搅拌式浮选自动液位控制的设计及应用
2019-10-11王泽坤
王泽坤
(云南华联锌铟股份有限公司,云南 马关 663700)
到目前为止,浮选设备的发展已经有了近百年的历史,并且伴随着科技的不断发展,现在的浮选技术已经得到了很大的提高,浮选机也开始变得更加多样化、系列化、大型化和自动化,同时应用的领域也在不断的扩展。作为选矿工艺中的重要设备之一,它对整个选矿工作起到了决定性的作用。对于浮选机来说,浮选槽内矿浆液位的稳定,对浮选机设备本身、工艺流程的正常运行是重要的前提和保证,对生产指标的提高都有着重要的作用。因此,需要采用先进的自动控制设备,设计适合于大型设备和复杂工艺的控制算法来实现液位的自动控制。
1 浮选机自动控制液位设计
在设计浮选机自动控制液位中要选用自动化的配套设备,用来使浮选机的液位、充气量以及甘油进行自动调节、自动控制和自动添加的功能。控制系统选择可靠性高、性价比高的PLC控制系统,同时还应该加设通讯功能以及与其相匹配的触摸屏显示器,并将这两种装置安装在液位机的控制柜中,这样可以对电气控制回路中所有的元器件进行故障的监控,将仪表盘上的所有监测数据以及所有设备的工作状态情况都显示出来,生产操作人员通过触摸显示屏可以完成所有的操作。
1.1 电气控制
浮选机中电气控制是最主要的部分,主要用于对铜、锌、铅、镍等有色金属进行选别,也可以用于黑色金属和非金属的粗选和精选[1]。电气控制是由电动机三角带传动带动叶轮旋转,在旋转的过程中会产生离心作用从而形成负压,在吸入充足的空气与矿浆混合的同时,将矿浆与药物进行充分的搅拌并混合,在这一过程中,泡沫会不断细化,使矿物粘合泡沫之上,浮到矿浆面再形成矿化泡沫。调节电气控制中的闸板高度,以达到控制液面高度的目的,使有用的泡沫容易被刮板刮出。通过以上的因素分析,结合8立方浮选机工业试验的成果,研究选用精确的检测仪表、线性控制流量的执行机构和满足生产稳定运行的控制器基础上,采用多回路液位协同控制算法,优化了液位自动控制系统。该系统由液位测量装置、控制器、气动调节阀组成[2]。气动调节阀由气动执行机构和排矿阀组成,其原理框图如图1所示。

图1 浮选液位自动控制系统原理图
1.2 浮选液位自动控制系统硬件组成研究
根据自动控制理论,一个完整的控制系统主要由控制对象、检测机构、控制器和执行机构组成[3]。针对GF-8浮选机机和工艺流程的特点,对液位自动控制系统的硬件结构进行了以下研究。
(1)液位测量装置。液位测量装置由北京矿冶研究总院自主研发,采用激光液位计测量液位,误差小,测量精确,同时由于是非接触式测量,磨损极小,使用寿命长,一旦运行,稳定可靠,维护工作量很小,长期工作也不会产生位置漂移的现象,无需再进行仪表的校验。液位测量装置由专用激光测距测量仪、测量支架、浮球组件(浮球、连杆、反射盘)、喷淋装置和隔离筒等部件组成,将液位值以4mA~20mA信号输出。隔离筒的设计起到了消泡并稳定测量值的作用,结构原理见图2。
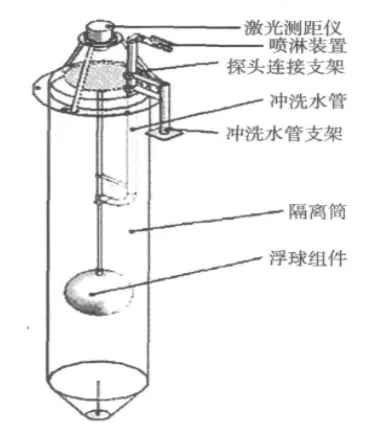
图2 液位测量装置原理图
(2)液位专用气动执行机构。液位专用气动执行机构由气缸、锥阀、连接杆组成,通过调节气缸的行程来带动与其连接的锥阀,从而改变锥阀的开启度,以此来调节矿浆流量,改变液位高度。气缸自身的承重、行程、响应特性、锥阀的规格和流量特性,以及连接杆材质和尺寸等都影响着执行机构的性能,增加了故障位的保护,在意外停电时锥阀会上提,防止发生意外生产事故;在停止供气时进行保位,保障生产的顺利进行。同时,改进了锥阀的角度,接近快开型特性曲线,实现了线性调节。
(3)液位控制器。作为控制系统的核心,采用了AB公司Compact系列的PLC作为硬件核心,控制算法由BGRIMM自主设计。通过CPU配套的I/O模块,将各种控制信号和测量信号比如液位测量值、阀位开启度等采样输入到控制器中,CPU通过事先加载到内部的程序进行计算,最后将计算出的控制信号比如阀门的开启度等给输出模块,刷新输出控制执行机构动作,从而调节矿浆流量使液位保持在预期的设定值。人机交互采用触摸式平板电脑,在平板电脑中安装上位机程序软件进行设定控制器的参数及工艺参数,实现液位的自动控制,同时实时监视浮选全流程的液位状态和执行机构状况。为了提高控制系统的适应性和稳定性,增加了就地控制设备。工作人员除了控制PLC根据工艺自动控制液位外,还可以在就地调节执行结构。此外通过MODBUS通讯,PLC与中控室DCS系统进行连接,允许DCS远程监控浮选作业。各种控制方式均做到了无扰切换,提高了系统的稳定性和灵活控制。
2 浮选液位自动控制系统软件结构的研究
浮选液位自动控制系统软件分为上位机软件和下位机软件。①上位机软件。上位机软件即人机交互界面软件,在WonderWare平台下开发的Intouch应用程序,主要实现液位、风量的实时数据采集监测、控制、参数设置和历史数据的存储。这种人机交互软件较西门子的触摸屏具有很高的灵活性,且涵盖的信息量大,用户可以方便地进行二次开发和扩展。②下位机软件及控制算法。下位机软件即PLC程序,通过液位优化控制算法实现液位的自动控制。该优化算法的核心是前馈控制加反馈控制。图3为液位优化控制原理图。

图3 浮选液位优化控制原理
反馈控制采用PID控制算法,而前馈控制通过综合各个回路之间的耦合程度、给矿量的变化、执行机构的开启度变化、供风量的大小和稳定程度等因素作为影响控制系统的干扰源,以及执行机构的流量特性,从而计算得到控制量。与PID控制算法计算得到的控制量一起来控制执行机构动作,最终控制浮选作业的液位使其达到预期的设定值。
3 对比与传统浮选液位控制设备的区别
传统的XJ型机械搅拌式浮选机型式较老,但在我国应用的范围却广泛,在这种浮选机设备中通常采用U型管法,其基本原理是首先将尾矿引入到U型管当中,U型管起到引流的作用,能够将尾矿传输到储存尾矿的箱中,并且在箱中的液位处在同一高度上。一旦液位的调节速度变慢,会造成尾矿和精矿的划分不够精确,稳定性较差,因此降低了整个浮选产物的稳定度。而在本文设计的浮选设备中,主要选用电气控制进行调节,可以使控制更稳定,也因此保证了浮选的精度和稳定性。在传统的XJ型机械搅拌式浮选机的浮选过程中,当达到稳定状态后,其输出不是保持不变的,而是在事先设定的范围内波动,这样会造成执行机构的频繁运作,因此缩短了执行机构中设备的使用寿命。但本文的8立方浮选机自动控制液位采用智能优化的方式,在被控制的对象到达稳定状态时,将其数据进行收集并且优化内置算法,将计算出的最佳值输出,再切换成手动的形式将固定的数值设为最佳值。同时为了延长执行机构设备的寿命,避免其频繁的运行,选用专门的液位测量装置和电气控制装置作为浮选机的自动控制装置。这样可以控制整个浮选过程,同时能够实现对充气量的自动调节,使整个浮选流程更加稳定。传统的XJ型机械搅拌式浮选机中在尾矿管中加设阀门实现电动控制。这种方法的弊端是敏感度不高,很难进行精确的调节,其次是对阀门的操作动作过于频繁,降低稳定性,造成整个装置出现动荡问题,不利于矿物的分选,降低效率。而浮选机自动控制液位的设计中进行了提高自动控制的精度的设计,保障了装置的整体稳定性能,同时也提高了整个设备的效率。
4 立方浮选机自动控制液位的应用
浮选机自动控制液位在实际的工作中,表现优异,对液位的调节能够做到闭环控制,以此提高分选环境的质量,同时在设计时,在浮选柱侧面设计的操作箱,能够进行远程的控制和人工调节相结合,达到了浮选机设备的稳定性要求。通过对执行结构的优化设计使用电控液控以保证了设备精准性又减少了设备工作的频率,以此达到提高设备寿命的目的。并且在设备运行很长时间后也没有出现任何故障问题。通过对液位检测的优化设计,满足了采矿工艺运行的要求,提高了设备作业时的自动化水平,降低了剩余尾矿的品质,提升了采集金属的效率,因此带来了非常可观的经济效益。GF-8浮选机设备在运行时十分稳定,自动控制液位能够正常的运作,矿浆的泡沫层稳定,且厚度可依照采矿工业生产要求进行相应的调试,采矿工艺指标十分理想。设备中的人机操作界面能够使工作人员进行各项状态检查和控制更加方便。GF-8浮选机自动控制液位设备不仅满足高效化、自动化的采矿工业的发展需求,还提高了各技术的指标,最终做到节能降耗、提高综合经济效益等具有重要意义。
5 结论
对于采矿量、浮选机液位和加药量等工艺参数,通过合理的设定都能够实现设备的稳定性,增加效率,从而获得更高的收益。浮选液位控制精度会对金属收率和精、尾矿品质会造成直接的影响,因此,对于浮选液位的控制是采矿工艺中最为严格的,对于浮选机液位的控制还需进行更加深入的研究,以此为我国采矿工业取得更好的成绩打下坚实的基础。