20钢-Q345C管接头超窄间隙激光填丝焊研究
2019-09-28栾伟丽朱忠尹
栾伟丽,朱忠尹
(1.中车青岛四方机车车辆股份有限公司,山东青岛266111;2.西南交通大学材料科学与工程学院,四川成都 610031)
0 前言
激光焊是以激光作为热源进行加热的一种高能束焊接方法,由于激光能量密度高度集中、焊接速度快、生产效率高、焊后工件变形极小,近年来受到了广泛关注。但是激光自熔焊对接头装配间隙要求严格,所允许的间隙量最大不超过板厚的10%。此外,激光自熔焊单道可焊厚度受激光功率制约,且无法根据性能要求调节焊缝成分,极大限制了其在工业领域的应用[1-2]。
采用超窄间隙激光填丝焊技术焊接中厚钢板,可以通过填充金属来改变焊缝区的成分与组织,使焊缝成分的调整更加方便,从而提高接头的综合性能,改善激光自熔焊对坡口间隙的适应性和容错性,克服了激光自熔焊对坡口间隙敏感的缺点,并且焊缝热影响区和焊接应力变形较小。与激光+MIG复合焊相比,由于坡口尺寸极小,不受MIG焊枪尺寸的限制,只要使用适应于超窄间隙坡口尺寸的送丝机构,即可利用中小功率的激光器实现中厚板的多道焊接,焊后工件变形非常小,接头应力大幅度降低,具有较大的工程应用价值[3-5]。
1 试验材料及焊接工艺
被焊材料为20钢与Q345C,坡口形式如图1所示,焊丝牌号为CHW-55CNH,直径1.2 mm,其化学成分如表1所示,焊接工艺参数如表2所示。

图1 20钢-Q345C管坡口形式

表1 CHW-55CNH焊丝化学成分%
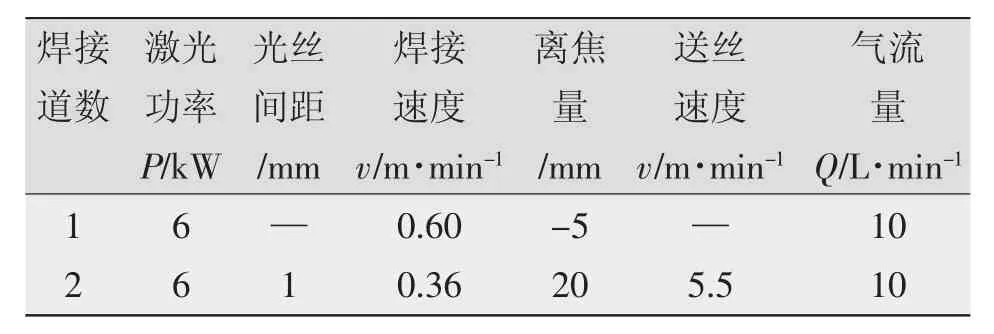
表2 20钢-Q345C管窄间隙激光填丝焊工艺参数
根据欧标EN ISO 4136 Ed 2011标准对20钢-Q345C管窄间隙激光填丝焊焊接接头取2个拉伸试样。根据欧标EN ISO 5173 Ed2010标准对20钢-Q345C管窄间隙激光填丝焊焊接接头取4个弯曲试样,当厚度大于等于12 mm时可由4个侧弯试验代替2个正弯和2个背弯试验,试验机型号为YNS 1000电液伺服万能试验机。利用FM-700型显微硬度仪测量焊接接头表面(包括母材和热影响区)的维氏硬度分布。根据欧标EN ISO 9016 Ed 2011标准对20钢-Q345C管窄间隙激光填丝焊焊接接头取3个冲击试样进行整体焊缝冲击(标准样),冲击试验采用金属材料仪器化冲击试验机在-40℃条件下进行。采用Neophot-32数码金相显微镜观察焊接接头的母材、焊核区、热机影响区及热影响区的显微组织。金相腐蚀液为混合酸溶液。
2 试验结果
2.1 拉伸及弯曲试验结果
20钢-Q345C管窄间隙激光填丝焊焊接接头2个拉伸试样拉断后形貌如图2所示。测试数值如表3所示。

图2 20钢-Q345C管窄间隙激光填丝焊焊接接头拉伸试样拉断后形貌
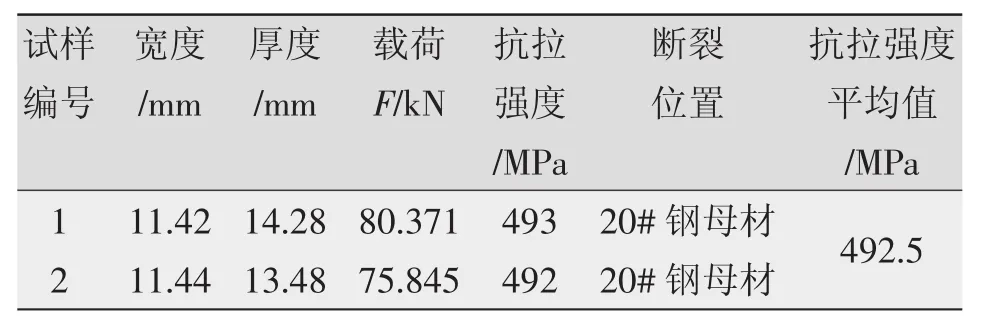
表3 20钢-Q345C管窄间隙激光填丝焊焊接接头拉伸试验数值
由图2可知,拉伸试样断裂位置均在母材;由表3可知,试样的平均抗拉强度为492.5 MPa,试验拉伸性能合格。
4个弯曲试样侧弯后形貌如图3所示。由图3可知,20钢-Q345C管窄间隙激光填丝焊焊接接头弯曲试样表面均未出现裂纹,弯曲性能合格。
2.2 冲击试验结果
冲击试样断口形貌如图4所示,冲击吸收功如表4所示。由表4可知,冲击试样吸收功均大于标准27 J,冲击性能合格。
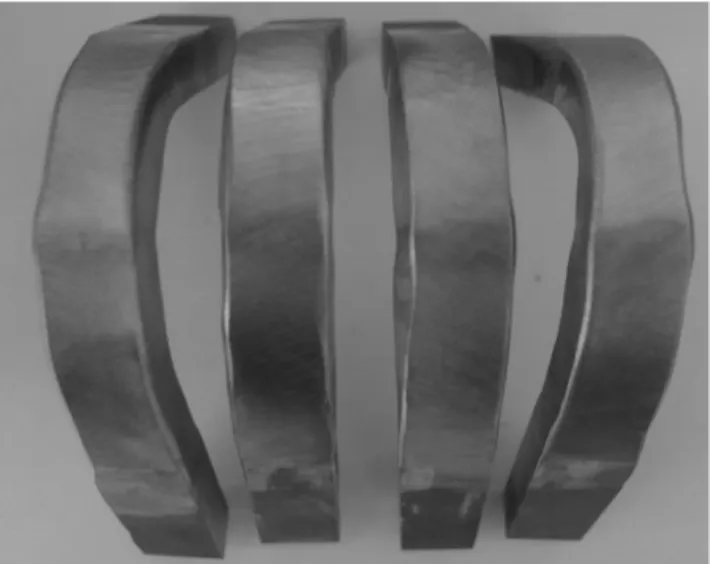
图3 20钢-Q345C管窄间隙激光填丝焊焊接接头弯曲试样侧弯后形貌
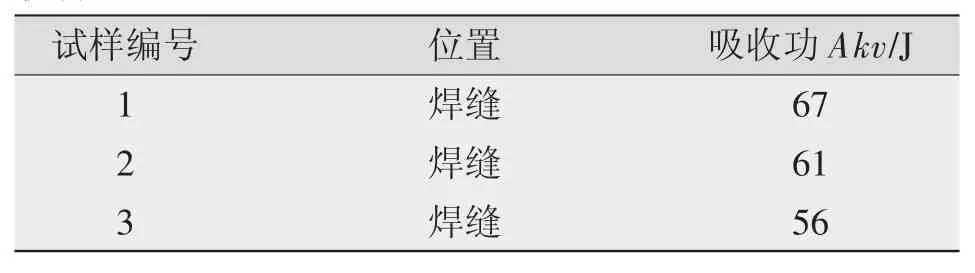
表4 20钢-Q345C管窄间隙激光填丝焊焊接接头冲击吸收功
2.3 显微硬度试验结果
处理获得的数据,结果如图5所示。可以看出,测量焊缝下表面硬度时(即钝边10 mm区间),最高硬度值出现在焊缝,这是由于激光自熔焊热输入较大,冷却速度快,有淬硬倾向,所以焊缝硬度最高。而焊缝上表面硬度分布在热影响区和焊缝出现较大变化,下降趋势陡峭,联系其金相组织可以看出,热影响区中组织主要为魏氏组织,而焊缝中心主要成分则是沿晶界析出的先共析铁素体和晶界内的针状铁素体和珠光体,从而导致热影响区硬度相比于焊缝有较大变动,其焊缝硬度平均值为250 HV。从图5中圆点线分布情况(即激光自熔焊与激光填丝焊焊缝搭接处)可以发现,硬度最高的区域为焊缝区。热影响区的硬度随着与焊缝距离的增加,下降较为平缓,这是由于焊缝重熔对上一道焊缝形成回火处理,细化了晶粒,导致硬度下降。
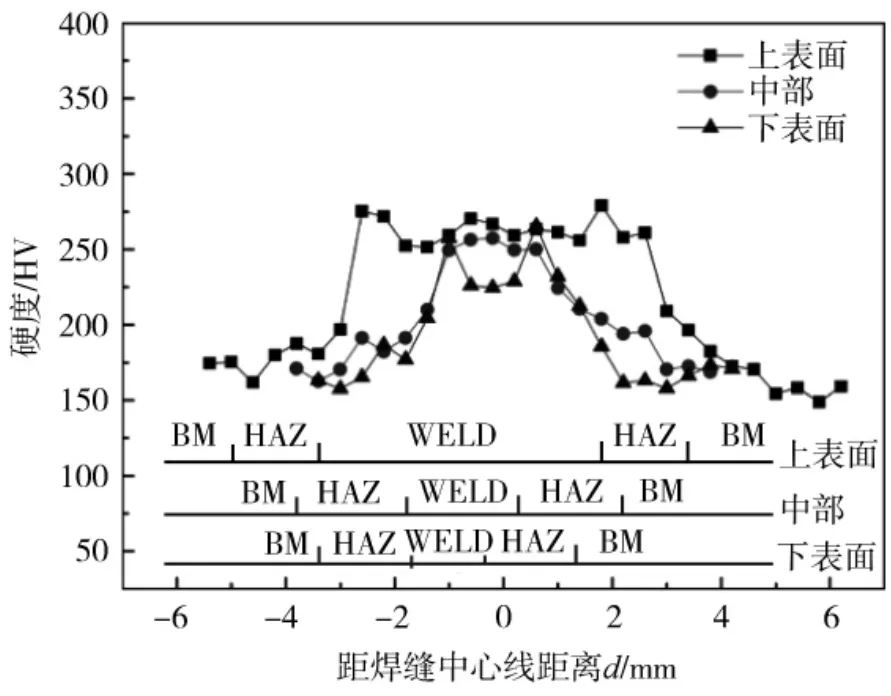
图5 20钢-Q345C管硬度曲线分布
2.4 微观组织分析试验结果
2.4.1 20钢-Q345C管窄间隙焊接接头母材微观组织
20钢管微观组织如图6所示,其母材组织由片状珠光体和铁素体构成。Q345C管微观组织如图7所示,其组织也同样为珠光体和铁素体,然而其晶粒与20钢相比较为粗大。
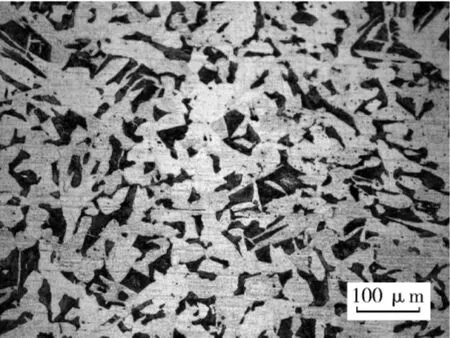
图6 20钢母材微观组织
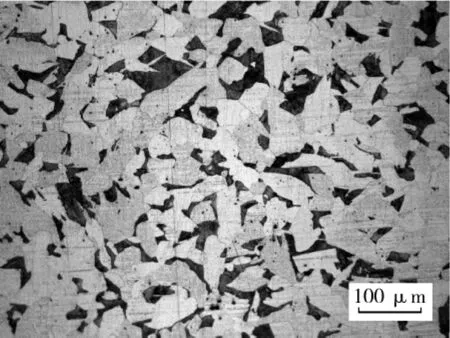
图7 Q345C母材微观组织
2.4.2 20钢-Q345C管窄间隙激焊接接头激光自熔焊焊缝微观组织
20钢-Q345C管纯激光焊缝处和热影响区的微观组织分别如图8、图9所示。由图8可知,焊缝区组织呈柱状晶生长,这是由于在激光焊接过程中,激光照射范围极小、温度极高,温度梯度大,凝固迅速,纯激光焊缝组织主要为先共析铁素体沿晶界生长,晶内组织主要为珠光体。由图9可知,先共析铁素体沿晶界析出,魏氏组织铁素体由晶界向晶内生长,晶内黑区为珠光体。
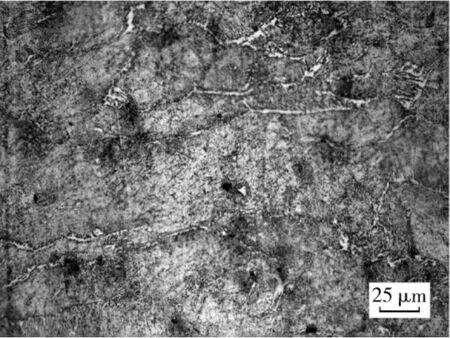
图8 纯激光焊缝处焊缝区微观组织

图9 纯激光焊缝处热影响区微观组织
2.4.3 20钢-Q345C管窄间隙焊接接头激光填丝焊处微观组织
20钢-Q345C管激光填丝焊处整体形貌如图10所示。在激光填丝焊处焊缝主要分为4个部分:焊缝区、过热区、正火区和不完全正火区。
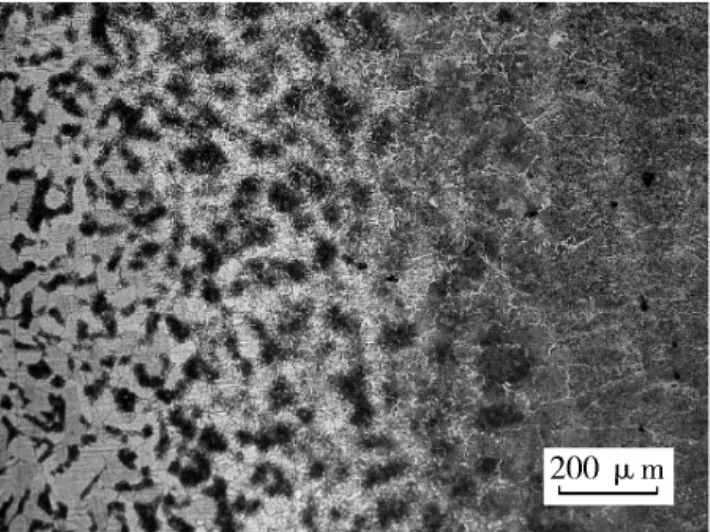
图10 20号钢-Q345C管激光填丝焊处整体形貌
20钢-Q345C管激光填丝焊处的焊缝区组织如图11所示,白色为先共析铁素体沿柱状晶分布,无碳贝氏体沿晶界向晶内平行生长,晶内有针状铁素体、粒状贝氏体和珠光体。过热区微观组织如图12所示,其组织发生粗大变化,网状晶界明显,白色先共析铁素体沿晶界析出,晶内黑色区域为珠光体和粒状贝氏体。

图11 激光填丝焊焊缝处焊缝区微观组织

图12 激光填丝焊焊缝处过热区微观组织
正火区和不完全正火区组织分别如图13、图14所示。正火区组织为均匀分布的铁素体和珠光体,晶粒细小,组织均匀,力学性能优异,细小的铁素体与珠光体混杂分布。不完全正火区一部分晶粒发生重结晶过程,变得细小而均匀,其组织为铁素体和珠光体,其余部分则与母材一致,因此性能介于正火区与母材之间。
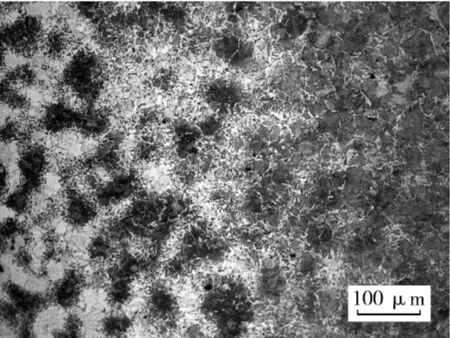
图13 激光填丝焊焊缝处正火区微观组织
4 结论
(1)20钢-Q345C管窄间隙激光填丝焊的拉伸强度、弯曲性能和冲击性能均符合标准要求。
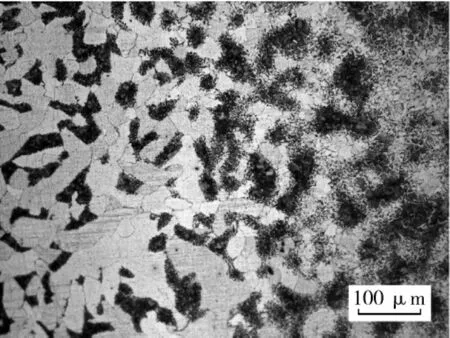
图14 激光填丝焊焊缝处不完全正火微观组织
(2)由于激光自熔焊热输入较大,冷却速度快,有淬硬倾向,所以焊缝硬度最高。热影响区中组织主要为魏氏组织,而焊缝中心主要成分则是沿晶界析出的先共析铁素体以及晶界内的针状铁素体和珠光体。母材组织为片状珠光体和铁素体。
(3)超窄间隙激光填丝焊技术焊接20钢-Q345C管具有较好的工程应用价值。