数控铣床改装成专用折弯机及其应用
2019-09-28黄利伟杨振星徐海锋张永学
黄利伟 杨振星 徐海锋 张永学


【摘 要】通过在数控铣床上增加智能折弯模块,将数控铣床改装成折弯机,应用铣床原有计算机控制系统控制零件的旋转、平移、折弯角度,解决了存在异型弯的零件加工难的问题,保证零件的加工精度要求和一致性,有效提高生产效率,可作为专用设备进行特殊零件尤其是口腔器械类零件的加工。
【关键词】折弯机;异型弯;折弯角度
中图分类号: TG69 文献标识码: A 文章编号: 2095-2457(2019)24-0029-002
DOI:10.19694/j.cnki.issn2095-2457.2019.24.015
【Abstract】By adding intelligent bending modules to the CNC milling machine, the CNC milling machine is converted into a bending machine. The original computer control system of the milling machine control the rotation, translation, and bending angles of the component. The difficulty of special bending is solved. It can be used as a special equipment for processing special parts, especially for oral apparatus.
【Key words】Bend Machine; Special Bend; Bend Angle; Oral Instruments
0 概述
目前折弯机主要用于薄板的折弯,钣金件的加工,并不适用轴类小零件的折弯,尤其是口腔医疗中的一些器械,例如刮治器,牙刮匙,隧道手术器械等小件的折弯加工,没有专用的加工设备,一般的折弯机只是用来加工钣金件[1],只能做一些手动工装来进行手动折弯,此类工装可控性差,折弯力不能统一,折弯角度难以控制,无法保证产品的精度要求和一致性要求,并且浪费人力成本[2]。为了解决以上困难,设计出适合小件折弯的设备是目前口腔器械制造业亟待解决的问题。
1 待折弯零件分析
以口腔器械刮治器为例,刮治器折弯前为细轴类零件,如图1所示,其特点是在轴线方向不同距离有三处折弯,三处折弯点的直径折弯角度各不同,折弯的方向并非在同一平面内,零件直徑最大处尺寸4.8mm,最小只有1.2mm,中部有三角平行台,尾部有螺纹和退刀槽。根据零件特点中三处折弯需要零件在轴线方向有位移,三处折弯点直径不同需要有三种不同折弯柱,折弯角度不同需要在径向有不同的位移,折弯方向不在同一平面内需要零件旋转来调整折弯平面,三角平行台和退刀槽可用于装夹定位。
2 折弯模块模型建立
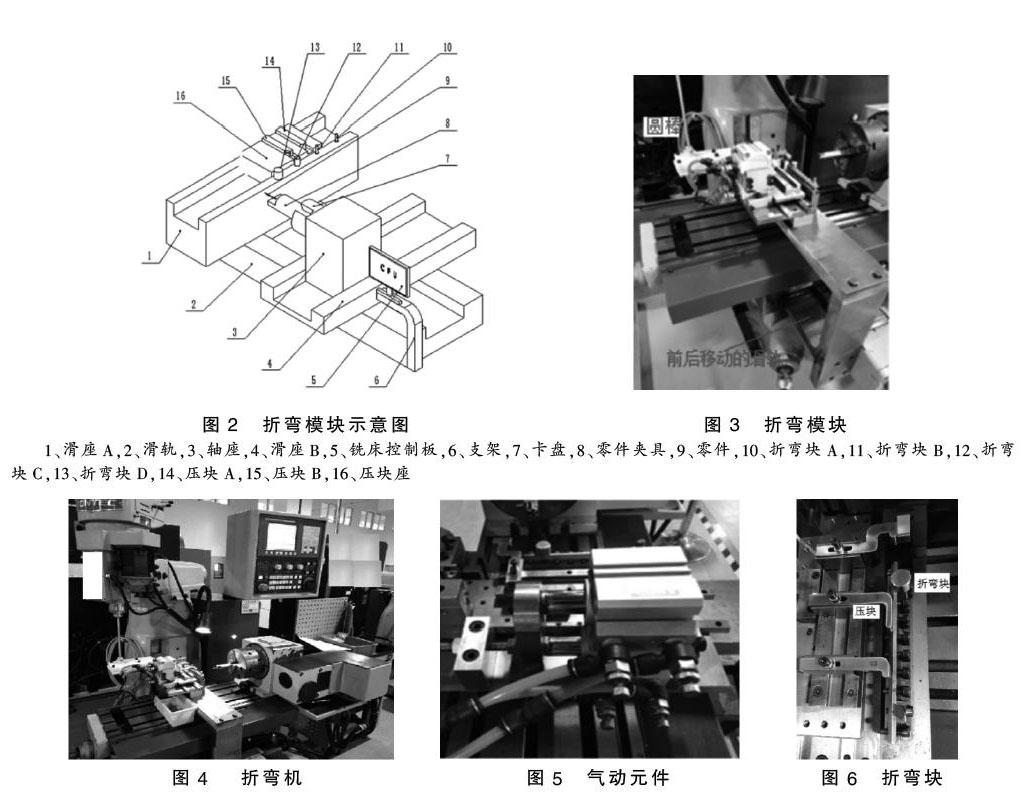
以数控摇臂铣床为依托,建立折弯模块的应用模型,待改装的数控摇臂铣床型号为南通机床TONMAC(XK6325B),在数控铣床上加装折弯模块,如图2所示,其中零件2-7都是数控铣床上的原有组件,1,10-16为加装的折弯模块。数控摇臂铣床有X、Y、Z三轴以及主轴,通过控制面板可以设置X、Y、Z方向的位移以及主轴转动的角度,用X方向的位移确定折弯点的轴向位置,用Y方向的位移确定更换折弯点,用Z方向的位移确定压块何时压向折弯块完成折弯。在原数控铣床的摇臂(Z轴)上装一根能够接触到折弯模块上面的气动开关的圆棒,零件安装在主轴三抓卡盘的夹具上,如图3所示。
3 数控铣床改装成折弯机的实现
数控铣床改装成折弯机(见图4)主要在于折弯模块的添加,采用设备原有的控制系统控制整个折弯过程。通过气动元件(图5)推动折弯模块上压块的移动折弯模块应用M20大螺栓固定在数控铣床前后移动的滑轨上面,图5,折弯模块可以通过数控铣床编程控制在滑轨上前后移动,实现在零件不同折弯点的折弯(3),图6。
4 折弯机的应用
应用数控摇臂铣床改装成的折弯机,可以进行小型轴类零件的复杂折弯,以口腔隧道器械为例说明具体操作过程。第一步,根据待折弯零件的折弯角选择对应的折弯块,压块,其中折弯块、压块分别与相应的待折弯弧度一样;第二步,将零件安装固定在主轴卡盘的夹具上;第三步,在控制面板上编程,(1)编主轴旋转代码控制工件旋转到折弯平面,(2)编X轴位移代码控制零件移动到折弯块处,(3)编Z轴位移开启气动开关控制压块压弯零件并返回,(4)编Y轴位移控制零件从从压弯位置移出,(5)X轴位移代码控制零件移动初始位置,如此就完成了零件的第一个折弯的编程,(6)编辑完成剩余折弯的程序;第四部,启动控制面板上的开关进行折弯;第五步,程序结束之后,取下零件。采用折弯机加工的口腔隧道器械工作端如图7所示,同批次零件尺寸、角度偏差在2%之内。其加工代码如下:
G0 Y17.0; X52.5; Y22.2; G4 X0.5; G0 Z-4.0; G4 X1.0; G0 Z0; G4 X0.5; G0 Y14.0; X35.0; Y63.0 A90; X73.8; Y65.8; G4 X0.5;
G0 Z-4.0; G4 X1.0; G0 Z0; G4 X0.5; Y61.6 A180; X34.0; Y135.0; X88.2; A270; Y141.65; G4 X0.5; G0 Z-4.0; G4 X1.0; G0 Z0; G4 X0.5; Y133.0; X47.0; X0 A0; M30。
5 讨论
通过在数控铣床上增加智能折弯模块,将数控铣床改装成折弯机,应用铣床原有计算机控制系统控制零件的旋转、平移、折弯角度,无需额外增加控制系统;采用数字编程精确控制,解决了存在异型弯的零件加工难的问题,保证零件的加工精度要求和一致性,有效提高生产效率,可作为专用设备进行特殊零件尤其是口腔器械类异型弯多的零件的加工。折弯模块可以由气动驱动改为电动驱动,这样折弯里会更大,可以折弯直径更大的零件。
【参考文献】
[1]刘丽琴,唐娟娟.钣金零件折弯工艺简析[J].装备制造技术,2012,5:70-71.
[2]余松敏,蔡礼泉.板料折弯机折制大圆弧时折弯角度和挡料位置计算[J].锻压技术,1996(02).
[3]陈积翠,毛军明,肖家扬.数控折弯成形工艺在机车制造中的应用[J].电力机车与城轨车辆,2006(04).
