劳保手套用高粘度树脂加工性能研究
2019-10-18李明
李 明
(唐山三友氯碱有限责任公司,河北唐山063000)
在劳保手套生产中,国内厂家普遍使用瑞士英利士公司生产的737 特种树脂作为配置增塑糊的主要原料,此种树脂粘度远远高于普通树脂,吸收增塑剂速率快,在下游应用中效果很好。针对737树脂的这种加工特性, 探索使用国内糊树脂代替737 树脂的加工方法,从而降低了劳保手套的生产成本,本文就此种特殊加工方法进行探讨,研究了劳保手套用高粘度树脂的加工性能。
1 实验部分
1.1 主要原料
糊树脂A、糊树脂B,2 种国产树脂,分子量在950~1 000;邻苯二甲酸二辛酯,分析纯,天津致远试剂有限公司。
1.2 仪器设备
激光粒径分析仪,malvern 2000; 扫描电镜,SU8010;粘度计,博克飞DV2T;凝胶化测试仪,临安丰源GT-2。
2 结果与讨论
2.1 粒径分析
红粉是由相应的糊树脂(以下简称生粉)经过烘烤粉碎制造,因此对生粉与相对应的红粉进行粒径对比分析。对比图分别见图1 和图2。图1 为糊树脂生粉B 与红粉的粒径对比图,图2 为树脂A 生粉与红粉粒径对比图。4 种树脂粒径分析具体参数见表1。由表1 可以看出,2 种糊树脂制作的红粉的粒径大多集中在40~50 μm。树脂B 所制造红粉在15 μm粒径处的粒子明显多于树脂A 所制造红粉,由图1和图2 可知,这是由生粉的粒径分布所决定的。树脂A粒径小于树脂B 粒径,但是制作成红粉后树脂A 红粉大于树脂B 红粉。

表1 4种树脂粒径分析具体参数
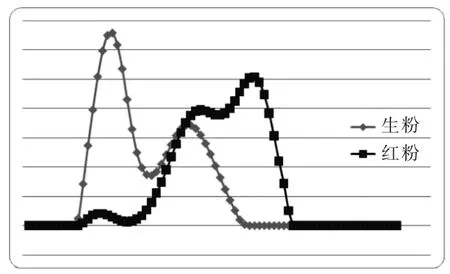
图1 树脂B生粉与红粉粒径对比图
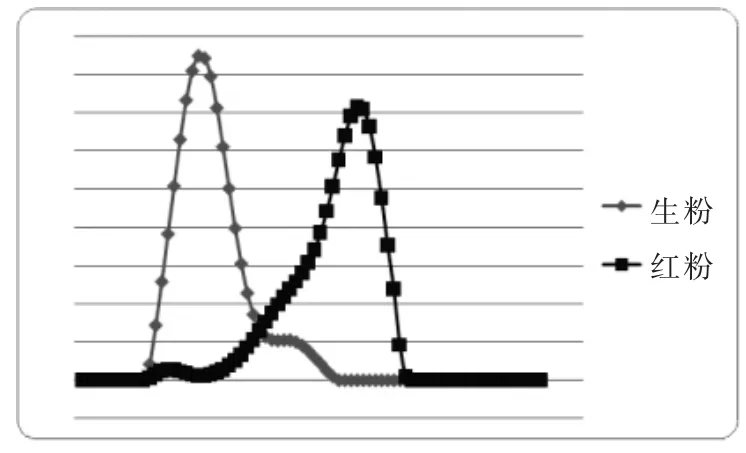
图2 树脂A生粉与红粉粒径对比图

图3 生粉的电镜图片
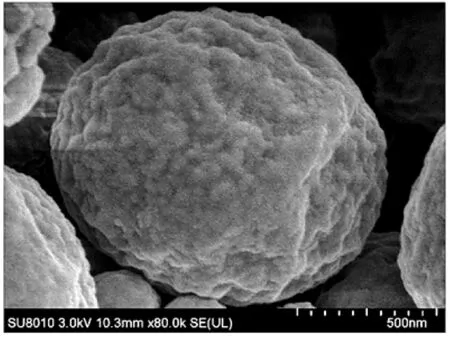
图4 生粉的局部放大图
2.2 扫描电镜分析
生粉的电镜图片及局部放大概图分别见图3和图4。红粉的电镜图片及局部放大概图分别见图5和图6。由电镜分析可以知道,对比生粉与红粉的电镜照片,红粉表面可以看到很多粘连现象,树脂颗粒之间已经发生了部分塑化现象。颗粒连接到一起形成大颗粒。

图5 红粉的电镜图片
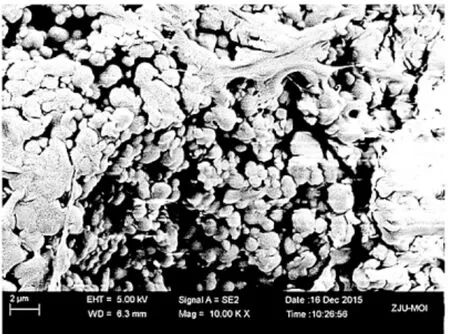
图6 红粉的局部放大图
2.3 2 种生粉树脂的热稳定性试验
将2 种糊树脂置于165 ℃恒温油浴中进行热稳定性试验,实验结果见表2。

表2 树脂A与树脂B2种树脂的热稳定性实验
由表2 数据可知,树脂B 树脂的热稳定性明显好于树脂A。可见树脂A 在165 ℃环境下更容易热降解。由于红粉生产过程中用同样的条件对树脂A及树脂B 进行处理, 但2 种树脂热稳定性相差较大。因此,建议在烘烤制备红粉的过程中降低树脂A的烘烤温度。
2.4 2 种红粉粘数测试
由2.3 可以知,树脂A 的热降解远远大于树脂B 树脂。所以将2 种树脂的粘数进行实验,验证在制造红粉的过程中2 种树脂是否都存在分子量下降的现象。粘数测试结果见表3。
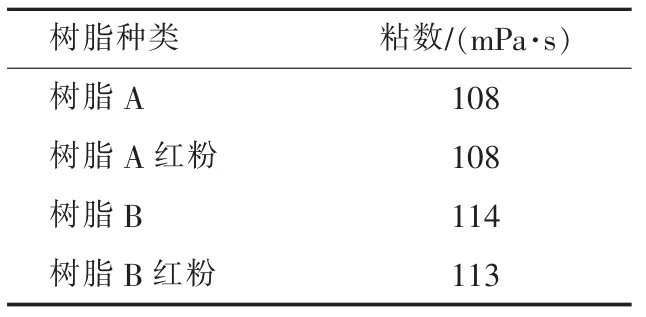
表3 粘数测试结果
根据表3 测定的结果可知,2 种糊树脂经过烘烤后的粘数基本不变,说明在制作红粉的过程中只是造成了糊树脂表面的粘连,并没有实质的引起树脂的分解。
2.5 生粉与红粉堆积密度测试
将树脂A、树脂B 以及以2 种树脂为原料制作的红粉进行堆积密度测试,测试结果见表4。
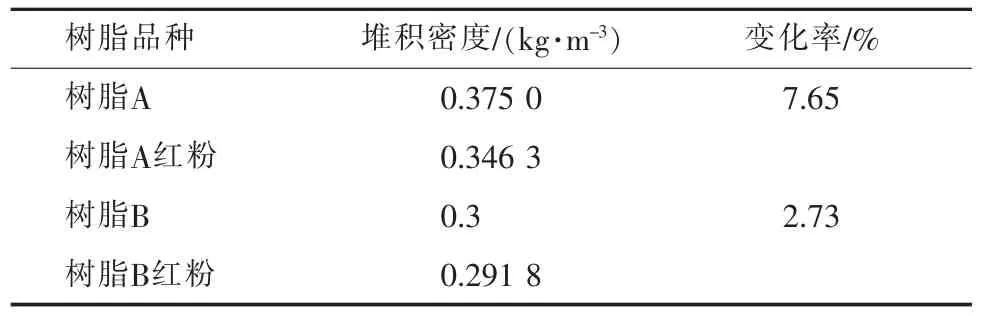
表4 树脂的堆积密度测试结果
由表4 数据可知,树脂A 在制备红粉的过程中堆积密度变化率较大,而树脂B 树脂变化较小,这可能是由于树脂A 树脂在烘烤过程中发生树脂颗粒表面的粘连较大引起的内部空隙较大的作用结果。而树脂B 树脂在烘烤过后堆积密度变化不大,说明烘烤对树脂的内部空隙影响不大。 结合试验2.3 和试验2.4,得到树脂A 制造的红粉可能是过度烘烤的结果。
2.6 凝胶时间
凝胶化是指高分子聚合物在一定条件下互相连接,形成空间网状结构,结构的空隙中充满了作为分散介质的液体(在干的凝胶中也可以是气体),这样一种分散体系粘稠并失去流动性能。凝胶化对制品加工温度及薄厚产生重要影响。将增塑糊放置在75 ℃水浴中,出现凝胶的时间即为此种增塑糊的凝胶时间,2 种增塑糊凝胶时间对比见表5。
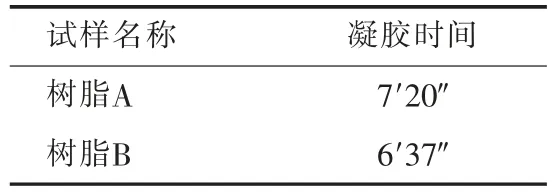
表5 2种增塑糊凝胶时间比
由表5 可知,在同样的温度下,树脂B 增塑糊产生凝胶的时间较短,即树脂B 树脂配制的增塑糊更容易产生凝胶化现象。
2.7 红粉与增塑剂的相容性
在进行2 种红粉增塑糊的对比实验中发现,在2 种增塑糊放置24 h 后树脂A 的红粉出现了明显的分层现象,而树脂B 红粉与增塑剂相容性良好,增塑糊较均匀。
3 结论
(1)树脂A 树脂与树脂B 树脂在制作成红粉后表面可以看到很多粘连现象,树脂颗粒之间已经发生了部分塑化现象,且红粉的粒径较大且分布不规则。
(2)对比树脂B 树脂,树脂A 树脂配成劳保手套糊后粘度较低,并且凝胶化时间较长,这就需要下游厂家需要在生产时捶滴的时间较长,且在塑化过程中也需要更多的能量。
(3)树脂A 在以同样的加工方法制造的红粉与树脂B 树脂制造的红粉相比,与增塑剂的相容性较差,静置后存在分层现象。
