基于西门子S7-200PLC的机械手控制器的硬件设计
2019-10-21张岩坤
张岩坤
[摘 要]在此对机械手控制器的总体设计方案进行了合理分析和科学论证,设计了以西门子PLCS7-200为核心器件,完成机械手的行动控制系统。对硬件系统和主要功能模块进行了设计和规划,其中系统硬件设计模块主要包含PLC系统、保护系统、提示系统和控制系统等四个模块。
[关键词]PLC;机械手;控制器;多模式
生产力的不断进步推动了科技的进步与革新,建立了更加合理的生产关系。机械手是工业自动化最突出的表现,它能自动工作。随着自动化理论的提升和各行业需求,机械手技术迅速发展起来。
一、设计重点和思路
(一)功能要求
切换开关来决定工作模式,手动、自动。
手动模式下可以任意方向操作,前进、后退、下降、上升、左移、右移。
自动模式下可以执行设定好的路径,大体为3部分,到达产品抓取位置,移动到产品指定摆放区,回到原点。
(二)设计要求
具体设计要求如下:①通过PLC控制电机运动距离;②电磁阀控制气缸动作;③转换开关控制模式切换。
二、系统总体方案设计
手臂动作设计方案有两种:即采用气动控制技术和采用轴动控制技术。通过对上述两个方案的比较和综合考虑后,认为选取后一种方案较为合理。轴动控制相对气动控制更为灵活、更为稳定。如果选用气缸式,在变换抓取(放下)位置时需要更换气缸,造价上虽低廉不少,但需要频繁装卸。
机械手手爪设计方案主要有两种:即采用小伺服电机控制手爪和采用小气缸来控制手爪。通过对比以上两种设计方案,后一种方案相对要好,气缸式带有一定的弹性,可以减少抓取时对产品产生的损害;采用电机式也行,但要添加一个压力检测,防止盲目抓紧破坏产品,费用增加不少,还有一定危险性,因此要采用小气缸进行控制。
三、模块选用及功能阐述
(一)西门子PLCS7系列的介绍及构成说明
西门子公司出产了多个PLC系列,S7-200PLC具有体积小、接口可拓展、价格便宜、配有强大的指令系统等优势,在一般情况下可以满足控制系统的大多数要求。当选择的主机没有想要的控制功能时,就需要对硬件部分加装拓展模块。扩展模块包括数字模块、模拟模块、通讯模块和功能模块四类。设计中可以根据要求来选择所需的扩展模块。
(二)S7-200CPU存储器的类型
输入继电器(I)、输出继电器(Q)、通用辅助继电器(M)、特殊继电器(SM)、顺序控制继电器(S)、定时器(T)、计数器(C)。
四、硬件设计与制作
(一)硬件設计
1.材料清单
6个轨道、3个电机、1个气缸、1个减压阀、8个传感器、12个指示灯、1个电磁抱闸、1个PLC S7-200、1个两位三通电磁阀。
2.输入输出信号地址分配表
在进行设计前构架好思路,确定输入端与外接设备的地址,这样在编写整体结构时比较方便。根据I/O表观察,需要的端口数量大于常规CPU端口,因此选择添加一个数字模块EM223来增多输入输出口。
3.主机PLC管脚接线
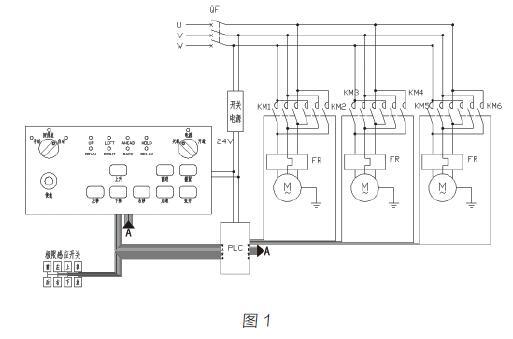
(二)整体接线
接线流程说明:电源从220V的生活用电接入,连接到空气开关,空开连接交流接触器和开关电源,交流接触器连接交流继电器最后接到热继电器,连接电机。开关电源变电压为DC24V,接到PLC,PLC输出端接各电机正反转接触器,以及各种指示灯;PLC输入端接感应器和操作按钮。如图1所示。
(三)硬件
传感器、控制开关、开关电源、空气开关、交流接触器、减压阀、气控电磁阀。
本文使用的是PLC为主控器件,在一些高危,高污染地区也可正常工作。PLC又具有可编程和拓展模块的能力,本文中的程序有较明显的模块划分,也便于以后的设备升级,很符合现代工厂的条件。虽然机械手结构简单,相对来说也比较落后,但满足设计要求,运行效果也不错,而且还具有较高的可行性和可塑性。
参考文献:
[1] Yan-Jun X, Jing Z, Yu-Ming G, et al. The Research of Automatic Mold Manipulator Control System on PLC[C]. Wase International Conference on Information Engineering. IEEE Computer Society, 2010: 200-203.
[2]王伟.可编程序控制器的使用和维护[M].北京:化学工业出版社,2005.
[作者单位]
广东省东莞市东莞理工学校
(编辑:温子超)
