轮架零件的数控加工
2019-10-19陈伟坤
陈伟坤

摘 要:工业科技的高速发展,许多产品零件利用现代化数控设备快速的加工,大大提高生产效率和产品精度,但不是所有的产品都能加工出来,本文中所描述的轮架零件,普通夹具装夹难度高,装夹时间长,且难已保证产品尺寸精度,为了在数控车床上完成加工,为了提高生产效率和产品质量,在生产实践中设计了一套夹具。本夹具特点是:结构简单、制造容易、操作方便、成本低。保证了零件的精度,提高了产品生产效率。
关键词:夹具;数控设备;轮架;数控车床
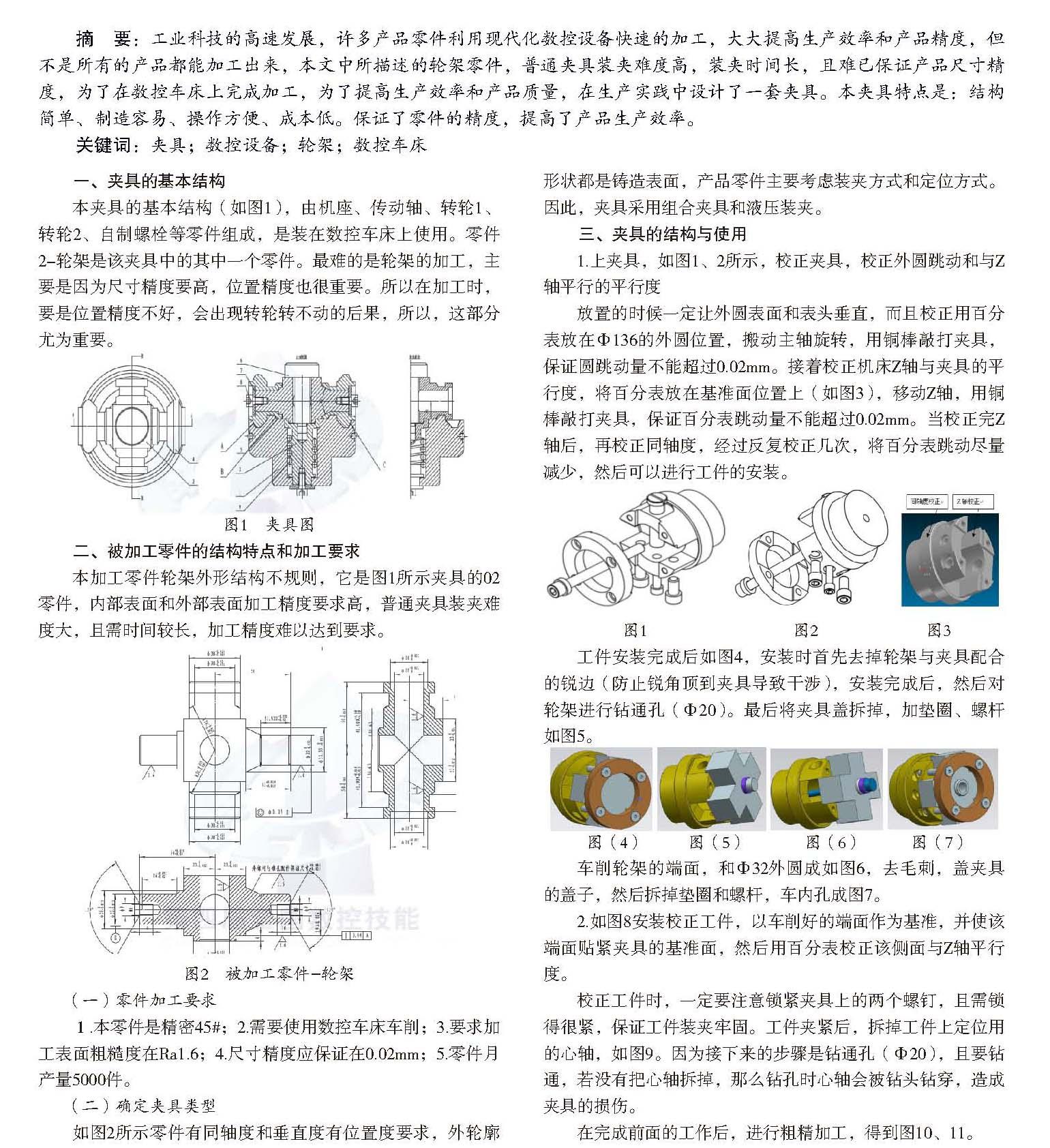
一、夹具的基本结构
本夹具的基本结构(如图1),由机座、传动轴、转轮1、转轮2、自制螺栓等零件组成,是装在数控车床上使用。零件2-轮架是该夹具中的其中一个零件。最难的是轮架的加工,主要是因为尺寸精度要高,位置精度也很重要。所以在加工时,要是位置精度不好,会出现转轮转不动的后果,所以,这部分尤为重要。
二、被加工零件的结构特点和加工要求
本加工零件轮架外形结构不规则,它是图1所示夹具的02零件,内部表面和外部表面加工精度要求高,普通夹具装夹难度大,且需时间较长,加工精度难以达到要求。
(一)零件加工要求
1.本零件是精密45#;2.需要使用数控车床车削;3.要求加工表面粗糙度在Ra1.6;4.尺寸精度应保证在0.02mm;5.零件月产量5000件。
(二)确定夹具类型
如图2所示零件有同轴度和垂直度有位置度要求,外轮廓形状都是铸造表面,产品零件主要考虑装夹方式和定位方式。因此,夹具采用组合夹具和液压装夹。
三、夹具的结构与使用
1.上夹具,如图1、2所示,校正夹具,校正外圆跳动和与Z轴平行的平行度
放置的时候一定让外圆表面和表头垂直,而且校正用百分表放在Φ136的外圆位置,搬动主轴旋转,用铜棒敲打夹具,保证圆跳动量不能超过0.02mm。接着校正机床Z轴与夹具的平行度,将百分表放在基准面位置上(如图3),移动Z轴,用铜棒敲打夹具,保证百分表跳动量不能超过0.02mm。当校正完Z轴后,再校正同轴度,经过反复校正几次,将百分表跳动尽量减少,然后可以进行工件的安装。
工件安装完成后如图4,安装时首先去掉轮架与夹具配合的锐边(防止锐角顶到夹具导致干涉),安装完成后,然后对轮架进行钻通孔(Φ20)。最后将夹具盖拆掉,加垫圈、螺杆如图5。
车削轮架的端面,和Φ32外圆成如图6,去毛刺,盖夹具的盖子,然后拆掉垫圈和螺杆,车内孔成图7。
2.如图8安装校正工件,以车削好的端面作为基准,并使该端面贴紧夹具的基准面,然后用百分表校正该侧面与Z轴平行度。
校正工件时,一定要注意锁紧夹具上的两个螺钉,且需锁得很紧,保证工件装夹牢固。工件夹紧后,拆掉工件上定位用的心轴,如图9。因为接下来的步骤是钻通孔(Φ20),且要钻通,若没有把心轴拆掉,那么钻孔时心轴会被钻头钻穿,造成夹具的损伤。
在完成前面的工作后,进行粗精加工,得到图10、11。
3.如图12所示对工件进行装配,并校正左側面与Z轴的平行度,对刀,加工得到图13。
4.如图12所示对工件进行装配,并校正右侧面与Z轴的平行度,对刀,加工得到图15。
5.分析该工件现在的形状,确定下一步的加工,直接用三爪卡盘夹住该工件Φ38的外圆,卡盘端面靠到台阶四方端面,然后校正如图16所指的两个表面。装夹时一定要加铜片,可有效防止夹伤工件的已加工表面。对刀,加工得到图17。
四、轮架安装在夹具里的安装要求
轮架是夹具的一个零件,装夹完成后如图所示,本夹具是安装数控车床上使用,因为主轴是旋转轴,所以要求要夹具旋转中心轴线与夹具旋转轴轴线重合误差不得超过0.02mm ,如图18所示:
五、结论
本次设计夹具比较合理,采用联合双工位的工作方式,在加工生产线上能快速完成轮架的加工,大大提高了生产效率,降低了劳动强度,从而降低了零件的加工成本。同时采用该种夹紧方法,保证了加工精度,提高了加工效率。
参考文献
[1] 夹具设计简明手册[M].北京:机械工业出版社.
[2] 组合夹具设计参考图册[M].北京:机械工业出版社.
