铁钻工冲扣钳钳牙参数敏感性分析
2019-10-11闫文辉郭李彤段正勇
闫文辉,郭李彤,彭 勇,段正勇,吴 恒,胡 楠
(1.西安石油大学 机械工程学院,陕西 西安 710065; 2.南阳理工学院 机械与汽车工程学院,河南 南阳 473000;3.宝鸡石油机械有限责任公司 研究院,陕西 宝鸡 721002)
引 言
铁钻工是自动化钻井生产中钻机的配套设备,作为液压动力大钳的升级替代产品,铁钻工能够安全、高效地完成钻具的上卸扣和紧冲扣等工作。近年来,虽然国内研制铁钻工的厂商较多,但大多数还处于工业性试验、定型阶段,现场钻井作业中仍然广泛使用液气大钳[1]。铁钻工配合其他设备在钻井平台上使用,容易实现自动化控制,操作人员远离井口作业,提高了作业时的安全性。在进行作业时不需要根据钻杆直径的变化更换相应的鄂板,操作简单,工作效率高[2]。目前欧美的主要石油设备厂商已开发出几代铁钻工产品,其产品的应用也比较普遍[3]。
目前国际上常见的铁钻工产品根据结构的不同,大体可分为手臂式和落地式,主要结构均包括移动装置和钳体两部分[4],钳体分为旋扣装置和冲扣装置,结构简单,便于保养与维修。冲扣钳由上钳和下钳组成,采用开放式箱体结构,通过夹紧液缸的伸缩带动夹持机构和滑块总成运动,从而实现钳口的开合,完成对不同直径钻具的夹持;上、下钳之间设有导轨和冲扣液压缸,通过冲扣缸的伸缩实现冲扣/紧扣动作[5]。
本文主要对铁钻工钳牙进行研究,分析钳牙与石油管柱外壁的接触、摩擦特性、磨损原因等问题,讨论关键参数对扭矩的影响,为钳牙的设计提供理论指导。并在此基础上,以管柱咬痕小于1 mm、钳牙寿命更长、提供更大的扭矩为目的,对钳牙各参数与摩擦系数之间的关系进行分析,以寻求最优参数。
1 钳牙与管柱接头外壁接触应力分析
齿形钳牙的齿形方向平行于管柱旋转轴线,考虑起钻时管柱表面的污染,钳牙齿通常不连续。以直齿形钳牙为例,卸扣过程中,垂直于管柱轴线的截面内齿形钳牙与管柱的接触示意图如图1所示。
卸扣过程中,在液压系统的作用下产生法向力Fn,推动钳牙抱紧管柱接头外壁,阻力扭矩为T。在液压力的作用下,钳牙咬入管柱接头外壁,不打滑的情况下,钳牙在液压系统的驱动下旋转,带动管柱转动,实现冲卸扣功能[6]。以钳牙的两个齿形为例,钳牙齿与管柱接头外壁的咬合状态如图2所示。

图1 卸扣过程中齿形钳牙与管柱的接触与扭转Fig.1 Contact and twist between clamp tooth and pipe string during breaking-out operation
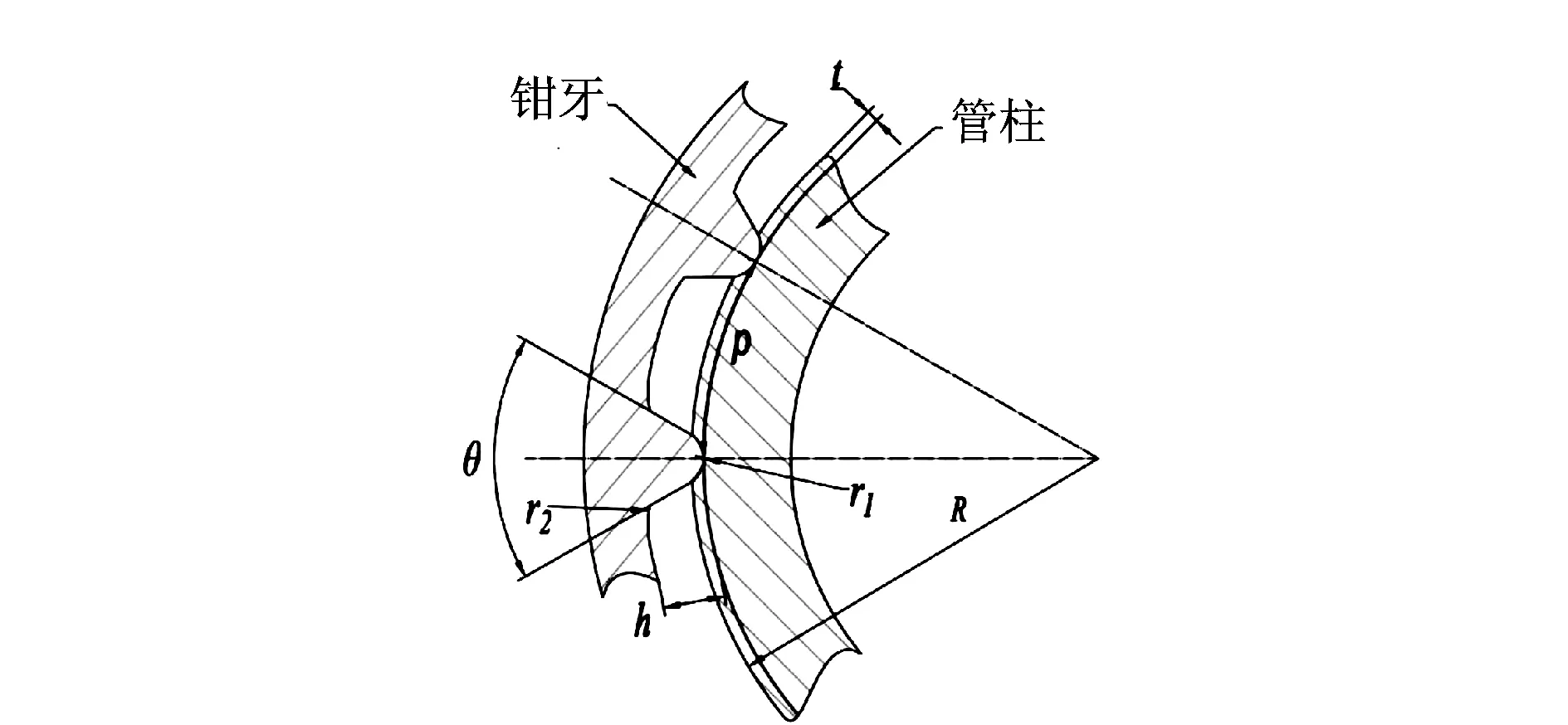
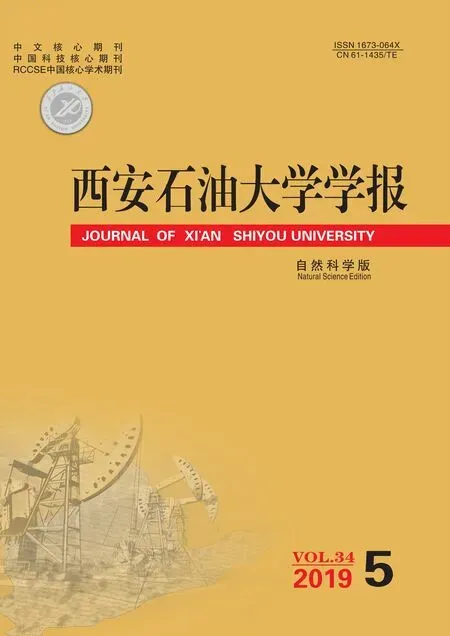
图2 齿形钳牙与管柱接头外壁的咬合Fig.2 Occlusion of clamp tooth and external wall of pipe string joint
图2中,θ为钳牙齿的牙型角,h为钳牙齿的高度,r1、r2分别为钳牙齿的牙顶角和牙根过渡圆角半径,R为管柱外径,t为钳牙齿咬入管柱接头外壁的深度,p为钳牙齿的牙顶周向距离。
1.1 受力分析与防止打滑的条件
设钳牙齿数为n,每个齿沿管柱轴线方向的长度为l,上卸扣时的阻力扭矩为T。钳牙咬入管柱接头外壁的深度不允许过大,为安全起见,可以认为每个钳牙齿的切向力对管柱的作用力臂为R-t。则在克服阻力扭矩T时,钳牙受到的切向力为
(1)
钳牙在上卸扣过程中,压痕的单侧总是受挤压传递扭矩,挤压侧面会产生很大的摩擦力Ff。顺时针运动时,以钳牙为研究对象,分析其受力情况[7-8],如图3所示。
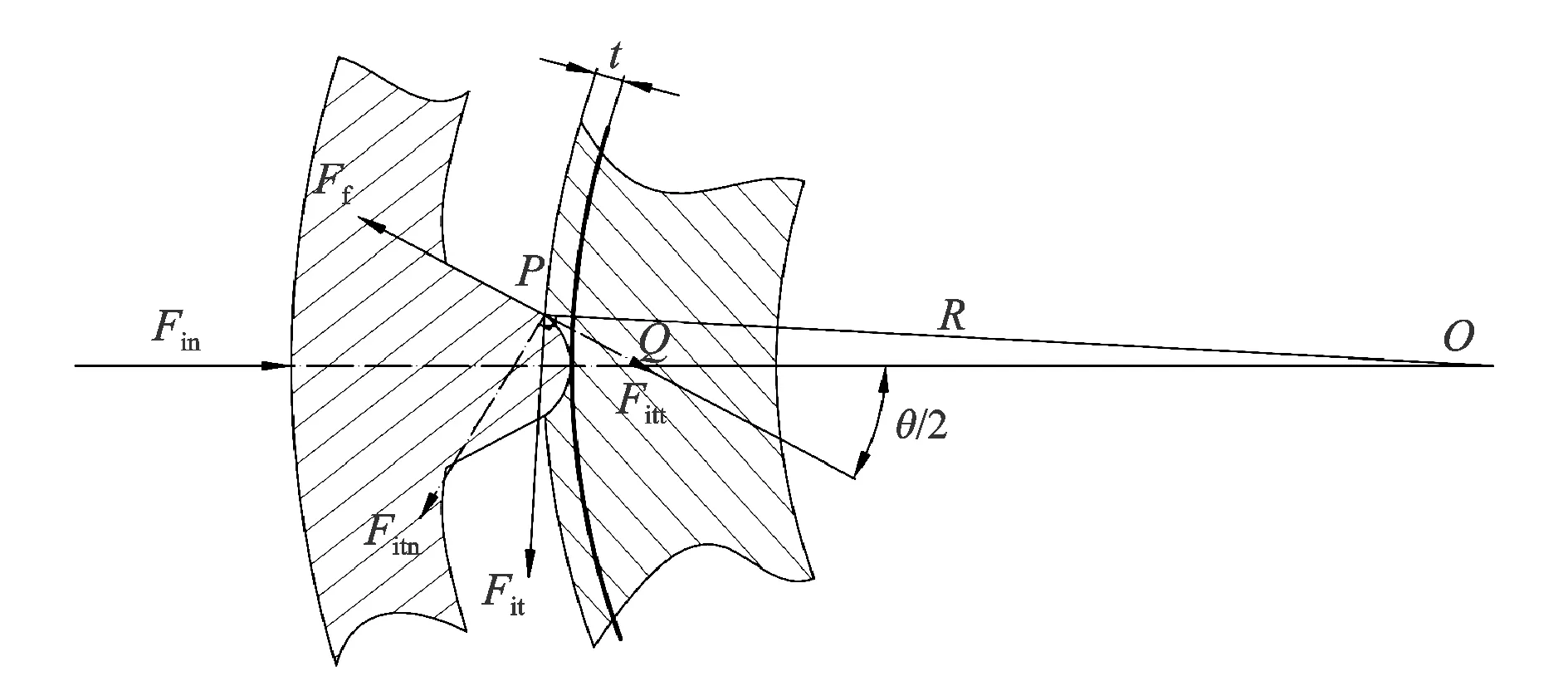
图3 压痕侧面受力分析Fig.3 Stress analysis of indented side
图3中,将Fit沿咬痕侧面正交分解,即分解成垂直于压痕侧面和沿压痕侧面的2个分力Fitn和Fitt。则摩擦力
Ff=Fitnf;
(2)
式中:f为钳牙与管柱接头外壁咬痕接触面的摩擦系数。
Fitn=Fitcos∠OPQ。
(3)
在三角形△POQ中,有

(4)
综合式(1)、(3)、(4),可得:

(5)
对于钳牙齿,匀速上卸扣过程中受力平衡,满足方程组:
(6)
综合式(1)、(2)、(5)、(6),可得:
Fn(R-t)fv=T。
(7)
(8)
在上卸扣过程中,钳牙齿和管柱接头不允许打滑,因此钳牙齿咬入管柱接头外壁时产生的当量摩擦力矩应大于阻力矩[9],即
(9)
1.2 钳牙咬入条件
钳牙齿在法向力Fn作用下咬入管柱接头外壁的深度为t时,每个压痕的有效受力面积为:
(10)
所以,正压力Fn在管柱接头外壁产生的压应力为:
(11)
钳牙齿要能咬入管柱接头外壁,则此应力应达到管柱接头材料的屈服强度σgy,则
(12)
实际应用时,管柱接头材料的屈服强度可以用其压痕硬度代替。
2 管柱与钳牙强度分析
2.1 压痕抗挤压强度条件
Fitn在管柱接头外表面压痕侧面的作用面积为
(13)
所以Fitn在管柱接头外表面压痕侧面产生的压应力为
(14)
为保证上卸扣过程中管柱接头外表面的接触面不被压溃,应满足
选取我院2013级护理专业四年制同一年级两个双证书班,共118名学生为研究对象,分为实验组和对照组,两组均在第二至第三学期开设护理学基础课程。两组护生在性别、年龄、入学水平方面比较,差异无显著性(P>0.05),具体见表 1。

(15)
式中:[σgbc]为管柱材料的许用抗压强度。
2.2 钳牙齿咬入部分抗剪切强度条件
钳牙齿咬入部分的受剪面积与钳牙齿在法向力Fn作用下能咬入管柱接头外壁的深度为t时每个压痕的受力面积相同。而所受剪力则为Fit,所以钳牙齿咬入部分的剪切应力为:
(16)
则钳牙齿咬入部分的抗剪断强度条件为:
(17)
式中:[σqc]为钳牙齿材料的许用剪切强度。
2.3 牙根抗弯曲强度条件
保守地,每个钳牙齿根受到的弯矩可近似为
(18)
钳牙齿根受弯截面的抗弯系数为
(19)
所以,钳牙齿根的弯曲应力为
(20)
为避免钳牙齿的齿根折断破坏,应满足
(21)
式中:[σqb]为钳牙齿材料的许用弯曲强度。
3 钳牙齿的磨损分析
除避免上述钳牙齿的失效形式之外,另外一个不可避免的失效形式是磨损。在载荷作用下,运动副之间的摩擦导致零件表面材料的逐渐丧失或迁移。磨损会影响铁钻工的效率,降低其工作的可靠性[10]。影响钳牙齿磨损的主要因素包括材料性能、载荷工况、几何结构及环境等。对于钳牙齿而言,材料性能主要是硬度和弹性模量,在满足抗弯强度、抗剪强度及抗压强度的同时,尽可能提高材料的表面硬度,选择弹性模量较高的材料。载荷工况主要是载荷大小、作用次数,载荷越大、循环次数越多,磨损量就越大。几何结构主要决定钳牙齿与管柱接头外壁的接触应力的大小、应力集中等。环境因素主要是温度、润滑,温度的升高会加速磨损,而润滑虽然有降低磨损程度的作用,但会导致摩擦力降低,容易出现打滑现象。
4 钳牙参数敏感性分析
本文研究的影响钳牙齿与管柱接头外壁接触时当量摩擦系数fv的因素有咬痕深度t、牙型角θ、钳牙牙顶倒角半径r1、管柱外半径R。根据式(8)分析4个因素对当量摩擦系数fv的影响。钳牙齿与管柱接头外壁接触时,管柱为高合金钢,钳牙为碳素钢,根据2种材料选取摩擦系数f为0.12,各参数的取值水平见表1。

表1 当量摩擦系数的因素及其水平Tab.1 Factors of equivalent friction coefficient and their levels
正交试验设计利用一套规格化的正交表[11]安排试验, 4个因素4个水平对应的可选用的正交表为L16(45),即进行16次试验。将咬痕深度t、牙型角θ、钳牙牙顶倒角半径r1、管径外半径R这4个因素分别标记为A、B、C、D,表中有一列为空列标记为E,其正交设计及试验结果见表2。
正交试验结果的分析方法有2种,即极差分析法(直观法)和方差分析法。极差分析法具有计算简便、简单易懂等优点,是正交试验结果分析常用的方法[12]。对上述正交试验结果进行极差分析,得到极差结果见表3。
由表3可知,因素B的极差最大,表明牙型角θ对当量摩擦系数fv的影响最为显著,其次是咬痕深度t和管柱外半径R,钳牙牙顶倒角半径r1的极差最小,对当量摩擦系数fv的影响几乎可以忽略不计。

表2 正交设计及试验结果Tab.2 Design and results of orthogonal tests
表3 试验结果统计分析Tab.3 Statistical analysis of orthogonal test results
绘制咬痕深度t、牙型角θ、管径外半径R在正交试验4水平值下的当量摩擦系数fv均值折线图如图4所示。由图4可知,要求咬痕深度t≤1.0 mm时,对常用管柱直径系列(即管柱外半径R水平1、水平2、水平3,分别对应管柱直径为D=88.9 mm、114.3 mm、127 mm),牙型角θ的最佳取值介于其水平2(θ=80°)与水平3(θ=100°)之间。
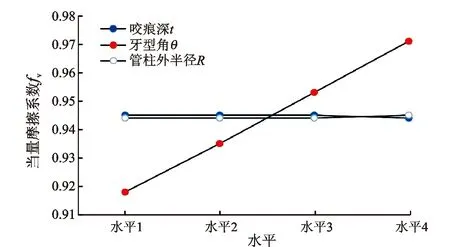
图4 t/θ/R 4水平下当量摩擦系数fv均值Fig.4 Mean values of equivalent friction coefficient fv under four horizonts of t,θ and R
在金属摩擦系数f=0.12,钳牙牙顶倒角半径r1=0.5 mm时,分别以牙型角θ与咬痕深度t、牙型角θ与管柱外半径R为自变量,当量摩擦系数fv为因变量拟合曲面如图5、图6所示,可以更直观地对比不同因素组合对当量摩擦系数fv的影响。
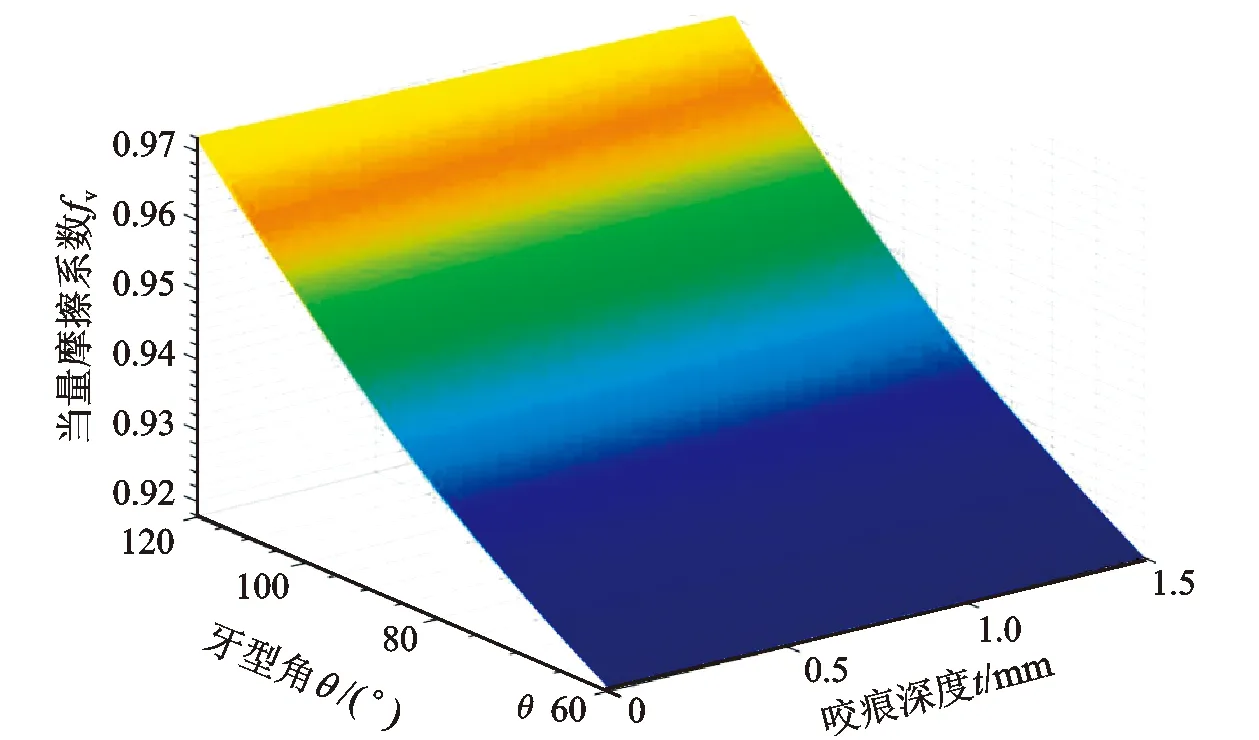
图5 θ/t因素指标水平曲面Fig.5 Equivalent friction coefficient curved surface of factors θ and t
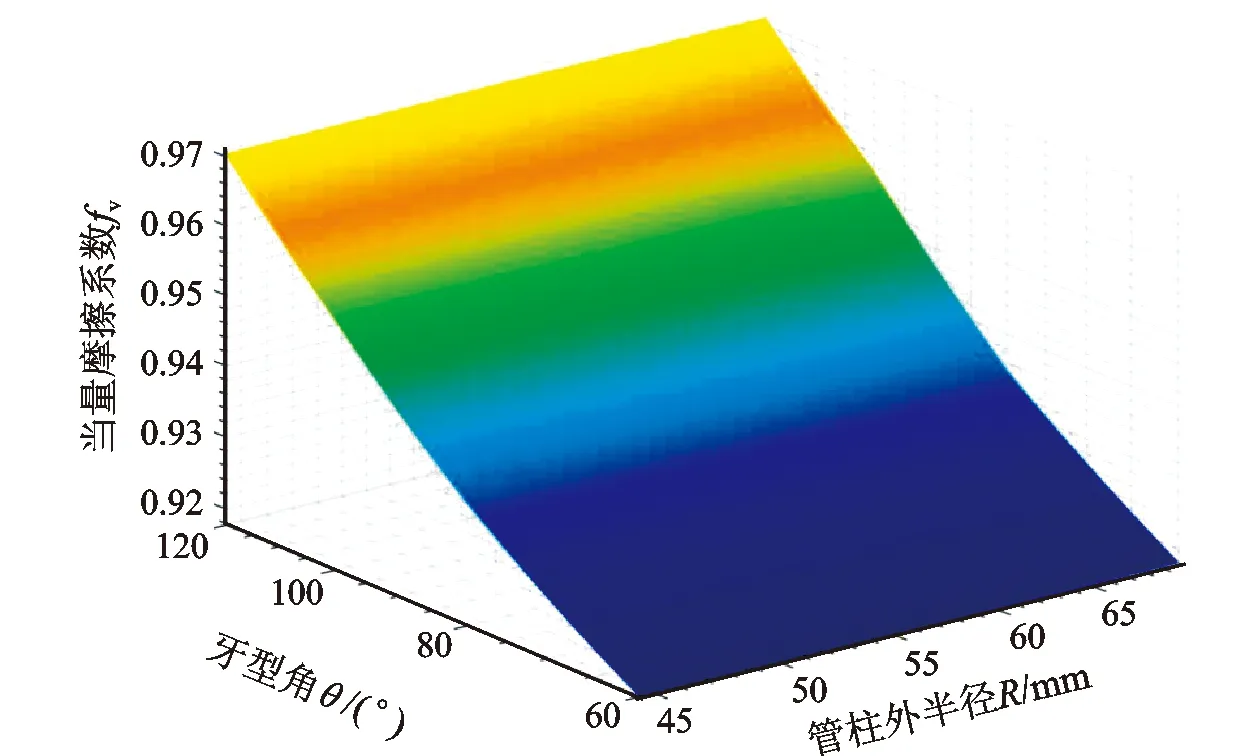
图6 θ/R因素指标水平曲面Fig.6 Equivalent friction coefficient curved surface of factors θ and R
5 结 论
(1)钳牙齿和管柱接头外表面压痕在上卸扣过程中是不允许打滑的,即钳牙齿压入管柱接头外壁时产生的当量摩擦力矩应大于阻力矩,不满足条件时,铁钻工应停止工作。
(2)钳牙齿应遵循抗磨损设计原则进行设计,力求避免或减轻磨损,增长其使用寿命。
(3)咬痕深度t、牙型角θ、钳牙牙顶倒角半径r1、管柱外半径R对当量摩擦系数fv影响的敏感性从大到小依次为:牙型角θ、咬痕深度t、管柱外半径R、钳牙牙顶倒角半径r1。
(4)对于常用的管柱直径系列(D=88.9 mm、114.3 mm、127 mm),为使其在被夹持时的咬痕深度t≤1.0 mm, 钳牙的牙型角θ的取值范围应为80°~100°,此时当量摩擦系数fv为较优值。