钢轨焊缝自动定位识别技术研究与应用
2019-10-22崔智青
崔智青
钢轨焊缝自动定位识别技术研究与应用
崔智青
(大秦铁路股份有限公司大同工务段,山西 大同 037005)
为了提升钢轨探伤作业效率,实现焊缝自动定位与准确识别伤损的目标,依据电磁感应原理,使用常开型接近开关与稀土磁铁,利用废旧仪器材料,研究钢轨焊缝自动定位识别技术,开发了钢轨焊缝自动定位识别器。通过实际应用发现,焊缝自动定位识别技术较传统人工标记准确率大幅提升,焊缝出波位置精准,仪器轻巧便于安装,降低了探伤作业强度,提高了数据回放效率。
钢轨探伤;焊缝;自动识别;伤损波形
1 概述
钢轨焊缝探伤是探伤作业的重点,区别焊缝正常波形与伤损波形是焊缝探伤的难点,判定焊缝出波的准确位置对于焊缝判伤十分重要。目前,大秦重载铁路探伤作业主要采用分焊缝种类手工标记“*”的方式定位钢轨焊缝出波。由于大秦重载铁路行车密度大、列车间隔时间短,探伤作业人员劳动强度较其他线路大很多,作业过程中焊缝漏标、种类错标、位置不准确等问题时有发生。提高焊缝伤损识别效率、降低探伤作业人员劳动强度,一直是钢轨探伤管理工作改进的方向。为此,开展了基于电磁感应原理的钢轨焊缝自动定位识别技术研究工作。
2 技术研究
焊缝自动定位识别技术依据电磁感应原理,使用常开型接近开关与稀土磁铁,作为自动识别焊缝的功能零部件,并加装蜂鸣器实现提示功能。同时,利用探伤小车废旧材料,将钢轨焊缝自动识别器加装在探伤小车上,不破坏设备原有结构,节省开支。
2.1 结构设计
2.1.1 工作原理
钢轨焊缝自动定位识别器主要用于自动识别焊缝种类、准确定位焊缝中心位置,且标记符号要与焊缝出波垂直对齐、同步显示。与此同时,蜂鸣器发出提示音,提醒执机人员注意观察焊缝及其附近出波情况。工作原理如图1所示。

图1 钢轨焊缝自动定位识别器工作原理图
2.1.2 功能特性
钢轨焊缝自动定位识别器主要由万向有源磁感应探头、磁铁、蜂鸣器、接线座等组成。磁感应探头与探伤仪器显示屏连接,当执机手推动探伤小车走行至钢轨焊缝时,与磁铁片发生电磁感应,向探伤仪器输入信号并发出提示音,焊缝波形垂直下方标记“*”。磁铁片采用以钕、铁、硼为主要原料的稀土强磁,其体积小、重量轻、磁性强、耐腐蚀,且耐高温达80 ℃,性价比高,能适应露天环境。蜂鸣器用于提示执机手在焊缝处减速并观察出波,其声强级为30 dB以上。
2.2 实验测试
运用电磁感应原理,研究设计了钢轨焊缝自动定位识别器,首先在仪器房进行基本功能测试,待各零部件工作正常后,在大秦重载铁路上开展手工标记与自动识别对比测试。选取有厂焊、气压焊、铝热焊三种焊缝的1 km线路,由同一组执机手进行测试,厂焊处标记1个“*”,气压焊处标记2个“*”,铝热焊处标记3个“*”。
2.2.1 手工标记与自动识别速度比较
表1 标记不同种类焊缝平均用时统计(单位:s)
标记方式厂焊气压焊铝热焊 手工标记0.2 0.6 1 自动识别0.11 1.2
2.2.2 手工标记与自动识别准确性比较
在重载铁路高强度、高风险条件下作业,执机手难免出现“赶任务”的急躁心理,作业中多标、错标、漏标等问题时有发生。根据表2统计数据显示,手工标记较自动识别准确率低。
表2 标记不同种类焊缝准确率统计(单位:%)
标记方式厂焊气压焊铝热焊 手工标记98.797.397.5 自动识别100100100
3 现场应用效果及技术改进
3.1 现场应用效果
与手工标记相比,自动定位识别的预期效果更好,现场安装使用更加便捷。
3.1.1 焊缝标记位置准确
钢轨焊缝自动定位识别技术可自动定位并能准确标记焊缝的中心位置,同时还可以识别不同种类的焊缝,避免人工操作失误。
采用自动定位识别技术的数据截图如图2所示。

图2 不同种类焊缝自动识别数据截图
3.1.2 数据回放效率提升
二级学院的财务管理目标不明确 很多高职院校在实施二级管理过程中,一些二级学院处于被动状态,因此其财务管理的目标不是很明确。财务管理目标是高职院校财务活动需要达到的目的,也是高职院校二级学院健康发展的保障。由于我国高职院校二级财务管理还处于初期阶段,很多二级学院不能很好地分配和使用资金。此外,很多高职院校具有财权和物权,但是不承担相应的责任和义务,使得二级学院财务管理非常混乱。
在自动定位识别标记的辅助作用下,探伤数据回放人员可以快速区分焊缝焊筋波和缺陷伤损波,这使得数据回放效率大大提升,误判、漏判的风险也随之降低。
由图3可以看出,自动定位识别标记准确定位后,焊缝焊筋波与缺陷伤损波一目了然。

图3 准确标记焊缝位置情况下焊筋波、伤损波数据截图
3.1.3 隧道探伤优势明显
探伤作业人员在夜间或隧道等照明条件较差的环境中作业时,使用钢轨焊缝自动定位识别器不需要人工手动操作,由探伤仪自动识别焊缝并准确标记焊缝位置,避免了焊缝错、漏标等问题的发生。
3.1.4 探伤作业质量明显提高
当钢轨焊缝自动定位识别器发出报警音时,可及时提醒执机人员减速慢行,杜绝探伤作业焊缝处超速,进一步确保焊缝出波完整,探伤作业标准化和数据采集质量有效提高。
3.1.5 仪器安装维修简便
钢轨焊缝自动定位识别器采用修旧利废的方法,对废旧按键接线座进行改装,无需增加接线座和固定装置,执机人员可独立、快速安装和维修。
执机人员的安装操作如图4所示。
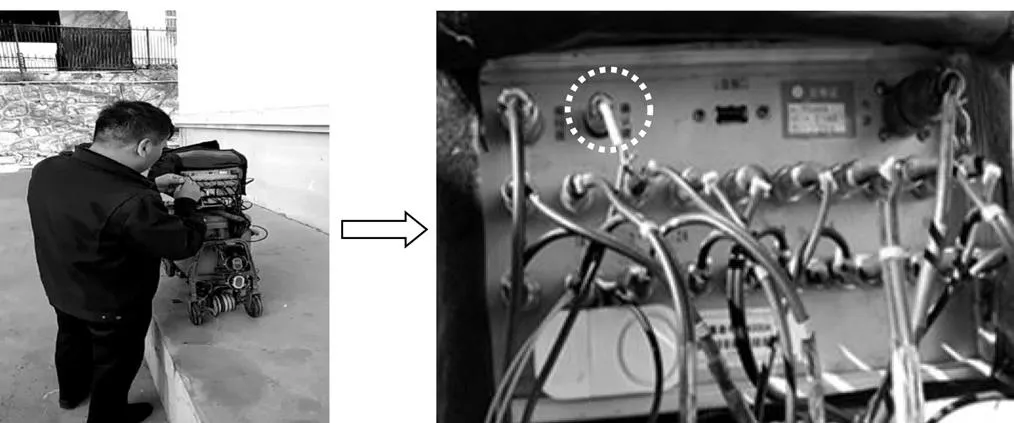
图4 执机手安装钢轨焊缝自动定位识别器
3.1.6 执机手作业劳动强度降低
使用钢轨焊缝自动定位识别器,探伤作业人员无需提前查找焊缝位置、分辨焊缝种类,执机手可以集中精力观察钢轨各部位出波情况,节省了人力并降低了劳动强度。
3.2 技术改进
测试过程中,技术人员采纳探伤执机手意见建议,在磁感应探头外部加装了胶管材质的保护套,可以起到防水、防碰撞但不影响磁力的保护作用,如图5所示。
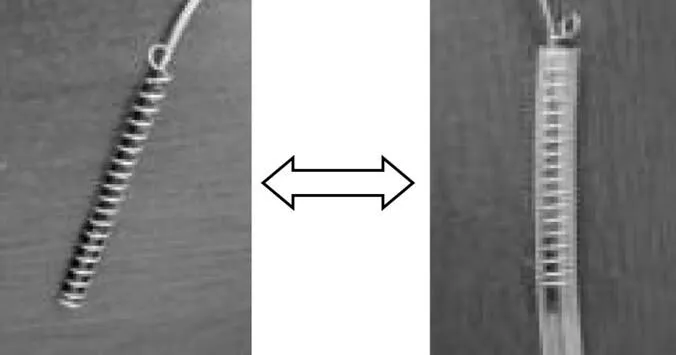
图5 磁感应探头改进前后对比图
4 结束语
钢轨焊缝自动定位识别技术为钢轨防断提供了新的保障措施。通过现场应用和检验,自动识别较一般手工标记的辨伤效果提升显著,不但提高了探伤标准化作业的规范性,还降低了执机人员的劳动强度;修旧利废的组装材料,不仅能满足便捷安装的要求,而且避免了加装设备成本的增加。钢轨焊缝自动定位识别技术有效提高了探伤数据回放的工作效率,降低了探伤作业错漏标焊缝和误判伤损的风险,进一步确保了行车安全隐患及时排除。
[1]铁路职工岗位培训教材编审委员会.钢轨探伤工[M].北京:中国铁道出版社,2010.
[2]中华人民共和国铁道部.工务作业第21部分:钢轨焊缝超声波探伤作业[S].北京:中国铁道出版社,2011.
[3]程继航,李正魁.电工电子技术基础[M].北京:电子工业出版社,2016.
U213.92
A
10.15913/j.cnki.kjycx.2019.19.067
2095-6835(2019)19-0158-02
〔编辑:张思楠〕
