细特涤纶纤维混纺段彩弹力彩点包芯复合纱产品的开发
2019-10-15石陶然
赵 博,石陶然
(1.中原工学院 纺织学院,郑州 450007;2.南阳纺织集团有限公司,河南 南阳 473000)
0 引言
段彩弹力彩点包芯复合纱是一种新型花式纱线,它不仅色彩丰富、配色新颖,本色和彩色相辅相成、具有较强立体感,由其制成的织物色泽柔和、丰满、层次感强、手感柔软、光滑,且透气性和穿着舒适性好,适用于制作服装和各种装饰用品[1-2]。
为了满足消费者对服饰多种功能性的需求,我们在改造的FA506型细纱机上研发极具个性色彩的有色粘胶纤维、草珊瑚纤维、麻赛尔纤维与细特涤纶纤维混纺的段彩弹力彩点包芯复合纱,探讨纺纱各工序的生产技术要点和关键技术,合理选择主要的工艺参数以解决影响纱线质量的不利因素,为下一步开发新产品提供一些有益的参考依据。
1 纤维性能、纱线规格及工艺流程
1.1 原料性能
有色粘胶纤维分黑、蓝、灰、紫、红和黄等14种颜色粘胶纤维,线密度为1.56 dtex~1.67 dtex,长度为38 mm,强度为2.41 c N/dtex~2.58 c N/dtex,含油率为0.4%~0.7%。氨纶丝的规格为44 dtex,断裂强度为0.67 c N/dtex,断裂伸长率为746%,伸长不匀率为3.8%,质(重)量不匀率为0.82%,含油率为4.56%。
草珊瑚纤维是采用天然草珊瑚植物萃取物为主要原料,并与粘胶纤维纺丝液共混,采用新型的纺丝工艺和关键技术制成的新型功能性纤维。该纤维不仅具有除臭功效、药理效果、消炎、祛风除湿、抗菌抑菌等特点,而且还具有强力大、湿模量大、断裂伸长率大、吸湿性好、柔软性好、滑爽性好、丝质感强等优点。
麻赛尔纤维属于一种新型生态功能性纤维,其截面具有规则空隙结构,强力大,伸长率大,抗菌抑菌性好,吸湿性好,回潮率高。细特涤纶纤维的强度大、耐磨性好、钩接强度大、初始模量大,其性能测试结果如表1。

表1 纤维的主要物理性能
1.2 纱线品种和规格
有色粘胶纤维、草珊瑚纤维、麻赛尔纤维和细特涤纶纤维混纺段彩弹力彩点包芯复合纱品种主要有:品种①为32.4 tex+44 dtex;品种②为27.8 tex+44 dtex;品种③为18.3 tex+44 dtex;品种④为14.7 tex+44 dtex。其中,草珊瑚纤维、麻赛尔纤维和细特涤纶纤维混纺比为:品种①为50∶25∶25;品种②为60∶20∶20;品种③为40∶45∶15;品种④为30∶35∶35。这4种的梳棉生条在并条机上采用并条混合方法,然后再将混合后的熟条经粗纱机加工成为另一种粗纱(主体粗纱),以作为主干芯纱(基纱)。
段彩弹力彩点包芯复合纱的彩点采用有色粘胶短纤维制成彩色点子或粒子,共有黑、紫、红和黄等14种粘胶纤维,其混纺比分别为:每一种有色粘胶短纤维100%或任何4种有色粘胶短纤维搭配使用,其混纺比为25∶25∶25∶25,然后混在纱线中加工出一种带有彩点的有色粘胶纤维粗纱作为辅纱(饰纱),其织物表面会出现色彩绚丽的彩点。在改造后的FA506型细纱机上,采用2根粗纱和1根氨纶长丝加工段彩弹力彩点包芯纱,在加装有段彩纱装置的细纱机上能够实现将第1种粗纱作为主体粗纱连续喂入,第2种粗纱为辅纱(饰纱)间断喂入,然后将1根氨纶长丝从前罗拉后积极连续喂入,最后形成具有段彩效果的弹力彩点包芯复合纱。
1.3 纺纱工艺流程
有色粘胶纤维:FA006型往复式抓棉机 →A006型自动混棉机→FA102型单轴流开棉机→A062型电器配棉器→FA161型振动棉箱(或A092A型双棉箱给棉机)×2→FA142型成棉机×2→FA221B型梳棉机→FA303型并条机(二道)→FA421A型粗纱机→粗纱1。
根据麻赛尔纤维和草珊瑚纤维的性能特点,清花和梳棉工序采用相同的新工艺,其工艺流程如下。
麻赛尔纤维或草珊瑚纤维:FA002D型圆盘式抓棉机×2→FA016A型自动混棉机→FA106型豪猪式开棉机(附A045型凝棉器)→FA106A型钢针滚筒开棉机→A062型电器配棉器→FA046A型振动棉箱×2→FA142型成棉机×2→FA201型梳棉机→条子①或条子②。
细特涤纶纤维:A002D型圆盘式抓棉机×2→A035型混开棉机(或SFA035型混开棉机)→FA103型双轴流开棉机→A062型电器配棉器→FA161型振动给棉机→FA142型成棉机×2→FA221B型梳棉机→条子③。
条子①+条子②+条子③→FA303型并条机(三道)→FA421A型粗纱机→粗纱2。
复合加工:粗纱1+粗纱2→FA506型棉纺环锭细纱机(安装段彩纱/包芯纱装置,并经过改造)→国产GA013型络筒机→成包。
在生产过程中应根据有色粘胶纤维和细特涤纶纤维的性能特点和实际情况,采用原前纺工艺即可;但是,麻赛尔纤维和草珊瑚纤维属于近年来出现的一组新型功能性纤维,在清梳工序加工时应根据2种纤维的性能特点设计新的工艺参数,采用相同的新工艺,还应根据具体情况及时调整,确保半制品质量的稳定,为下一步顺利生产创造条件。
彩点加工由改装的A186型梳棉机完成,把有色粘胶纤维(分黑、紫、红和黄等14种颜色粘胶纤维)搓成结子,分别以2%,2.5%,3%,4%,5%等的比例在FA016A型自动混棉机(FA161型振动棉箱或A092A型双棉箱给棉机)喂入,再经过混纺采用段彩纱的方法加工成混纺段彩弹力彩点包芯复合纱。
1.4 段彩纱生产原理
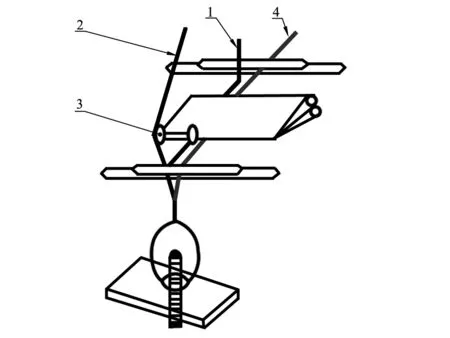
图1 段彩纱纺纱牵伸示意
段彩纱的粗纱是由主干芯纱和辅纱组成,其中A1粗纱连续从中罗拉喂入经一道牵伸作为主干芯纱(基纱),B2粗纱是作为饰纱(辅纱),它从后罗拉后的喇叭口间歇喂入,经过中区和前区的牵伸后,就纺制加工而成[3-5],如图1所示。在FA506型棉纺环锭细纱机上纺制段彩弹力彩点包芯复合纱时,A1粗纱(草珊瑚纤维/麻赛尔纤维/细特涤纶纤维)为主干芯纱,从中罗拉后喂入,辅纱(有色粘胶)从后罗拉后喂入,通过装置控制辅纱进行间歇喂入,主干芯纱(草珊瑚纤维/麻赛尔纤维/细特涤纶纤维)与辅纱在中罗拉钳口处集合,从而产生段彩的效果。
在棉纺环锭细纱机上进行改造时,后罗拉和后上胶辊改造为双通道喂入机构;中罗拉后的入口处安装大口径单眼集棉喇叭口,以确保连续喂入,并要增大主干芯纱和辅纱接触面积,使辅纱顺利进入牵伸区,以加强对浮游纤维的有效控制、减少段彩纱疵点。A1粗纱作为基纱粗纱连续从中罗拉入口处集棉喇叭口喂入,经过一道牵伸作为主干芯纱(基纱)。
在纺纱时后罗拉断续打顿运动,中罗拉有快慢变化、始终保持连续运动,B2粗纱从后罗拉间歇喂入经过中区和后区的牵伸后,在前牵伸区与A1粗纱汇合、混合、牵伸后就形成了段彩纱;最后在摇架上方安装一导丝轮,使氨纶丝喂入以纺制段彩弹力包芯纱。段彩纱纺纱过程中粗纱喂入如图2所示。

图2 A1和B2粗纱喂入
2 纺纱主要工艺参数设计及关键技术措施
2.1 加工带有彩点的有色粘胶纤维
针对该纱的特点和彩点均匀分布的要求,在选择基纱原料时应综合考虑、兼顾各种纤维性能特点。
在生产带有彩点的有色粘胶生条时,在清花工序应将加工后的彩点在FA016A型自动混棉机上喂入、采用钢针打手和打手尘棒封闭等措施,避免彩点损坏或落入车肚等问题的发生,确保有色粘胶彩点在卷子中分布均匀,为加工带有彩点的有色粘胶生条创造有利条件。在梳棉机上,各梳理部件的速度应偏小控制,特别是回转盖板的速度宜偏低以避免盖板花中的彩点被浪费掉,发现问题要及时解决。因为彩点混合在棉网之中,所以生条的定量应偏大以增加棉网对彩点的依附性、黏连性、摩擦力和抱合力而提高成网质量;严格控制车间温湿度,避免烂边、破洞、破网、棉网下垂和落网问题,发现问题立即采取措施,不应给后道工序制造麻烦、带来问题。由于棉层中混有一定数量的彩点,梳棉机的各梳理隔距宜偏大控制,不仅要梳理好有色粘胶纤维,而且要尽量减少对彩点的梳理、避免破坏彩点的结构、形态、外观和数量等。合理选用小漏底的弦长、形式和规格等,最大限度地不落彩点;发现落下的彩点较多,要及时采取技术措施以回用,避免造成不必要的浪费,从而降低纺纱成本。
在并条工序,将带有彩点的有色粘胶生条喂入并条机经过两道牵伸后彩点会均匀地分布在条子之中;彩点有色粘胶粗纱作为辅纱使用时,辅纱从后罗拉后喂入,为确保质量稳定则应适当偏小掌握定量、粗纱捻度偏大控制,以便使彩点被紧密地包在须条中,严格控制粗纱的大、中、小纱的张力伸长率,为细纱稳定牵伸创造条件。
2.2 清花工艺
考虑到麻赛尔纤维、草珊瑚纤维的性能特点,采用相同的开清棉新工艺。在分别加工这2种纤维卷时,清花工序遵循“短流程、多分梳、少打击、混合均匀、多松少返、轻定量、低速度、薄喂入、抗静电”的工艺原则,降低主要部件的速度以保护纤维、控制落棉量、降低生产成本[6-9];其主要工艺参数见表2。
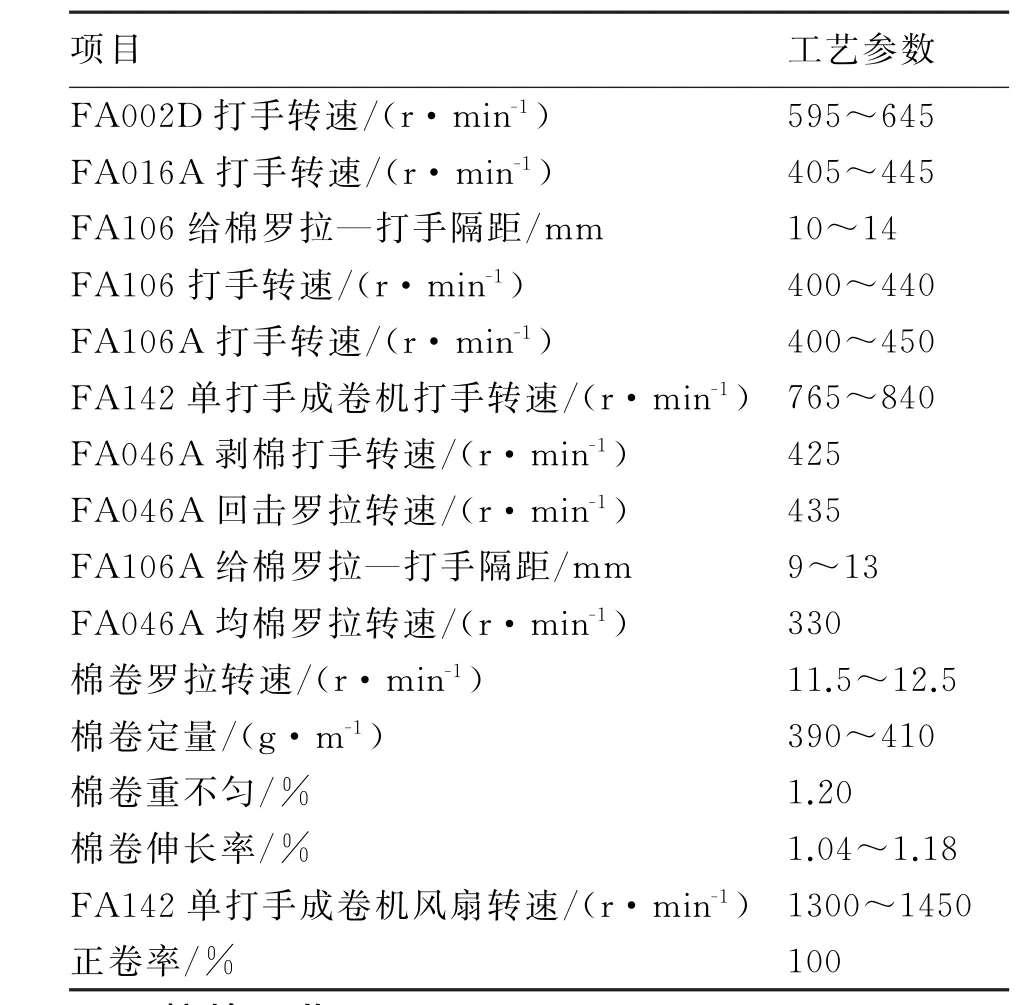
表2 清花工艺参数
2.3 梳棉工艺
根据麻赛尔纤维、草珊瑚纤维性能特点,采用相同梳棉新工艺。为确保纤维顺利转移,锡林、刺辊速度要适中,并保持锡林与刺辊较大的线速比;采用工作角α较小的新型化纤专纺金属针布,合理控制给棉板与刺辊、锡林与盖板、锡林与道夫间的隔距,加强纤维的顺利转移,减少纤维损伤;适当控制道夫转移率,防止返花问题,改善棉网质量;梳棉机的各个梳理滚筒速度要协调,以最大限度地减少纤维损伤;生条定量和棉网的张力牵伸倍数要适中,避免破洞、烂网和烂边问题的发生;其主要工艺参数见表3。
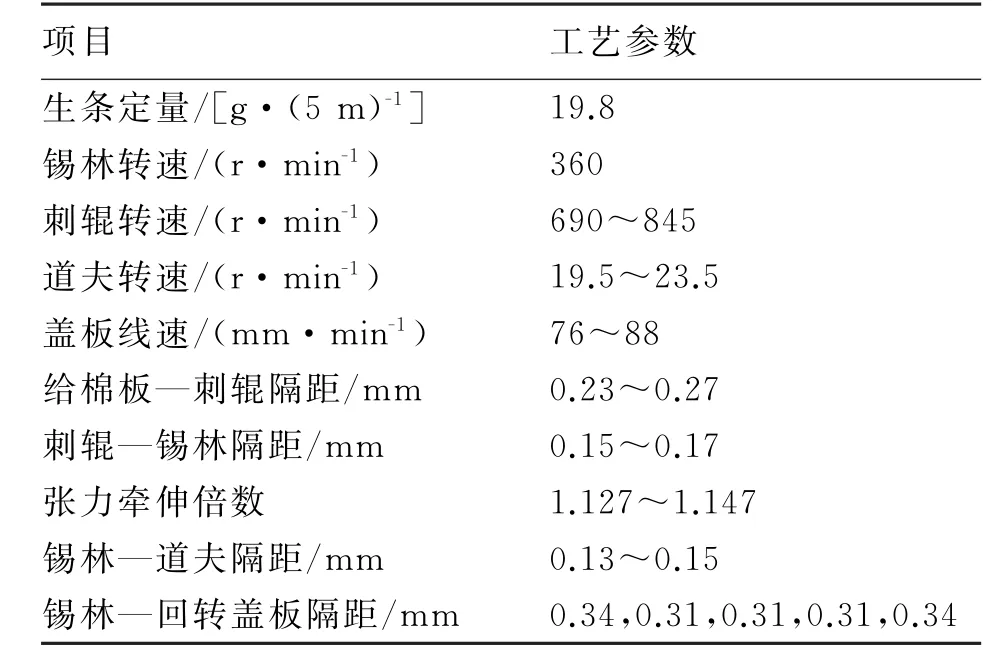
表3 梳棉工艺参数
2.4 并条工艺
并条工序采用草珊瑚纤维、麻赛尔纤维、细特涤纶纤维混合,为了获得质量较好的熟条,应加大头并的后区牵伸倍数、减小二并的后区牵伸倍数、集中前区的牵伸;为避免缠绕罗拉问题,应合理配置罗拉加压量大小、罗拉隔距、罗拉速度、牵伸倍数的工艺参数,优化工艺参数以提高纤维的伸直平行度;并条喇叭口径宜偏大以防止堵塞而产生断头;其主要工艺参数见表4。
2.5 粗纱工艺
主体粗纱A1(草珊瑚纤维/麻赛尔纤维/细特涤纶纤维)在环锭细纱机上从中罗拉后连续喂入、不经过后区牵伸,因此粗纱捻度宜偏小以加强对牵伸区中纤维的有效控制、避免出硬头问题,从而确保细纱的正常牵伸;其主要工艺参数见表5。

表4 并条工艺参数
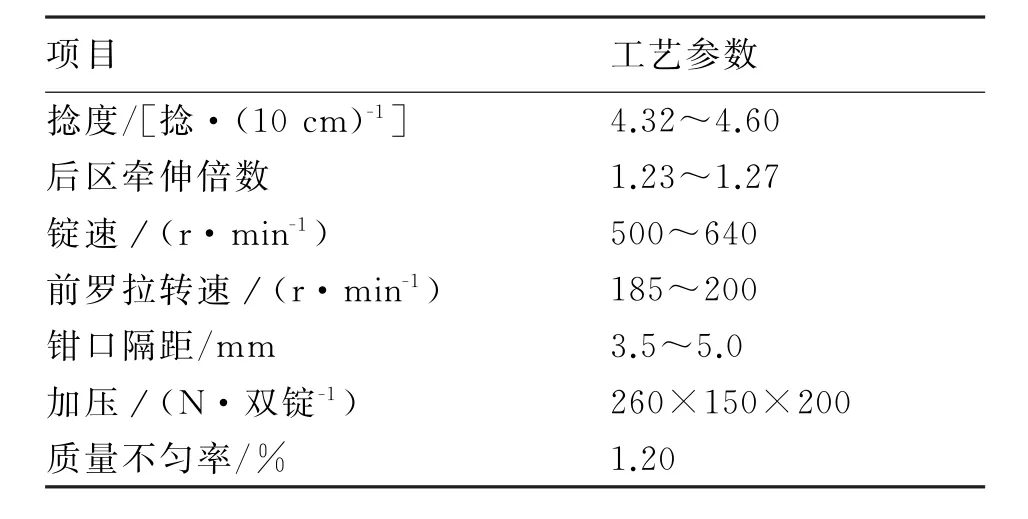
表5 粗纱工艺参数
2.6 细纱工序的装置原理及工艺
有色粘胶纤维/草珊瑚纤维/麻赛尔纤维/细特涤纶纤维混纺段彩弹力彩点包芯复合纱在细纱工序的装置原理及工艺参数如下。
2.6.1 段彩纱装置及原理
段彩纱是由基纱和饰纱组成,是由不同性能、颜色的纤维混合而成,饰纱分布在基纱上可以是有规律或无规律的。FA506型棉纺环锭细纱机采用三罗拉牵伸机构,通过安装HZ-DC2A型段彩纱装置,从而使后罗拉间歇转动,即从后罗拉后的喇叭口间歇喂入饰纱(有色粘胶纤维),与从中罗拉后的大口径单眼集棉喇叭口喂入的基纱(草珊瑚纤维/麻赛尔纤维/细特涤纶纤维)混合以达到段彩效果,然后在摇架上方安装一导丝轮,使氨纶丝喂入以纺制成段彩弹力彩点包芯复合纱[10-11]。
2.6.2 弹力包芯纱装置及原理
在FA506型棉纺环锭细纱机上,通过技术改造把氨纶包芯纱装置安装其上,并加装一套氨纶丝积极喂入装置,就能生产包芯纱。
段彩弹力包芯纱的生产原理:首先把纺段彩纱和纺包芯纱的原理结合起来,即氨纶丝先经过退绕机构后有一定的预牵伸,然后氨纶丝再通过导丝轮从中罗拉后喂入,与从牵伸区中输出的2种粗纱须条相遇后汇合形成一体,最后经过导纱钩、钢丝圈和锭子加捻而形成色彩丰富和形态变化多样的段彩弹力彩点包芯复合纱。
2.6.3 工 艺
段彩纱包括主体纱和辅助纱。主体纱从中罗拉后的喇叭口喂入,中罗拉是连续运转但有快慢变化;辅助粗纱从后罗拉喂入,后罗拉是间歇性运转;进入中罗拉或后罗拉的粗纱各锭的排列位置要一致,例如A纱排列在左侧,B纱在右侧,则在所有的锭子上均要求A纱在左侧而不允许在右侧,以免形成色差。为提高段彩效果,应把明显的有色粗纱排列在左侧,它能使辅色盖住主色,这也不容易发生色差问题,减少捻度差异、降低捻度不匀率,避免出现色差问题。合理优化后区牵伸倍数、加压、罗拉隔距等工艺参数,以改善条干均匀度。
为生产段彩弹力彩点包芯复合纱,先要对FA506型棉纺环锭细纱机进行改造,如:安装氨纶包芯纱装置;加装段彩纱装置,该装置为间歇积极喂入控制系统,实现以一种A1粗纱(草珊瑚纤维/麻赛尔纤维/细特涤纶纤维)为主干芯纱,即主体粗纱从中罗拉后连续喂入,另一种粗纱从后罗拉后喂入的辅纱(有色粘胶纤维),从而形成具有段彩效果的纱线。设计段彩纱时应根据纱线的特点、面料的风格特征等合理选择节型,节型取值范围为1.0 mm~20.0 mm,节型越小,其坡度越缓和。
由于辅助粗纱间歇喂入主牵伸区,中、后罗拉后的喇叭口是辅助粗纱喂入主牵伸区的入口,其位置正确才能保证段彩效果,中区喇叭口的出口位置应靠近上、下胶圈组成的钳口位置,保证粗纱沿着中罗拉钳口的切线方向喂入,而且喇叭口出口位置不能接触到上、下胶圈,从而使须条能够顺利进入主牵伸区。上、下胶圈是连续运转的,如果中区喇叭口的出口位置接触到上胶圈或下胶圈,当辅助粗纱(饰纱或彩纱)停止喂入时,会使长粗纱中的纤维与上、下胶圈发生摩擦,导致部分纤维被上、下胶圈带入主牵伸区,从而影响辅助粗纱断裂的充分性和完整性,直接影响段彩效果。
中、后罗拉后面应采用大口径单眼喇叭口而不用双眼喇叭口,这样2根平行喂入的粗纱条紧密接触,须条在前罗拉钳口处输出时是一起不分离,辅助粗纱的彩段部分的纤维就很容易地捻入纱线中,避免产生疵点和色差。喇叭口的出口位置应最大限度地接近中罗拉钳口处,并保持在同一平面上,使辅助粗纱顺利喂入。
细纱后区牵伸倍数对有色粘胶纤维/草珊瑚纤维/麻赛尔纤维/细特涤纶纤维混纺段彩弹力彩点包芯复合纱影响很大,细纱机后区牵伸倍数宜偏小,提高对纤维的控制能力、减少浮游纤维数量,以利于提高成纱质量;因为粗纱捻度偏大,所以环锭细纱机后区罗拉隔距也应偏大,以减小牵伸力。捻度适当偏大的原则是不产生断头和硬头,加工机织物时捻系数控制为不小于378,加工针织物时捻系数控制为不小于340;氨纶丝预牵伸倍数选择3~4以确保氨纶丝不断,达到提高包芯纱的包覆效果、减少露芯和缺芯问题,提高断裂强度并改善伸长。
要确保设备运转正常和机械状态良好,生产中应经常检查氨纶丝的张力,保证氨纶丝从前钳口输出时与包覆纤维须条形成一体、不分流;应加强生产管理、提高挡车工的操作水平、经常检查设备以确保设备状态良好,生产中应防止无芯和跑偏等问题;采用偏小的锭速和车速,保持细纱机牵伸、加捻和卷绕器材状态正常;细纱车间保持适当稳定的温湿度;吸棉笛管要保持较高的真空度,以减少缠绕罗拉和胶辊问题[12-14]。因段彩纱后罗拉是间歇转动,传动齿轮易发生爆齿问题,应加强设备管理、关注设备运行状况,发现问题及时解决。合理选用配套钢领、钢丝圈,纱线通道大,钢丝圈易散热、拎头轻,到使用周期应及时更换。其工艺参数见表6。
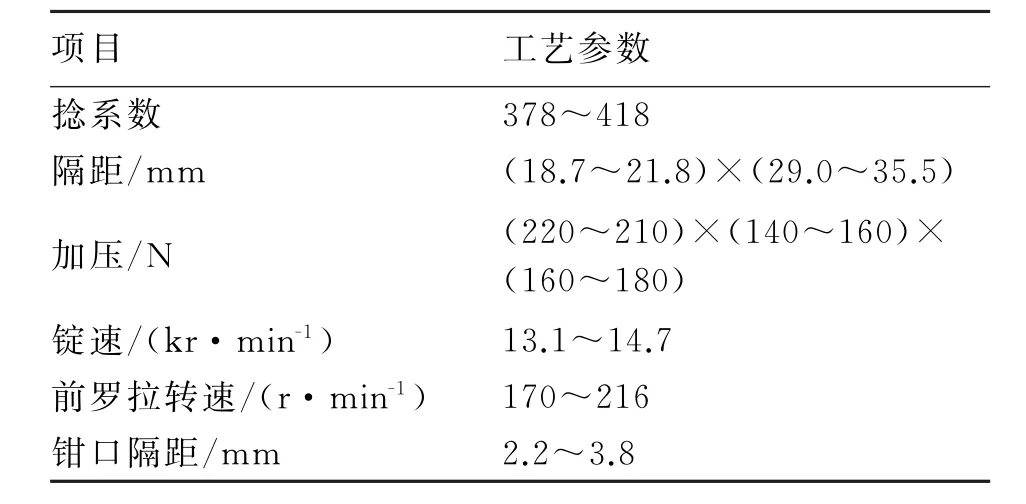
表6 细纱工艺参数
3 成纱质量情况
通过反复试纺和分析,采用以上工艺顺利地纺出有色粘胶纤维/草珊瑚纤维/麻赛尔纤维/细特涤纶纤维混纺段彩弹力彩点包芯复合纱;不同纤维混纺段彩弹力彩点包芯复合纱的主要质量指标具体见表7。
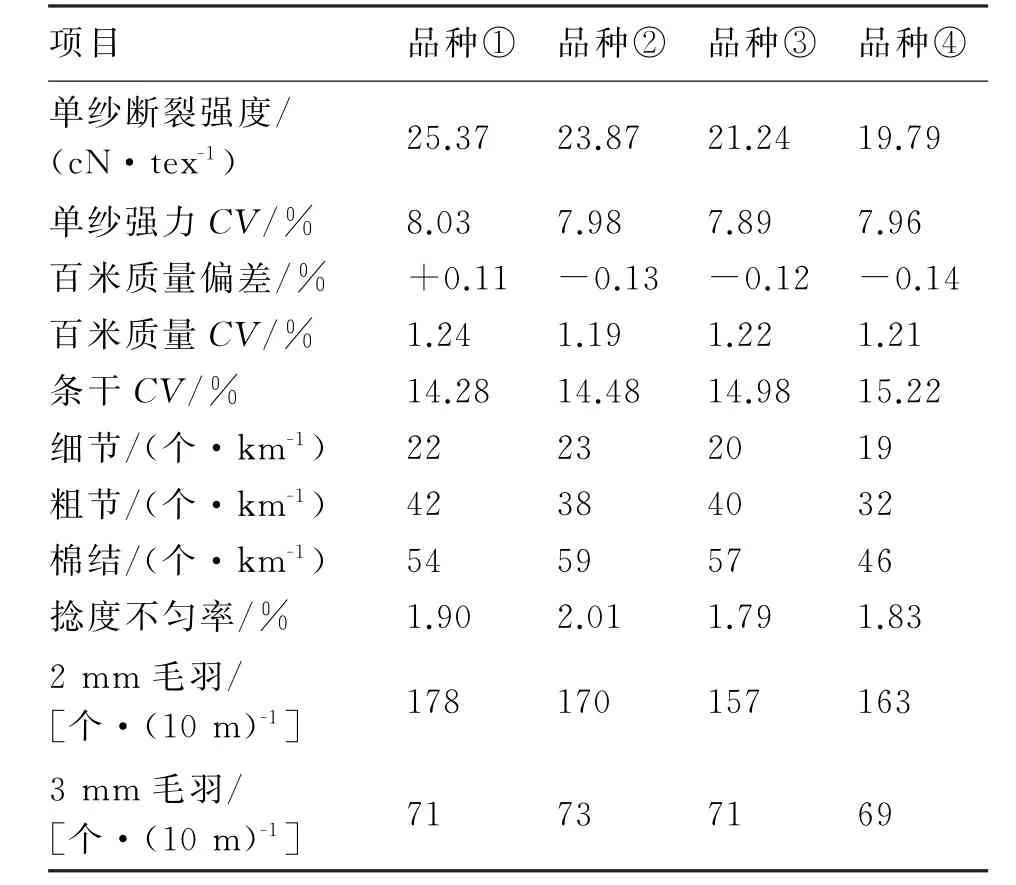
表7 不同混纺段彩弹力彩点包芯复合纱质量
4 结语
生产该品种纱时应重点研究彩点、段彩和基纱色彩的合理设计和完美搭配,以及彩点大小、段彩纱长度变化和氨纶弹力,不仅要保证色彩的鲜艳性、合理性和新颖性,而且还要考虑用该纱加工织物的图案效果;同时,还要考虑原料的适应性、设备的改造费用、产品的用途、生产技术、加工成本及成品的附加值等。以有色黏胶为辅纱,喂入粗纱(草珊瑚纤维/麻赛尔纤维/细特涤纶纤维)为主干芯纱,改造FA506环锭细纱机3罗拉牵伸机构、加捻卷绕机构,加工的有色粘胶纤维/草珊瑚纤维/麻赛尔纤维/细特涤纶纤维混纺段彩弹力彩点包芯复合纱,其仿真效果好、风格独特、色彩新颖,开发的织物柔软光滑、透气性佳、悬垂性好、舒适性好、层次感强,且经济效益较好、市场开发前景广阔。
