针织机用针压扁圆丝计算的再思考
2019-10-15于世旺
于世旺
(江苏泰县针织器材厂,江苏 姜堰 225500)
0 引言
在《针织机用针压扁圆丝计算的思考》[1]一文中,笔者推导出压扁圆丝的计算公式,并建议建立计算表以简化压扁圆丝的计算,但是,建立计算表的工作量大,而且不同程度地影响计算结果的精准度。所以,笔者再次介绍压扁圆丝计算的方法,只要记住几个计算公式,借助计算器就能精准地计算各种类型的压扁圆丝。
1 压扁圆丝计算
压扁圆丝共有3个原始参数:压扁前原料圆丝直径,经压扁的扁丝厚度和宽度。只要知道其中的任意2个参数,即可计算出另一个参数[2-4]。
1.1 求直径d
已知扁丝厚度a、宽度b,求压扁前原料圆丝的直径d,如图1所示。
1.1.1 计算公式
在文献[1]中,圆丝直径d的计算公式(3)为:
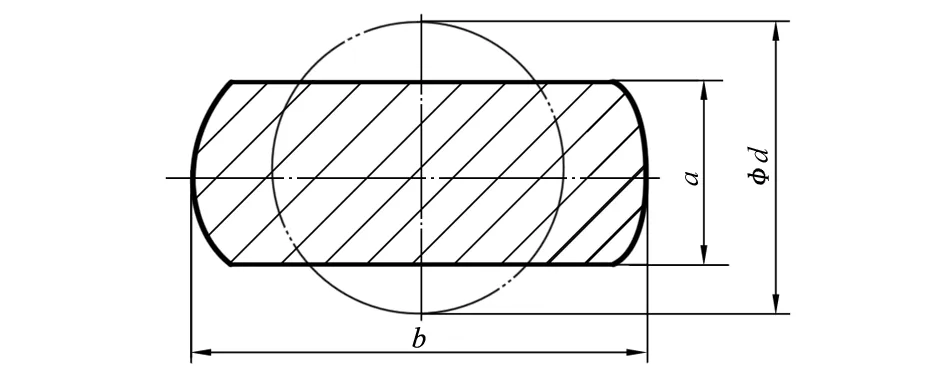
图1 圆钢丝压扁

式中i=b/a。
1.1.2 示 例
a) 已知:a=0.97 mm,b=1.73 mm,求所需原料钢丝直径d。
解:将a,b及i=b/a=1.783 505 155代入公式(1),得:d=1.411 501 915 mm≈1.412 mm。
b) 已知:a=0.13 mm,b=0.68 mm,求所需钢丝的直径d。
解:将a,b及i=b/a=5.230 769 231代入公式(1),得:d=0.344 172 965 mm≈0.334 mm。
1.2 求宽度b
已知原料圆丝直径d、扁丝厚度a,求扁丝宽度b。
1.2.1 推导计算公式
根据文献[1]中的计算公式(4),将
j=改写成以i为未知数、j为已知数的方程,得:

由求根公式得:

因i≥1,故取“+”号。
1.2.2 示 例
a) 已知:原料圆丝直径d为1.50 mm,压针脚厚度a为0.39 mm,求压针脚宽度b。
解:将j=d/a=3.846 153 846代入公式(2),得:i=11.636 757 75。

b) 已知:原料圆丝直径d为0.334 mm,扁丝厚度a=0.13 mm,求扁丝宽度b。
解:将j=d/a=2.569 230 769代入公式(2),得:i=5.225 440 113。

1.3 求厚度a
已知原料圆丝直径d、扁丝宽度b,求扁丝厚度a。
1.3.1 推导计算公式
根据文献中的计算公式(5),将
k=改写成以i为未知数、k为已知数的方程式,得:

可用C-86ES型计算器解此一元三次方程,从而获得i值;再用a=b/i,算得压扁件的厚度a。
1.3.2 示 例
已知原料圆丝直径d为1.412 mm,扁丝宽度b为1.73 mm,求扁丝厚度a。
解:将k=d/b=0.816 184 971代入公式(3),得方程:
2.092 796 787i3-4i2+(4-π)=0,得:
i1=-0.419 497 380 1(不合题意,因为i≥1)
i2=1.782 176 714
i3=0.548 638 585 7(不合题意,因为i≥1)
a=b/i2=0.970 723 041 mm≈0.97 mm
2 评价
2.1 精准度较高
采用此方法,计算压扁圆丝的精准度较高,具体可达到的精准程度,从上述的示例中清晰可见。
2.2 适应范围广
就计算公式本身而言,不受压扁程度的限制,如上述示例中的宽厚比i已达到11以上,符合制针业的生产实际。
2.3 数学运算可复制
整个运算过程可复制是本算法的突出特点。
3 展望
经多年对针织机用针压扁圆丝工艺的潜心研究与总结,通过“去粗取精,去伪存真,由此及彼,由表及里”的不断发展与改进,以《针织机用针压扁圆丝计算的思考》和本文献给行业同仁,为激烈的市场竞争注入活力,取得更大的技术进步。该精准的计算方法,成功地运用数学知识,日臻完善,现已应用多年,准确无误。今日写成,以飨读者。