基于被动视觉的球罐环缝自动焊接技术
2019-09-28
(河海大学机电工程学院,江苏常州213022)
0 前言
球罐作为一种用于贮存液态或气态物料的设备,广泛应用于石油、化工、制药等行业。球罐的制造过程中需要进行环缝焊接操作,传统手工焊接工作强度大、对工人操作水平要求较高,严重影响其生产效率。此外,目前使用的环缝自动焊机大多采用开环控制的模式,对轨道的铺设精度要求较高,施焊前需要大量准备时间[1]。因此,有必要研制一款通过焊缝跟踪技术实现高精度焊接的环缝自动焊机。
焊缝跟踪技术一般由传感器构成的闭环控制实现,根据传感器工作原理的不同,可分为接触式和非接触式两类。接触式传感器一般通过机械结构将偏差转换为电信号,以供控制系统进行判断和纠偏[2]。非接触式传感器以电弧传感器和视觉传感器为主,其中电弧传感器依靠电弧的电压和电流变化作为判断依据[3],进行焊缝跟踪,但其对坡口形状依赖度较大,只适用对称坡口焊缝。视觉传感器则是利用采集到的焊接图片来提取熔池与焊缝偏差。根据视觉传感器成像时利用光源的不同,视觉传感器可分为主动视觉传感器和被动视觉传感器。与主动视觉传感技术相比,被动视觉使用电弧光照亮焊缝和熔池区域,通过复合滤光处理采集到清晰图像。此外,被动视觉传感器不会出现类似主动视觉因错过视场而产生的超前检测误差问题[4]。且其结构简单,性价比较高,更加适用于解决精密焊接过程的焊缝跟踪问题。
1 机械机构
自动焊机分为焊接小车和行走轨道两部分,其总体结构如图1所示。焊接小车由底板和设在底板上的滚珠丝杠副、行走电机、控制盒组成。滚珠丝杠副用于左右、高度方向上的纠偏;行走电机配有抱闸装置,能够实现掉电自锁,保证环缝焊接的安全性。行走轨道由柔性轨道和开关磁座组成,柔性轨道上设有齿槽,并通过开关磁座吸附在管道表面。焊接小车通过一对齿轮实现沿轨道方向的运动。

图1 焊机总体结构
柔性轨道的结构如图2所示,采用弹簧钢或304不锈钢制作。与传统的柔性底板加小齿条的方案相比,齿轮啮合槽的设计更加合理,小车运行更加平稳。此外,柔性轨道可进行多段拼接,已适应不同直径环缝的焊接。
2 控制系统

图2 柔性轨道结构示意
控制系统的主要功能是根据焊缝跟踪系统检测到的焊枪位置偏差,控制电机转动,实现纠偏,其总体结构如图3所示。该系统以STM32为控制核心,通过CH340芯片实现单片机与电脑的串口通讯。此外,为了方便进行参数设置和功能选择,控制系统还设有用于人机交互的串口屏。

图3 控制系统总体结构
3 焊缝跟踪系统
若自动焊机采用开环控制的模式,环缝的焊接精度依赖于焊接轨道的铺设精度以及坡口的加工精度。为了实现焊接过程的实时纠偏,焊缝跟踪系统分为三大工作模块:首先采集焊接区域的图像,清晰拍摄到熔池轮廓和焊缝坡口;其次是对采集到的图像进行处理,提取出熔池中心和坡口中心线的表达式;最后将计算出的熔池与焊缝的偏差传输给控制系统,进而实现焊缝纠偏。
3.1 焊接图像的采集
被动视觉传感器利用电弧光作为光源,照亮熔池和焊缝区域,但强烈的弧光同时严重影响焊接区域的清晰成像,因此必须设计图像采集装置。
图像采集装置总体结构如图4所示,它由相机、复合滤光系统、外壳三部分组成。其中,外壳用于遮挡焊接飞溅,保护相机和复合滤光系统的正常工作。相机为130万像素的CMOS工业相机,采用滚动快门。

图4 图像采集装置结构示意
复合滤光系统由窄带滤光片、焊接黑玻璃和透明玻璃组成。在分析CO2焊接的光谱后,选择中心波长650 nm、半宽30 nm的窄带滤光片[5]。为了确保采集到的图像清晰,在设计复合滤光系统时需进行相关焊接试验,试验参数如表1所示。
不同复合滤光系统采集的图像如图5所示,图5a为仅使用窄带滤光片时采集的图像,此时滤光效果不足,熔池和焊缝完全被弧光掩盖,无法进行特征提取等后续处理。图5b为窄带滤光片+8#焊接黑玻璃时采集的图像,此时复合滤光系统过滤过多的细节内容,无法观察到焊缝信息。图5c为窄带滤光片+7#焊接黑玻璃时采集的图像,此时图像清晰且辨识度较高,可观察到焊丝、熔池、熔池前方坡口等重要信息,能够用于后续的特征提取操作。
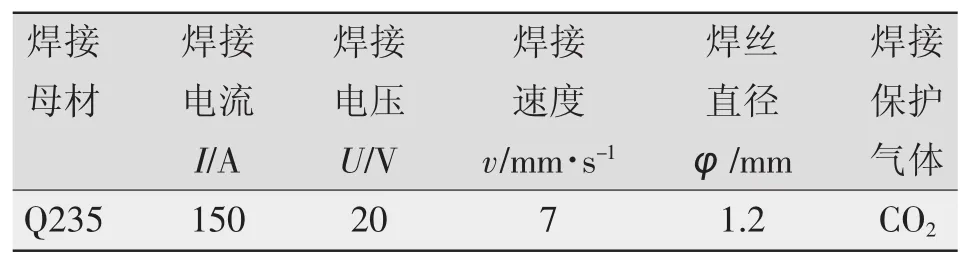
表1 焊接试验参数
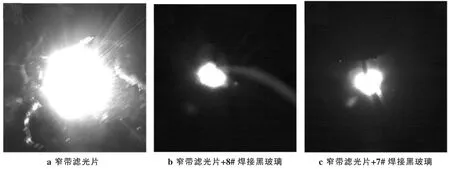
图5 不同复合滤光系统采集的焊接照片
3.2 焊接图像处理
采集完焊接图像后,需对其进行处理,提取出焊接偏差。首先进行图像分割,提取出熔池和熔池前方坡口区域的图像,如图6所示。
完成图像分割后,分别对图像进行处理,提取出相应特征。其中熔池图像需要提取熔池中心的坐标,而坡口图像则要提取出中心线的表达式。
熔池图像的处理分为边缘检测和特征提取。采用Canny边缘检测算子,检测出熔池的边缘轮廓,再利用椭圆来拟合熔池轮廓,将该椭圆的最小外接矩阵的中心作为检测到的熔池中心,其结果如图7所示。此时,所提取的熔池中心坐标为(56.224 4,31.566 76)。
熔池前方坡口图像的处理主要为边缘检测和霍夫变换。首先通过边缘检测得到坡口左右两侧的轮廓,再利用霍夫变换检测出左右两侧轮廓的直线表达式,最后取两条线的平均值作为焊缝中心线的表达式,其结果如图8所示。此时,坡口左侧边缘的表达式为

图6 提取的感兴趣区域
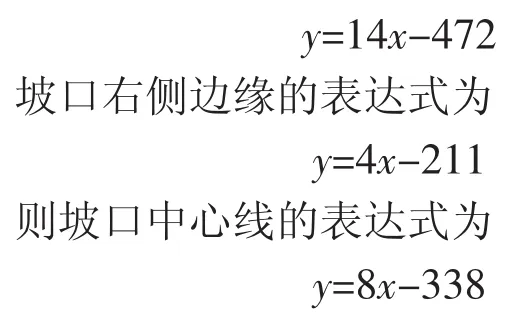
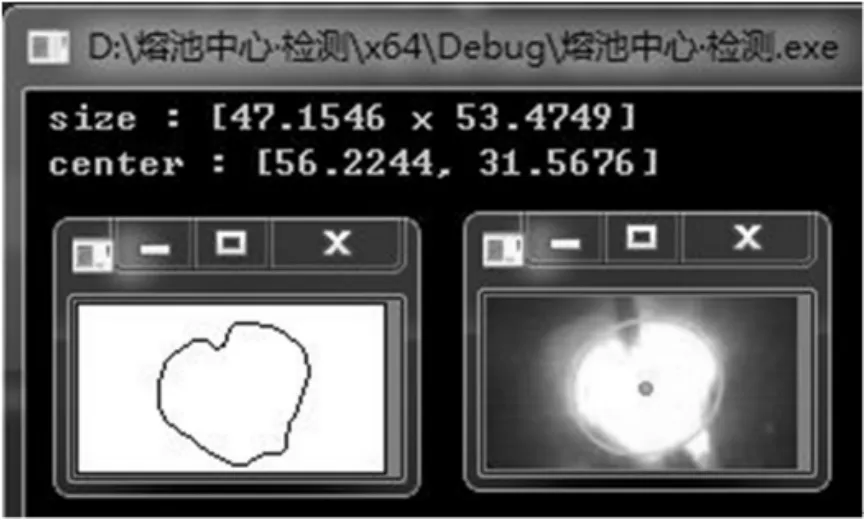
图7 熔池中心坐标提取效果
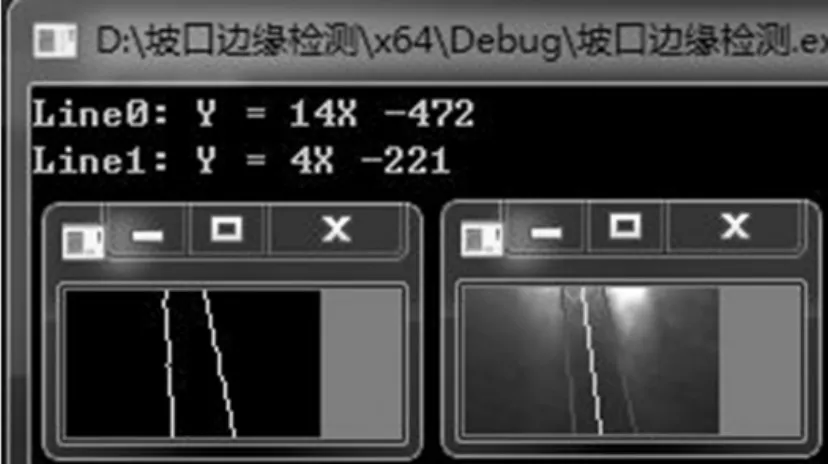
图8 坡口中心线提取效果
在完成特征提取后,利用相应公式[6]计算出偏差,最后通过串口将偏差信息发送给控制系统进行处理,可控制纠偏机构运动实现焊缝跟踪。
4 结论
(1)设计了适用于球罐大直径环缝焊接的自动焊机,通过柔性轨道解决了传统刚性轨道在焊接球罐环缝时应用场景单一、适应性差的问题。
(2)研发了基于STM32的控制系统,实现了对电机的运动控制,满足了焊缝纠偏的要求。
(3)设计了基于被动视觉的焊缝跟踪系统,该系统通过复合滤光装置采集到清晰的焊接图像,并通过图像处理算法提取出熔池的中心坐标与坡口中心线的表达式。