表等类似的东西,对于女性不允许头发自由放开,以免出现事故;
2.设备运转时,严谨抓摸工件、拆转零件;
3.开始套丝时,要用力套丝一两扣,如果不用力,会出现滑丝的现象,损坏前端螺纹.
五、维护与保养
1.每次清洗油盘,如果由色发黑或赃污,应清洗邮箱,换上新油.
2.每次工作结束后,清洗板牙和板牙头,入发现损坏应及时更换,更换板牙不能只更换一个,应更换一副,即四个板牙.
3.使用时应向主轴机壳上面的两只油杯加油
4.设备长期不用时,应拔掉电源插头,在前后导柱及其运行面上涂抹防锈油,存放于通风、干燥处妥善保管.