特种加工实训教学改革与实践①
2019-10-09蒋小波吴光辉
蒋小波 吴光辉

[摘 要] 通过改变现有实训教学环节和教学方法,达到提升特种加工实训课程的教学效果,使学生学到更实用的知识。
[关 键 词] 特种加工实训;教学改革;实践
[中图分类号] G712 [文献标志码] A [文章编号] 2096-0603(2019)17-0100-02
特种加工实训是模具设计与制造等专业的必修课程,学生在学习特种加工技术课程的线切割内容后,就要开始为期一周的实训环节。其中特种加工中的线切割工艺是模具加工中非常重要的加工方法,线切割可以对淬火后的高硬度模具进行加工。当前模具成型零件的主要学生虽然完成了理论阶段的学习,但是对烦琐的理论知识理解不深刻,包括线切割加工的工作原理、工艺过程、工艺参数等枯燥的内容都会让人产生抵触心理。因此,该课程不仅仅注重于基本的机床操作,更要培养学生的综合素质。
經过多年的教学实践,学生对该实训的好奇心不强,学习态度不够好,学习的效果也不是很理想,这也让我感觉特种加工实训的改革迫在眉睫。经过仔细思考和整理,发现以往的特种加工实训的教学设计主要按以下步骤实施:
一、分析教学设计发现的主要存在问题
(一)零件单一,加工枯燥
由于学生对实训还不太了解,还不能很快地进入实训角色,因此,所有的加工零件图纸都是指导教师事先准备好的,学生只要按照要求去进行加工操作即可,只要按部就班操作,基本不会出什么问题,这样学生都会很顺利地完成实训,但这样的学习过程非常枯燥,很多学生都会敷衍了事。虽然综合考核任务零件图库有64个零件,而且是按学生的学号进行分配,可以实现每个学生的考核任务都不一样,但是由于零件不一定是学生喜欢的产品,学生的加工兴趣并不浓厚,加工完了也不会有什么成就感。
(二)毛坯单一,电规准固定
以往采购耗材的时候,为了简化下料的程序,所有的毛坯都是厚度一致的板料。由于材料和厚度只有一种,学生不需要调整脉冲宽度、脉冲间隔、电压、电流、变频跟踪等电规准参数就可以完成加工,学生实训完之后还是不懂调整电规准对零件的加工精度、表面质量、加工速度有什么影响,甚至不知道相应的电规准在哪调,怎么调,这就把一个综合性很强的实训变成了单一的操作实训,违背了特种加工实训课程开设的初衷。
(三)实训进度拖沓
实训开始后两天的时间才完成了基本的操作练习,包括外轮廓的加工、内孔的加工等内容。真正留给学生进行综合实训的时间并不多,对动手能力强的学生而言,这样的安排有点消磨时间的感觉。但是大部分学生由于基础差、动手能力差,需要按部就班地教学,甚至还有一批学生由于注意力不集中,关键知识没有理解,需要指导老师个别指导才能跟上进度。这就导致整个实训过程拖沓,虽然最后实训能顺利完成,但是没有达到实训所能达到的最好效果。
二、对特种加工实训教学环节、教学方法进行改革的内容
(一)学生自主创新设计零件
除基本练习零件图纸由指导教师提供以外,学生可以根据生活实际和喜好选择零件练习加工,让学生在练习的过程中就找到乐趣。在布置综合考核任务时,由指导教师提供创意组合图形(如图所示),学生按组完成各自的创意设计,每一位学生加工完各自的零件,最后又要能拼合成一个整体零件。所有组的创意设计都必须通过指导教师的审核才能进行加工,这样不仅培养了学生的团队意识,还培养了学生的创新思考能力,也加强了指导教师和学生之间的互动。在此过程中,老师除了要审核学生的创意,还要综合考虑每个零件的加工难度,不能过于简单,这样既保证了实训的顺利进行,也不至于让实训流于形式。
(二)学生自主下料选择毛坯规格
基本训练的毛坯由指导老师带领学生批量下料,除此以外,学生还可根据自己设计的零件合理选择毛坯的大小和厚度。在选择的过程中,要考虑以下几个问题:(1)毛坯的大小选择不能超出机床的加工范围;(2)毛坯的厚度也限定在10 mm以内;(3)创意组合零件的加工总时间必须控制在实训总时间内,不能耽误最后的作业考核。学生选定好材料规格,经指导老师审核后,在指导老师的指导下完成相应数量的毛坯下料。
为了确保加工的质量和精度,老师会准备一些不同厚度的试验件提供给学生调试电规准。学生根据自己需要加工的厚度选择试验件进行尝试,在不同的电规准作用下,观察放电火花的状况,检查加工后零件的表面质量、尺寸精度、简单配合件之间的配合精度等技术要求,并将所观察到参数记录下来,经过分析记录参数可以得出加工的最佳电规准参数。这样不仅仅可以得到最好的加工效果,也让学生真正明白电规准的调节在加工中的作用,真正把套用电规准参数变成了灵活应用。
(三)学生自主学习,以优带差
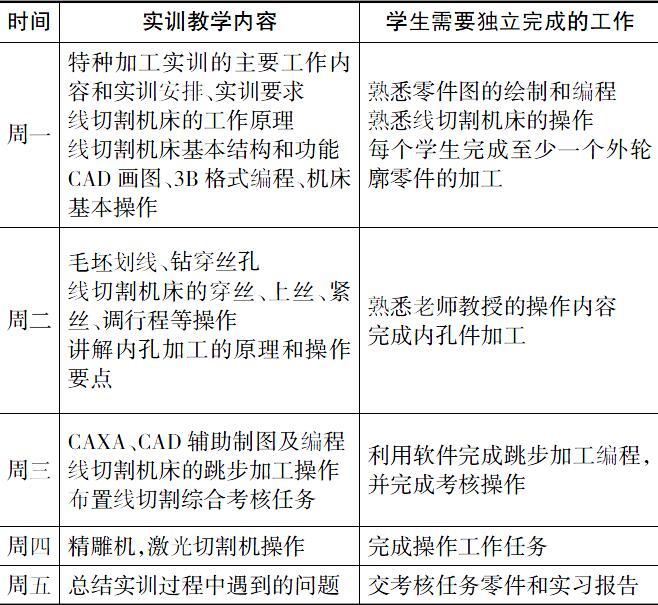
所有的实训教学内容,包括理论教学和实践操作示范,都做成视频或PPT上传到信息化教学平台,学生可以通过这些教学资源提前预习和学习相关的知识。这样就确保学习进度快的学生可以更快地进入下一个实训环节,不至于无事可做。学习进度慢的学生也可以通过教学资源学习正在操作的实训环节。在实训过程中,优秀的学生还可以帮助老师指导其他的同学进行操作。这样就将整个实训过程变得非常紧凑,每位学生都学到了自己能力所及的知识,同学之间的互动也进行了加强,老师也可以有更多的时间来提升实训的内涵。
(四)制定科学的考核机制
传统的考核方式都是采取出勤考核和成果考核相结合,这样的考核机制比较单一,不能真实反映学生的实训效果。为了更好地评价学生在整个实训过程中所体现出来的参与度、动手能力、理解能力、表达能力、团队协作能力、职业素养等综合素质,我们制定了过程考核的评价体系,采取教师评价、学生互评等方式进行,具体考核内容包括以下几个方面:
1.实训态度和出勤考核20%
学生每天准时签到,积极参与实训过程的讨论、分析和操作。指导教师根据签到表和平时的观察,给予每个学生一个客观的考核成绩。
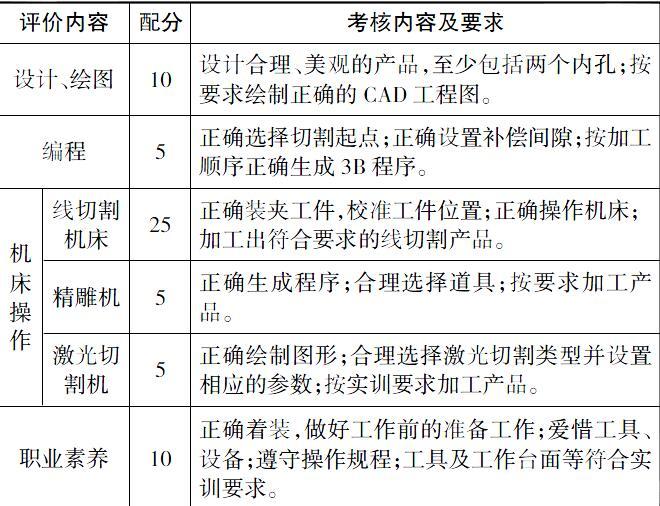
2.实际操作技能和职业素养能力60%
学生通过学习,应该掌握较高的理论水平和较强的操作能力,并且规范操作设备和整理工具,具有较好的职业素养,具体评价可以按下表要求进行。
通过特种加工实训的教学改革,实训的设备逐渐得到了完善,不仅将原有的电火花设备进行了改造升级,还采购了精雕机、激光切割机等实训设备。通过教学实践,发现学生对电加工有了更深的理解,也激发出学生的学习兴趣,学生设计并加工出了很多好的产品,取得了很好的教学效果。但是我们还是不能满足于现状,实训室的设备种类还是太少,设备的数量也还不够多,希望以后能够进一步完善特种加工实训的教学条件。
参考文献:
[1]袁根华.基于创新素质培养的线切割实训教学改革[J].机械研究与应用,2019(1).
[2]申鹏.《特种加工技术》实训课程的设计与实施[J].模具专业教学与实践,2016(3).
[3]汤家荣.模具特种加工技术[M].北京:北京理工大学出版社,2010.
编辑 王 敏
