微细丝与异种材质多股导线精密电阻钎焊实验装置开发
2019-09-28陈玉华许明方谢吉林许章亮黄永德
陈玉华,许明方,谢吉林,许章亮,陈 宜 ,黄永德
(1.南昌航空大学 江西省航空构件成形与连接重点实验室,江西 南昌 330063;2.重庆科技学院 冶金与材料工程学院,重庆 401331)
0 前言
电子工业中常常涉及微细丝(直径小于0.3 mm)连接。传统的火焰钎焊[1]对工人操作水平要求较高,接头成品率较低,难以满足生产需求;采用激光焊接[2-5]时,激光光斑直径很难对准,且激光能量密度大,很容易造成烧穿。电阻钎焊[6-10]具有控制精准、焊接质量好等优点,且目前的微细丝焊接主要采用电阻钎焊,但是采用电阻钎焊焊接微细丝时,手工操作很难控制钎料片和细丝以及多股线的相对位置,即使它们的位置放置妥当,由于焊接过程中是用手固定多股线和细丝,而手在焊接过程中的抖动和毛细作用[11]会改变微细丝和多股线的相对位置,从而导致无法焊接在一起或者焊接质量不达标。此外,由于添加的钎料片太细小和石墨电极槽较小,以及焊接过程中焊机本身的阻挡,进行钎料添加时必须十分谨慎,使得前期准备时间较长,降低了焊接效率。焊接时,在更换石墨电极后,需要不停调节整个焊机,使上电极刚好压到石墨电极上,费时又费力。
综上,为了解决电阻钎焊微细丝过程中的焊接质量差[12]、焊接效率低的问题,研究一种用于微细丝和多股线焊接的夹具[13]具有重大意义。
1 微细丝和多股线焊接的夹具装置组成
新型微细丝和多股线焊接夹具装置示意如图1所示,包括滑台底座、直线导轨、滑块等。左/右电极座上均设置电极,电极上连接开设有线槽的盖板,左/右电极座上的电极之间夹固有石墨电极,石墨电极上设有线槽,盖板的线槽上方均设置有固定部件。旋转旋钮可移动滑台,进而装卸石墨块。导电铜板上加工有尺寸合适的V形槽,以方便放置焊接材料,利用压爪固定丝材相较于直接用手操作更加便捷高效,同时更加稳定。位置可调的放大镜能够辅助工人焊接时进行观察。
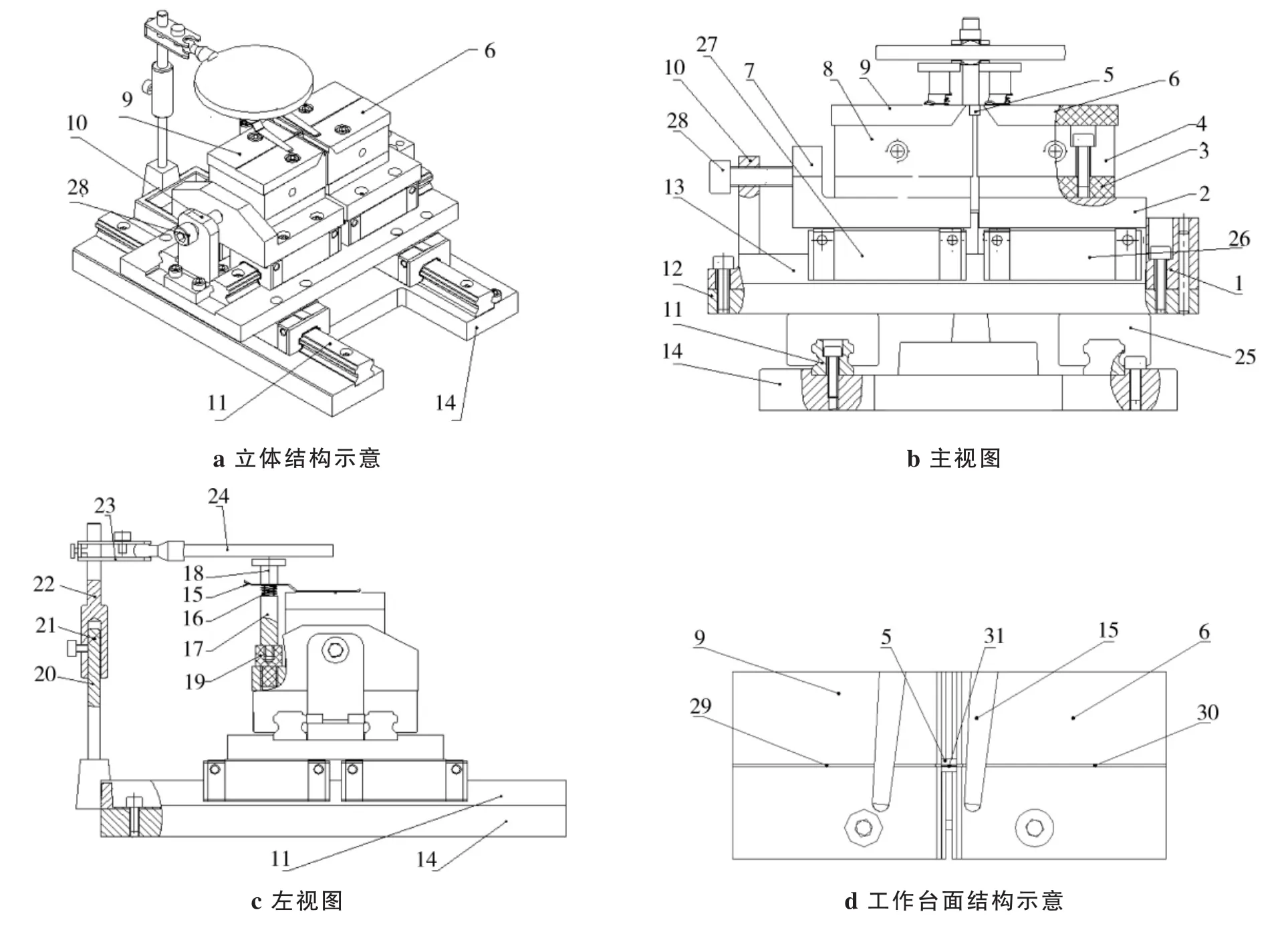
图1 钎焊夹具结构示意
2 焊接实验过程及结果分析
2.1 实验设计
同时采用常规装置和新装置进行实验,方案一按常规电阻钎焊机流程操作;方案二采用精密电阻钎焊装置进行实验。分别焊接20个接头,从外观成形、耗时、成品率、抗拉强度方面分别进行比较。
2.2 实验过程
方案一:常规装置通过工人手动操作。方案二:采用新装置,将钎料浸润后的多股导线放置在微细丝的上方,多股导线及微细丝置于凹槽中的长度不大于4 mm。通过焊接电源对带槽石墨块进行通电加热,实现多股导线与微细丝的钎焊连接。
2.3 实验结果
采用新夹具进行装夹焊接20个试样,成功焊成19个,成品率95%。相较于常规电阻钎焊搭接部分未出现错边,且钎料完全将细丝和多股线包裹住,平均抗拉剪力为13N,达到细镍丝母材抗拉剪力的99%。
常规装置与新装置下多股导线与微细丝的精密电阻钎焊接头外观比较如图2所示。由图2可知,外观成形中常规电阻钎焊引线未被完全包裹(见图2a),钎料填充不饱满,成形差;改良后热影响区被钎料包裹(见图2b),减小了应力趋势,钎料填充饱满、成形好。
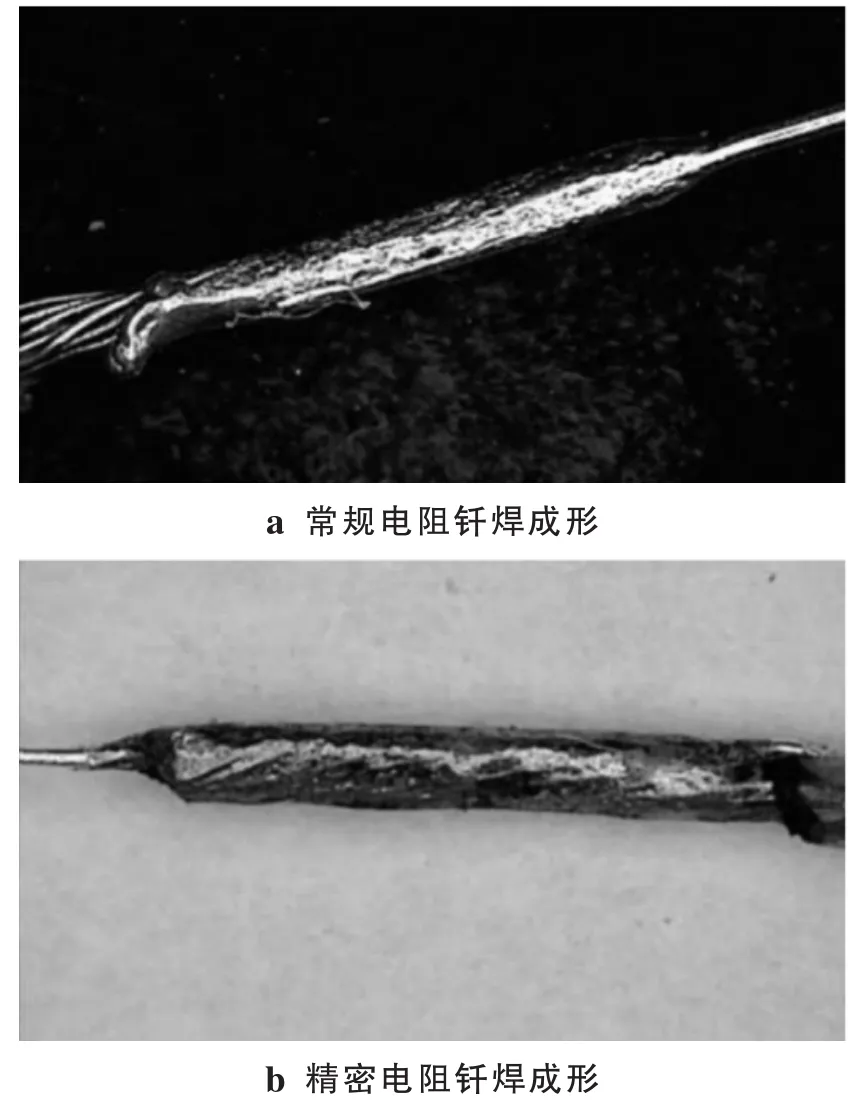
图2 引线外观成形对比
不同微细丝与0.8 mm铜多股导线焊接接头拉伸结果如图3所示。由图3可知,通过精密电阻钎焊得到的多股导线和微细丝的接头抗拉力大,性能优越于微细丝母材。接头中的多股导线之间的单股丝之间浸润饱满,单股丝传递信号的性能趋于相同水平,使得多股导线的性能优越且稳定。
3 结论

图3 不同微细丝与0.8 mm铜多股导线焊接接头拉伸结果
采用设计的连接方法和装置实现了铂电阻引线与不等直径异质多股导线之间的连接,焊接接头外观成形良好,无明显缺陷,可满足产品尺寸、外观、性能及稳定性等要求。通过电阻率测量,与母材相比,接头的导电性能良好。
