三通道数码纺混色纱色谱体系构建及其彩色纱性能分析
2019-10-10张婷婷徐志武陈连光
张婷婷, 薛 元, 徐志武, 于 健, 陈连光
(1. 生态纺织教育部重点实验室(江南大学), 江苏 无锡 214122; 2. 巢湖雅戈尔色纺科技有限公司, 安徽 合肥 253000)
色纺纱技术是将若干种有色纤维按照特定比例混合纺制成具有时尚色彩的纺纱技术,运用色纺纱制成的面料和成品不需要再进行染色,被认为是一种绿色生态短流程技术[1]。但由于不能自如地在纺纱阶段进行色彩的调控,色纺纱的实际生产运用受到了很大的局限性。
近几年,天然彩色纤维、染色彩色纤维、原液着色彩色纤维、智能变色彩色纤维等彩色纤维的大量出现,使得如何实现彩色纺纱成为色纺纱行业面临的一个挑战。所谓彩色纺纱就是运用各种彩色纤维纺制五彩斑斓的彩色纱线,且在纺纱过程中可在线即时调控纱线的色相、饱和度和明度。
多通道数码环锭细纱机通过对3个异色粗纱异步牵伸、梯度配色、汇合加捻,实现在线调控混色纱线中色纤维的混纺比,为实现彩色纺纱提供了技术手段[2-3]。将这种新型的混色数码纱线用于织造,可在织物表面形成丰富的颜色及纹影变化[4]。本文在三通道数码环锭细纱机上重点研究以青色(C)、品红(M)、黄色(Y)、黑色(K)、白色(W)五基色粗纱的色彩组合及比例梯度变化,构建色相、饱和度及明度梯度分布的色纺纱色谱空间,为设计彩色纱线的色彩搭配及组合比例奠定基础。
1 三通道数码纺数控混色原理
三通道数码环锭纺纱系统通过编程控制多个伺服电动机独立驱动喂入罗拉,传统的粗纱通道被3只同轴异速的组合式后罗拉所取代。纺纱时由程序控制后罗拉伺服驱动电机的转速,使后罗拉的3个粗纱通道分别喂入不同量的有色纤维须条,实现纤维组分比例和纱线线密度可在线控制[5]。
1.1 三通道数码纺纱机数控纺纱机制
三通道数码环锭纺纱机在纺纱时可通过伺服控制系统调控各粗纱分别按照单通道单基色喂入、双通道双基色组合喂入和三通道三基色混合喂入这3种模式进行喂入,经耦合牵伸后再加捻形成线密度为ρ的细纱。本文以3个通道喂入3根粗纱的纺纱模式为例进行纺纱机制推论。

(1)
在纺纱过程中,一般粗纱线密度是恒定的,因此最终纺制的细纱线密度可通过改变各通道牵伸比进行数字化调控;各通道牵伸比可通过伺服驱动调控系统对各罗拉实现在线单独控制。
1.2 三通道数码纺纱机数控混色机制
在3个牵伸通道内分别喂入不同色彩的粗纱ρ1、ρ2、ρ3,各通道牵伸比为E1、E2、E3,细纱线密度为ρ、混色比为K1、K2、K3,则可得到
(2)
此式说明,将3根异色的粗纱喂入三通道数码环锭纺纱机进行混色纺纱时,各通道的牵伸比与该通道色纤维在纱线中的混纺比成反比,因此,可以根据纱线内彩色纤维的混纺比确定各通道的牵伸比,也可由牵伸比调控纱线内彩色纤维的混纺比。将计算的牵伸比输入伺服控制系统,按照特定混纺比进行三通道数码纺纱,即可纺出混纺比任意的混色纱。
2 五基色混色模式及色谱体系构建
粗纱的颜色种类越少,对生产效率的提高越明显。本文通过对自然界颜色的分析,利用青、品红、黄、黑、白这5种粗纱按不同比例混合模拟大自然中的颜色。在三通道数码纺系统中,不同颜色的粗纱按设计的牵伸比混纺成纱,完成颜色的混合。这是只需3种颜色粗纱即可配出多种颜色细纱的全新纺纱系统。
目前三通道数码纺纱系统最多可喂入3根粗纱,因此,可在五基色粗纱中任选3种或3种以下进行颜色混合。本文将混合梯度变化设定为10%,通过排列组合将所有的混合比例进行总结与分类。
2.1 五基色混色模式
2.1.1 单通道单基色模式
单通道单基色纺纱模式,即只在一个通道内喂入一种有色粗纱进行数控纺纱,单通道单基色共有5种纺纱模式,如表1所示。五基色细纱的颜色根据CMYK模式进行表达,具体颜色属性如表2所示。例如模式S2表示在喂入通道1中只输入品红颜色的粗纱,根据颜色属性表2可知细纱颜色的CMYKW值可表示为(0 100 0 0 0)。

表1 单通道纺纱模式Tab.1 Single channel spinning pattern
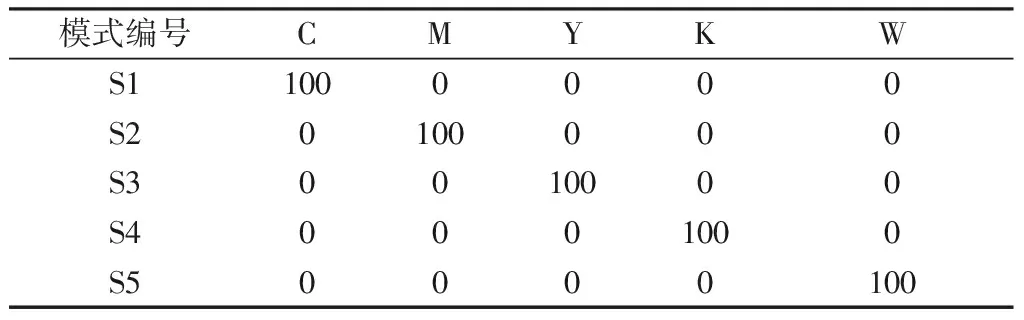
表2 单基色颜色属性Tab.2 Single primary color attribute
2.1.2 双通道双基色混色模式
双通道双基色纺纱模式,即在数码纺细纱机上选取2个通道分别喂入不同颜色的粗纱进行纺纱。五基色双通道纺纱模式共有10种,如表3所示。

表3 双通道双基色纺纱模式Tab.3 Dual channel dual primary spinning pattern
从五基色中任选两色粗纱A、B进行混纺,模型中混色色块用ai(i=1,2,…,9)表示,左右两边标有A、B的色块表示混色所用的2种粗纱的基础纯色,从左往右A、B两色纤维以10%为配比梯度进行变化混合。ai表示该色块的混色比为
CA∶CB=(100-i×10)∶(i×10)
(3)
式中:CA、CB分别为2种基色在混色中的占比。
双基色分别为2种基色如表4所示。

表4 双基色混纺比模型Tab.4 Double primary color blending ratio model
2.1.3 三通道三基色混色模式
三通道三基色纺纱模式,即在3个通道内分别喂入不同颜色的粗纱进行纺纱。五基色三通道混色模式共有12种,如表5所示,其中通道1、2喂入2种基础色粗纱,通道3喂入的是调节色粗纱。

表5 三通道三基色纺纱模式Tab.5 Three-channel three-primary spinning pattern
从五基色中任选两色粗纱A、B,作为基础色,以10%为梯度进行两色混合,再任选一种颜色粗纱Z作为调节色,在两基础色按梯度配比的前提下,再以10%的梯度进行色彩叠加。
混色色块用bij(i,j=1,2……9)表示,其中i表示行,j表示列。设计色块的混色比表达式为:i表示调节色Z纤维在混色纱中的占比,即(i×10);j表示基础色B纤维在混色纱中的占比,即(j×10);则基础色A纤维在混色纱中的占比表示为(100-j×10),因此,该色块混色比bij的表达式为
CZ∶CA∶CB=(i×10)∶(100-j×10)∶(j×10)
(4)
式中:CZ、CA、CB为任意选择的三基色在混色中的占比。
CMYK模型中任意选择的三基础色纤维A、B、Z和目标混纺色纱bij的颜色属性可表示为A(CaMaYaKa),B(CbMbYbKb),Z(CzMzYzKz),bij(CqMqYqKq)。根据混色原理以及混色比可以得到如下关系式
(5)
其中:
(6)
(7)
(8)
(9)
由三基色组合的混纺比模型如图1所示。

图1 三基色混纺比模型Fig.1 Three primary color blending ratio model
2.2 五基色色谱体系构建
利用Photoshop软件,在其调色板中分别对品红色(M)、黄色(Y)、青色(C)、黑色(K)、白色(W)进行数字化组分配比。根据数码纺纱系统的特性,分为单基色、双基色、三基色3种情况进行数字化控制,完成数码纺纱系统的成纱颜色模拟。
2.2.1 单基色色谱
在三通道数码环锭纺纱机进行单基色纺纱时,细纱颜色与粗纱颜色基本保持一致,细纱颜色只因线密度不同而略有差异。色彩模拟效果如图2所示。

图2 单基色模拟图Fig.2 Single primary color simulation
2.2.2 双基色混色色谱
三通道数码环锭纺纱机进行双基色纺纱时,通过三原色混合配色,形成一种色彩到另一种色彩的渐变;以及某一原色与黑或白色混合,对原色进行饱和度和明度的调控。
在总量为100%的基础上任选2种原色作为基色,以10%为梯度完成色相调控。双基色色相调控模拟效果如图3所示。
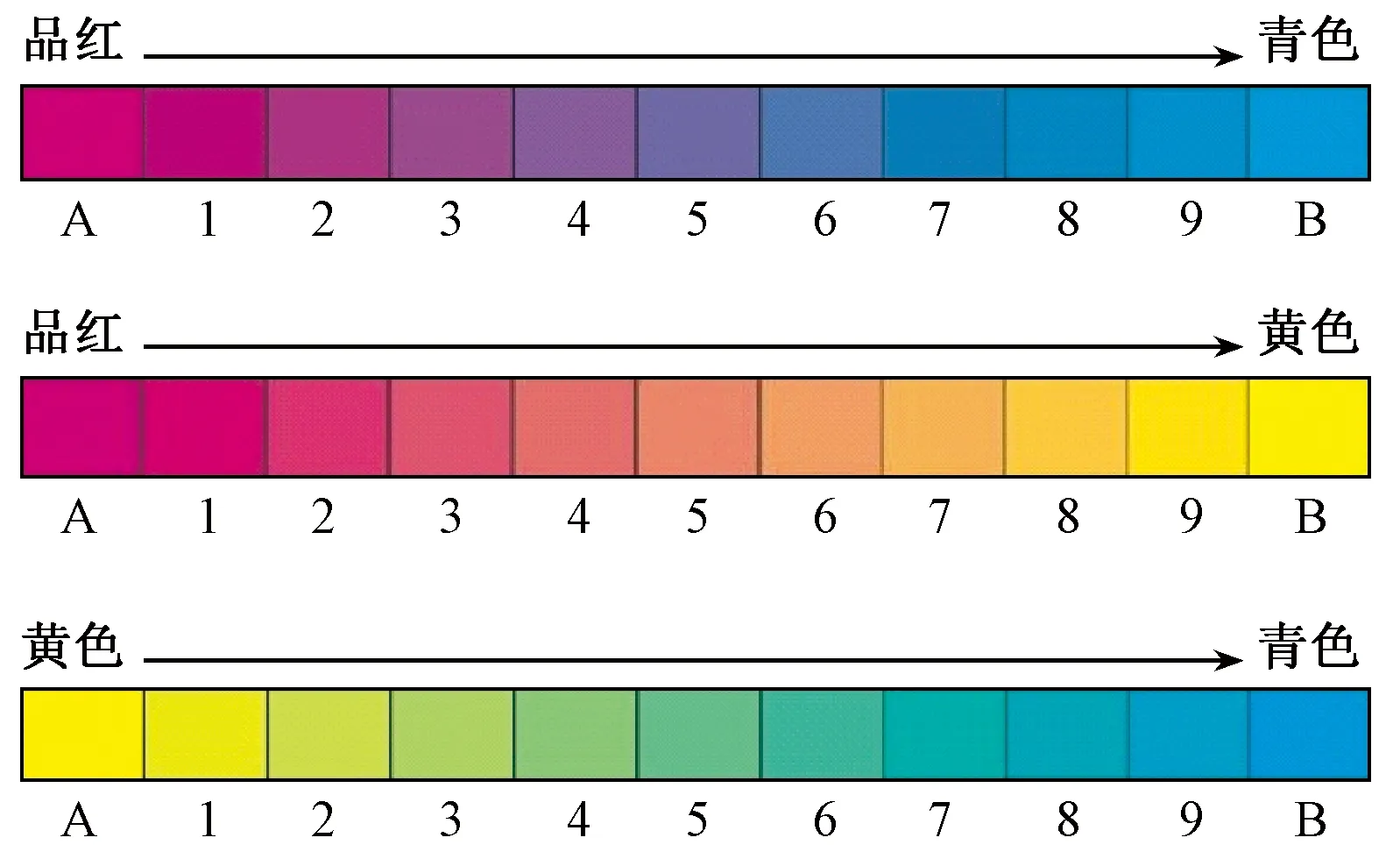
图3 双基色色相调控模拟图Fig.3 Dual primary color hue control simulation
在总量为100%的基础上任选一种原色与白色作为基色,以10%为配比梯度完成该原色的明度调控。双基色明度调控模拟效果如图4所示。

图4 双基色明度调控模拟图Fig.4 Double primary color brightness control simulation
在总量为100%的基础上任选一种原色与黑色作为基础色,以10%为配比梯度完成该原色的饱和度调控。双基色饱和度调控模拟效果如图5所示。
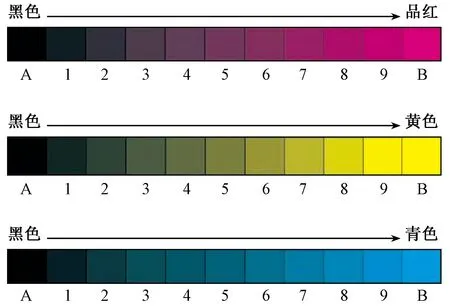
图5 双基色饱和度调控模拟图Fig.5 Double primary color saturation control simulation

图6 双基色灰度调控模拟图Fig.6 Double primary color gray scale control simulation
黑色与白色以10%为梯度进行配色,完成灰度的调控。双基色灰度调控模拟效果如图6所示。由2.1.2节中双基色混纺比模式可知,模拟图中任一色块的混色比,例如图3中由品红与黄色两基础色混合的色块a4,其表示的混色比为CM∶CY=60∶40。
2.2.3 三基色混色色谱
三基色混色是以三原色混合可以形成所有颜色,且与黑、白2种颜色混合可以进行饱和度、明度调控的性质为基础的。将三基色混色模型分为4大类,分别为:色相调控模式、明度调控模式、饱和度调控模式以及灰度调控模式。
当3种基色为三原色时即形成色相调控,先择取2种原色在横向(行)方向上以10%为递增梯度进行组合,纵向(列)方向上再以10%为递增梯度添加第3种原色完成色相调控。色相调控模拟效果如图7所示。
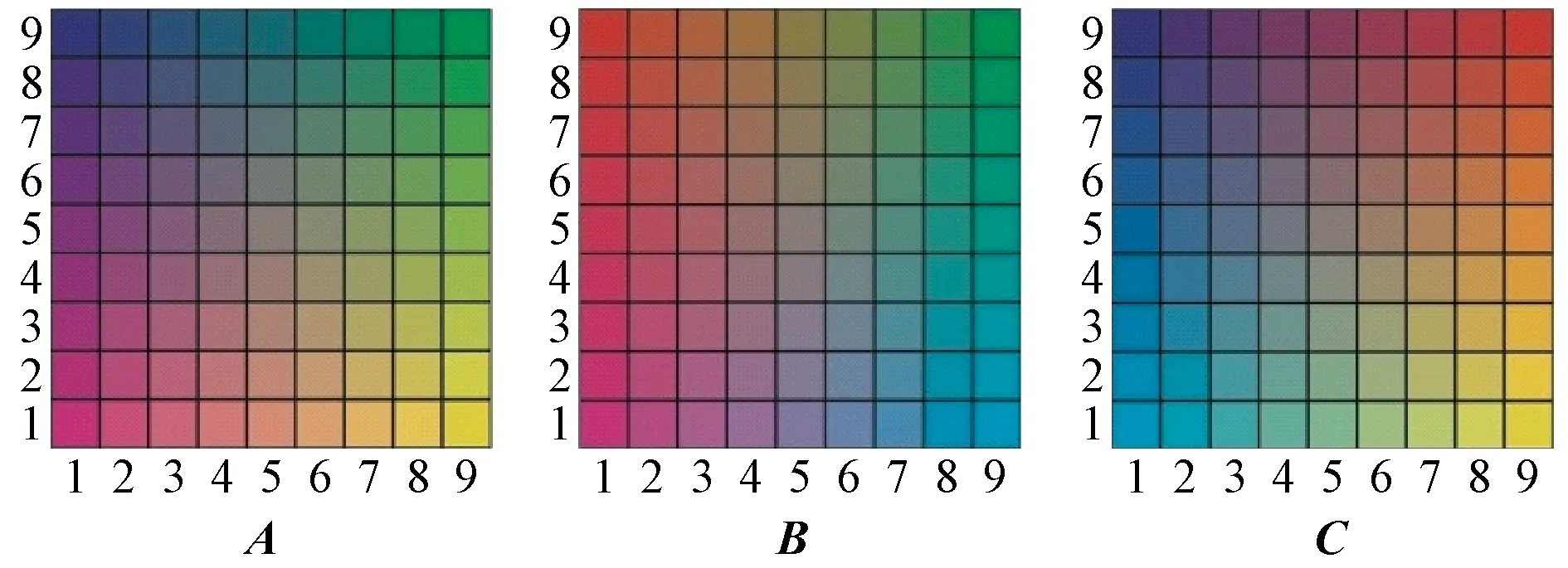
图7 三基色色相调控模拟图Fig.7 Trichromatic hue control simulation
例如A矩阵表示选取品红和黄色两原色作为基础色在行方向上以10%为递增梯度混合,列方向上再以10%为递增梯度添加青色,完成色相调控。由2.1.3节中三基色混纺比模型知,矩阵A中色块b34的混纺比可表示为CC∶CM∶CY=30∶60∶40,B、C色块的混纺比都可以此类推。
当三基色为三原色中的任意2种与白色时,即先取2种原色在横向(行)方向上以10%为梯度进行组合,纵向(列)方向上再以10%为递增梯度添加白色完成明度调控。明度调控模拟效果如图8所示。例如矩阵E表示品红与青色两原色梯度组合后再梯度加入白色进行明度调控。由2.1.3节中三基色混纺比模式知,矩阵D中色块b56的混纺比表示为CW∶CM∶CY=50∶40∶60,E、F色块都可以此类推。

图8 三基色明度调控模拟图Fig.8 Trichromatic brightness control simulation
当三基色为三原色中的任意2种与黑色时形成饱和度调控,即先选择2种原色以10%为梯度组合,再以10%为递增梯度加上黑色,3种饱和度调控模拟效果如图9所示。例如矩阵E表示品红与青色2种原色组合后再梯度加入黑色,进行饱和度调控。由2.1.3节中三基色混纺比模型可知,矩阵H中色块b27的混纺比可表示为CK∶CM∶CC=20∶30∶70,G、I模型色块都可以此类推。

图9 三基色饱和度调控模拟图Fig.9 Trichromatic color saturation control simulation
当3种基色为黑色和白色与三原色任意1种时,形成灰度调控,即黑白两色先以10%为配比梯度组合,再以10%为递增梯度加上某种原色,3种灰度调控模拟效果如图10所示。例如矩阵L表示黑、白两色梯度组合后加入青色,进行灰度调控。由2.1.3节中三基色混纺比模型可知,矩阵L中色块b93的混纺比可表示为CC∶CW∶CK=90∶70∶30,其余色块都可以此类推。

图10 三基色灰度调控模拟图Fig.10 Trichromatic gray scale control simulation
根据Photoshop软件对纱线颜色的模拟,一共得到1 041种颜色,其中单基色5种,双基色混色90种,三基色混色946种(三基色色相调控模型中有25种颜色重复出现,在计算颜色种类时已将重复颜色剔除)。该套系统选用10%为梯度对5种基色进行排列组合式的混合,将颜色尽可能条理性地细分化。运用这套纱线颜色模拟系统,可以更加直观地从系统中选择目标颜色,得到目标颜色准确的CMYK值,不仅提高了色纱打样的效率,节省生产成本,更是减小了色差,提升成纱颜色的精确性[6]。
3 数码彩色纺纱工艺及性能研究
3.1 数码彩色纱的工艺设计
本文实验基于三通道数码环锭细纱机,以10%为梯度配比,纺制明度与饱和度逐渐变化的五基色双通道彩色纱。双基色混纺比模型如表4所示;混色纱模拟效果如图4、5所示,其中明度与饱和度变化共有6组,每组有9种混色比,即该部分共需纺制54种不同颜色的细纱。
实验原料采用规格为4.3 g/(10 m)的红、黄、青、黑、白五色粗纱;细纱设计为线密度为19.43 tex、捻度系数为320的Z捻向混色纱;纺纱设备为JWF1551型环锭数码细纱机,锭子转速为12 000 r/min。设定主牵伸通道后区牵伸比为1.2,则牵伸比计算公式为
(10)
式中:Ei表示任意颜色纱线的总牵伸比,ρc为该色粗纱的定重,P表示该色单纱在混色细纱中所占的百分比,Ttex表示混色细纱线密度。将混色细纱中占比最大的单色纱总牵伸比除以后区牵伸比1.2,即可得到前区牵伸比;将混色细纱中占比较小的单色纱总牵伸比除以前区牵伸比,即可得到辅通道的后区牵伸比。混色细纱各通道牵伸比如表6所示。

表6 混色纱各通道牵伸比Tab.6 Draft ratio of each channel of mixed color yarn
注:Ez、Eh、Eq分别是粗纱的总牵伸比,后区牵伸比,前区牵伸比。
将纺制的混色纱用16 G宏成HC21 K型纬编圆机织造纬平针织物,线圈长度为0.6 mm,横向密度为98列/(10 cm),纵向密度为160行/(10 cm)。纺成织物后的红、黄、青三色明度调控如图11所示,饱和度调控如图12所示。
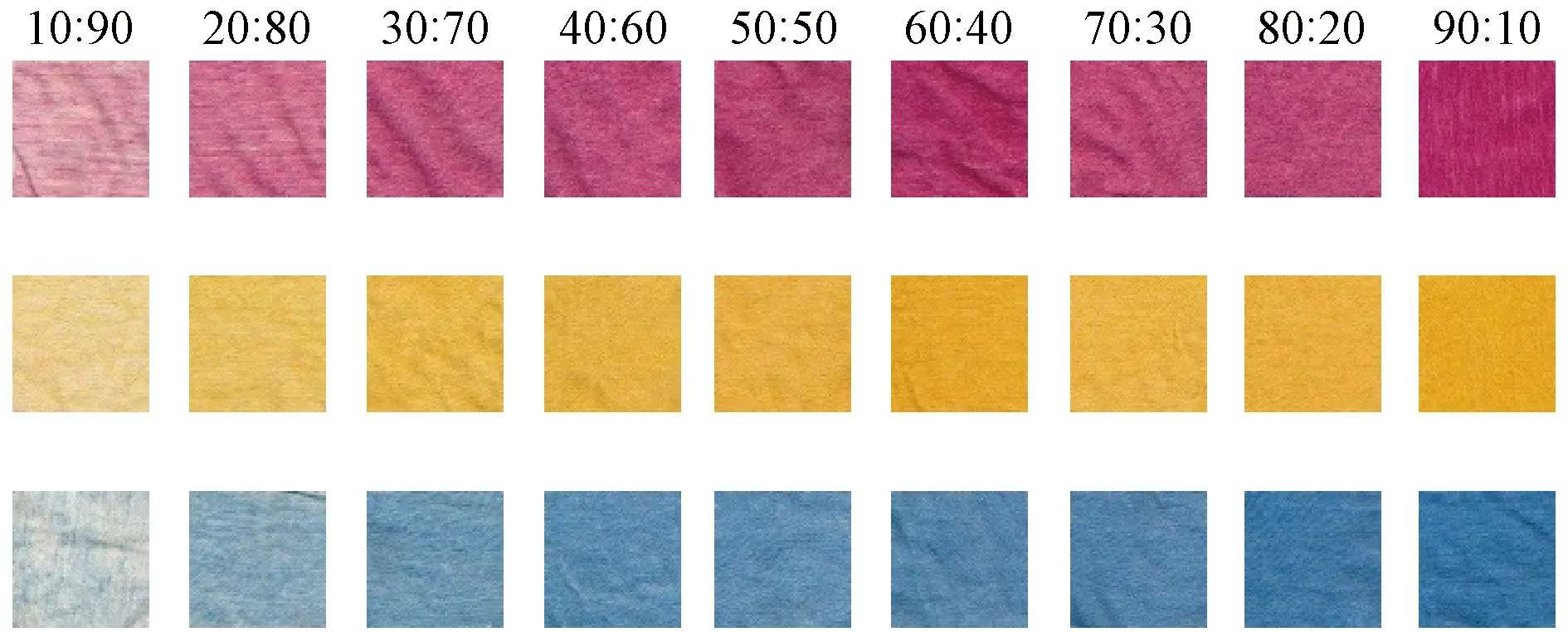
注:第1行为红/白;第2行为黄/白;第3行为蓝/白。图11 明度调控图Fig.11 Brightness control fabric
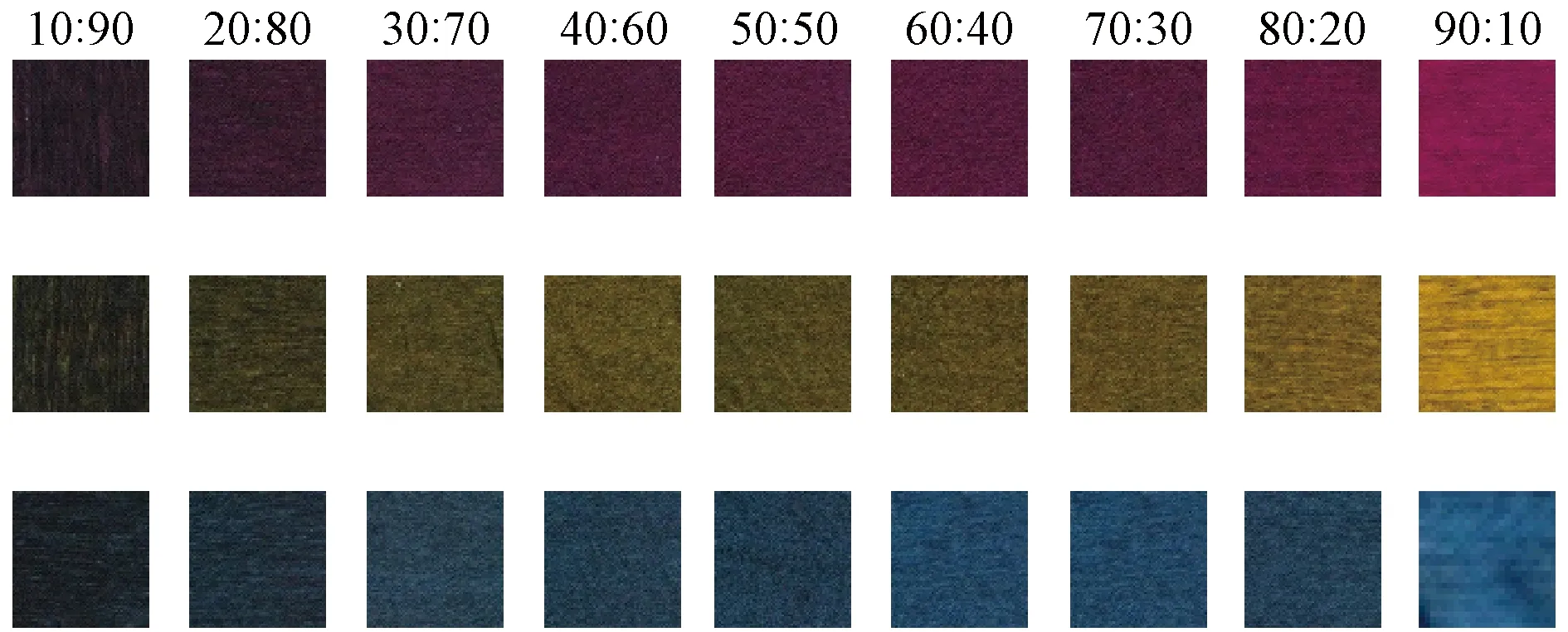
注:第1行为红/黑;第2行为黄/黑;第3行为蓝/黑。图12 饱和度调控图Fig.12 Saturation control fabric
对比分析织物图与图4、5的色块模拟图,可知实物图与模拟图的相似度较高,且织物图之间的梯度变化也较明显,色彩丰富,纹理独特,给人新颖的视觉冲击。
3.2 数码彩色纱性能分析
彩色纱的外观有着特殊的效果,但为达到这种效果,牺牲了普通纱线的某些性能优势。彩色纱主要变化因素为混纺比,因此,本节讨论混纺比对纱线条干、纱线强力、纱线毛羽的影响,并根据结果寻找改善方法。
实验选择品红、青2种粗纱,混纺比以10%为梯度变化,共纺制9种纱,每个品种纺4管,每管纺1 200 m,细纱设计为捻系数为340、Z捻向的线密度为19.43 tex混色纱。然后对这些纱线的条干、强力、毛羽进行测试,讨论牵伸比与混色纱结构的关系、混纺比对纱线条干、纱线强力、纱线毛羽的影响。
3.2.1 混纺比对纱线条干的影响
本文实验采用YG133B/PRO-H型条干均匀度测试仪进行单纱的条干均匀度测试,测试和分析彩色纱线长度方向上的不匀程度和细纱疵点数目。每个混纺比的测试速度为200 mm/min,测试时间为1 min,测试10次,取平均值,实验数据如表7所示。
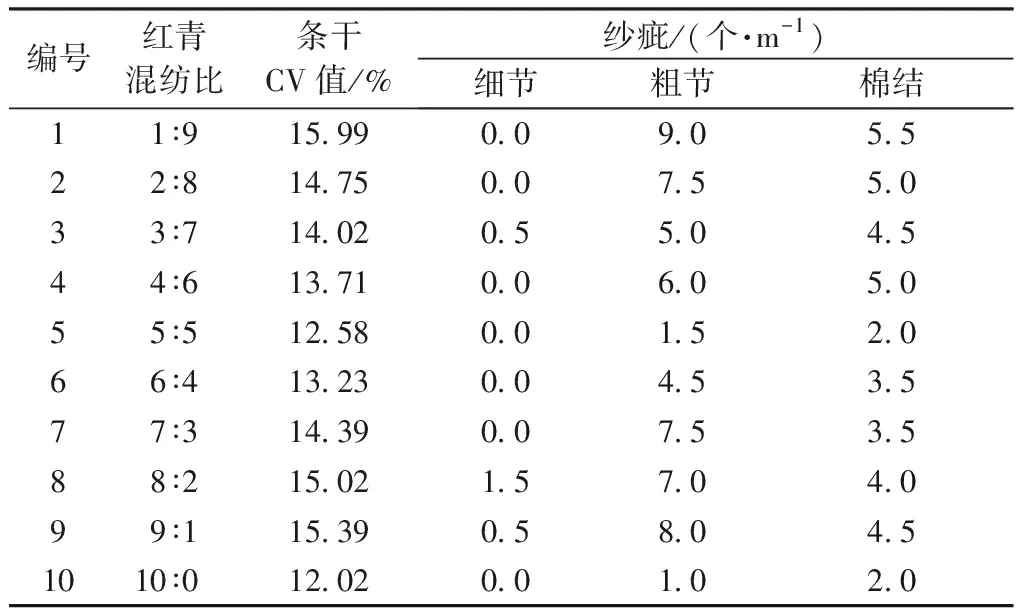
表7 彩色纱条干均匀度Tab.7 Color yarn evenness
纱线的条干均匀度主要表达了纱线外观的粗细均匀度。由表7可以看出,彩色纱的条干均匀度、粗细节和棉结比纯色单纱大很多。实验发现彩色纱在纺纱过程中随着混纺比差异的增大,纱线的条干恶化会越严重。这是由于混纺比差异较大时,输入较少的该部分粗纱的牵伸倍数会变大,在三角区加捻的时候罗拉对其的牵制能力小,机械振动会使该部分纤维浮游于彩色纱的外侧,导致纱线整体的条干变差[7-8]。
3.2.2 混纺比对纱线强力的影响
本文实验采用YG068C型全自动单纱强力仪对单纱进行断裂强力、断裂伸长率等性能测试,测试时上下夹持间隔为500 mm,每个混纺比测试20次,取其平均值,实验结果如表8所示。参数设置为:预加张力0.5 cN/tex;拉伸速度500 mm/min。
纱线的强力将直接影响到单纱及成型织物的质量,若纱线的拉伸力学性能太差,不仅会导致高断头率、低织造工作效率,也会使得织物的服用性能变差。由表8可以看出,彩色纱在纺纱过程中随着混纺比差异的增大,伸长率增大且断裂功与强力均会降低。造成纱线强力降低的成因与3.2.1节中条干均匀度下降的成因基本一致。

表8 纱线强力Tab.8 Yarn strength
3.2.3 混纺比对纱线毛羽的影响
采用YG172 A型纱线毛羽测试仪进行纱线毛羽测试,测试速度为30 m/min,取10个片段,每个片段长度为100 m。记录3 mm内毛羽根数(S1+2)、3 mm及以上毛羽根数(S3),结果如表9所示。

表9 纱线毛羽指数Tab.9 Yarn hairiness
毛羽是纱线的重要品质参数之一,有害毛羽过多会影响后续的织造加工[9-10]。观察表7的实验结果可知,彩色纱线3 mm以上的有害毛羽比纯色单纱多;彩色纱随着混纺比差异的增大,3 mm以内的有益毛羽减少,而3 mm以上的有害毛羽增多。
有害毛羽的增多主要是由于在纺制大混纺比差的彩色纱时,其中喂入的小比例粗纱纤维牵伸倍数较大,在后区牵伸中没有得到良好的握持,导致纤维回缩产生毛羽。另一方面,牵伸时纱条牵伸倍数的差距较大,导致2根纤维须条在前罗拉钳口汇聚时粗细不同,汇聚三角区的形态亦不同,从而使得前罗拉钳口处的须条受到的张力差异越来越大,且汇聚点的位置波动较大,最终使纱线成纱过程中有害毛羽产生。
4 结 论
本文研究了三通道环锭数码纺纱机通过调控多通道牵伸比实现了对成纱混纺比的调控;构建以CMYWK为基础色的粗纱梯度化配比牵伸,实现了一步法数控混配色的纺纱机制;将CMYKW五基色粗纱按照单通道单基色、双通道双基色及三通道三基色等不同混色模式进行组合并梯度化配置其混色比,给出了5种单基色、10种二次色和12种三次色混色模式,并以10%为梯度,运用PS软件模拟色谱体系,实现了梯度化调控色相、明度及饱和度的功能,为基于CMYKW五基色实现全色谱彩色纺纱奠定了理论基础;以三通道环锭数码纺纱机为平台,CMYKW五基色粗纱为原料,设计并生产了红、黄、青明度及饱和度梯度变化的54种混色纱。对纱线的的条干、毛羽、强力进行实测发现:随着混纺比差异的增大,混色纱的条干恶化会越严重;断裂功与强力也均会降低;3 mm以内的有益毛羽会减少,且3 mm以上的有害毛羽会增多。如何提升混色纱的质量也是今后需要重点研究的问题。本文研究为实现数字化彩色纺纱提供了理论基础,也为一步法纺制彩色纱线实现批量化生产奠定坚实的实践基础。
FZXB
