一种数控机床自动上下料桁架机器人控制系统设计与实现
2019-09-27刘林山李建永
刘林山,李建永,郝 铭
LIU Lin-shan1 ,LI Jian-yong2 ,HAO Ming1
(1.吉林电子信息职业技术学院,吉林 132021;2.北华大学 机械工程学院,吉林 132021)
0 引言
“中国制造2025”、“一带一路”国家战略背景下,加工制造业中小企业智能化程度要有很大提升,迫切需要将人力解放出来和推进工业互联网。小型数控机床种类繁多,主要承担直径400mm,长度500mm,10kg以下的杆轴类、盘类物料加工任务。为减轻工人操作强度和提高生产效率,实现上下料自动化,国内研究人员已经开展数控机床自动上下料装置的研究工作:文献[1]提出专用于深孔镗床的上下料机械手实现单机自动化,但缺乏与数控机床之间的通信;文献[2]提出GSF机器人与数控车床组合应用实现上下料自动化,但占地面积较大;文献[3]提出经济型车床自动上下料气动机械装置,但缺乏与数控车床的通信手段。小型数控机床上下料自动化要求小体积、低成本、网络化、高可靠和高效率。桁架机器人结构简单、加工精度高,适用于加工工件的搬运、装卸,对提高小型数控机床加工效率具有重要意义。
基于小型数控机床加工工艺,考虑上下料自动化要求,采用二轴桁架机器人实现自动上下料和机器人与数控机床的通信。二轴桁架机器人包括机械结构和电气控制部分:为便于行走,桁架机器人本体由矩形截面的钢管安装在一起,主要运动轴采用横梁、立柱二轴结构,即水平的X轴与竖直的Z轴,上面安装滚动直线导轨。电气控制部分包括规划桁架机器人运动轨迹、机器人末端执行器、与数控机床的通信方式。
1 上下料工艺过程及控制要求
数控机床上下料系统包括物料台(可转动)、桁架机器人(位于加工台上方、安全门内)、桁架机器人控制柜、桁架机器人手爪等。上下料工艺过程:按下数控机床启动按钮,系统确认各个运行状态都准备好,工人将待加工物料放入圆形物料台,安全门关闭后开始工作,液压卡盘松开到位,桁架机器人在原点运行到物料台固定位置,桁架机器人手爪动作抓取物料,桁架机器人运送物料到指定位置,液压卡盘夹紧物料,桁架机器人移动到原点位置(安全),机床启动按加工程序加工,加工完成后,液压卡盘松开到位,桁架机器人由原点运行到指定位置,桁架机器人手爪抓取加工完的物料运动到物料台指定位置,松开物料后完成下料,接着夹取下一个物料,重复上述过程。若物料台所有物料加工完毕,数控机床通知工人更换物料台的物料。
桁架机器人与数控车床电气控制和气动控制需要考虑:
1)桁架机器人本体X轴和Z轴滚动导轨伺服控制;
2)规划桁架机器人运动轨迹;
3)桁架机器人手爪动作设计;
4)桁架机器人与数控车床通信方式。
2 上下料桁架机器人控制系统设计
2.1 控制系统组成及工作原理
考虑到客户需求、资金成本、实际生产等各方面因素,选择CK0620A实用小型精密排刀式数控车床(适合于电子接插件、仪表、小五金等各种精密零件的大批量和单件加工)为对象。控制系统硬件主要包括:主控制器控制柜、桁架机器人、物料台和触摸屏。
控制系统工作原理:
1)启动数控机床和桁架机器人,数控机床判断加工是否完成,若完成则机床门打开,判断机床门打开是否到位,若到位工人将物料台装好待加工物料,否则等待;
2)数控车床判断机床门是否关闭到位,若到位则桁架机器人取料,放料;
3)桁架机器人取料控制过程:判断液压手爪打开是否到位,若到位则桁架机器人从安全点沿规划轨迹运动到取料位置,调整手爪抓取物料,沿规划路径到达液压卡盘放料位置,机器人手爪松开放料,液压卡盘夹紧物料。机器人沿规划路径回到原始安全点,完成一次上料、取料过程;
4)桁架机器人发出放料完成信号给数控车床,数控车床检测正常后按编制程序加工。
2.2 主控制器选择
按照上述工作过程,主控制器需要完成桁架机器人本体X轴和Z轴的运动控制,气缸电磁阀控制、与数控车床的通信控制、显示、报警功能、运动限位控制等功能。主控制器采用西门子S7-300的CPU和威纶通触摸屏。整个系统S7-300是控制核心,实现主要控制功能。
2.3 伺服电机和控制系统
桁架机器人伺服驱动电机主要有直流电机、感应电机以及步进电机。自动上下料要求桁架机器人快速运行到物料摆放位置,将物体摆放整齐。电机转矩波动8%,3S内桁架机器人运行到额定速度,作业率>99%。考虑到过载能力、运行效率等因素,驱动电机选择永磁同步电动机。
桁架机器人交流伺服系统主电路包括整流电路、滤波电路和逆变电路:为简化硬件,整流电路采用三相不可控制整流集成模块;滤波电路选择耐压值为450V,1mF的电容;逆变电路选择50A,1200V的IGBT模块为开关器件;缓冲吸收电路采用并联RCD结构缓冲电路。
桁架机器人交流伺服系统控制电路包括主控电路、电压采集电路、电流采集电路、功率器件驱动电路等。由于还要控制超声电机,主控芯片采用TMS320F28系列DSP,3.3V电源由电压采集电路转换获得,采用30MHz的晶振,两个引脚分别经过pF级电容和地相连,通过内部的振荡器和锁相环电路提供时钟信号。功率器件驱动电路采用直接模式工作模式的专用驱动模块2SD315AI为IGBT门极提供驱动信号[4]。
2.4 柔性手爪
桁架机器人末端机械手动作包括定位、半旋转(抬起)、抓取。定位和半旋转(抬起)采用压缩空气控制;由于抓取的物料较小,采用超声电机设计两指手爪实现上下料柔性化。超声电机控制由DSP芯片来完成[5]。
2.5 PLC电气控制系统
PLC是整个上下料控制的核心,需要完成桁架机器人行走,抓取,显示和与数控车床通信控制。图1为主控PLC控制系统结构示意图。
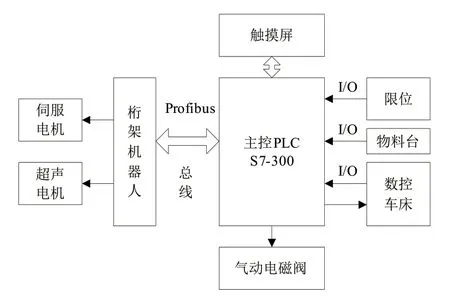
图1 主控PLC控制系统框图
根据控制系统要求确定PLC的输入/输出信号个数,表1为主控PLC控制系统I/O端子分配表(部分)。

表1 主控PLC控制系统I/O端子分配表(部分)
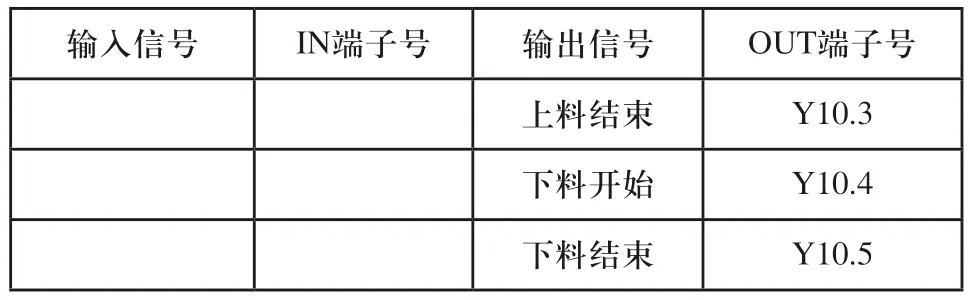
(表1)续
2.6 软件设计
控制系统软件采用西门子STEP7开发,软件程序包括PLC控制程序、桁架机器人主程序,上料子程序、下料子程序、与数控车床主控PLC通信程序。触摸屏界面设计采用威纶通公司HMI组态软件EasyBuilder8000实现,通过界面可以选择加工零件种类,设置加工数量、实时显示已加工情况、上位机下达的的加工任务以及报警显示[6,7]。
图2给出自动上下料控制流程图,初始化包括桁架机器人原点位置、手爪位置和轨迹,其中上下料运动轨迹:路径1→P001零点→P002待加工物料上方(物料台)↔P003代加工物料(物料台)→P004抓取→P001零点;路径2→P001零点→P005液压卡盘上方↔P006液压卡盘→P007松开→P001零点;路径3→P001零点→P005液压卡盘上方↔P006液压卡盘→P008手爪夹紧→P001零点。路径1→P001零点→P002待加工物料上方(物料台)↔P009加工完物料(物料台)→P010松开→P001零点。
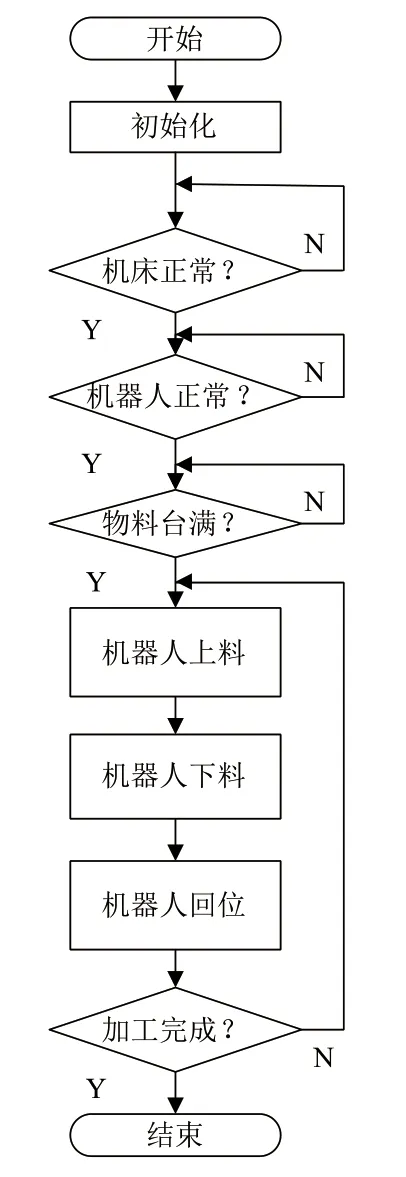
图2 自动上下料控制流程图
图3给出上料子程序流程图:
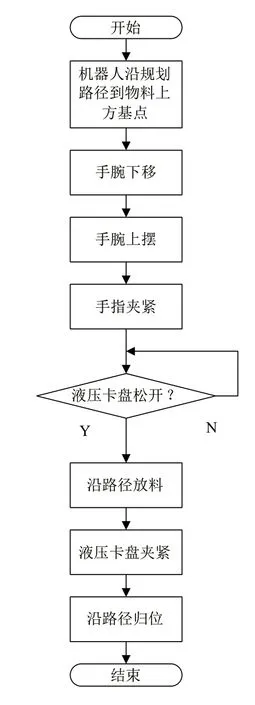
图3 上料子程序
下料子程序与上料子程序类似,根据主控流程图可以编制相应的桁架机器人上下料控制程序如下:
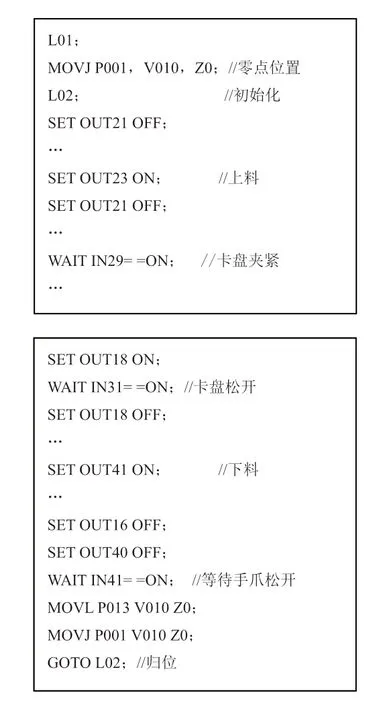
桁架机器人与数控车床通信方式采用快速I/O的通信模式,软件部分根据采集机床与桁架机器人当前状态,在控制主程序中根据上下料逻辑编写。
3 结语
自动上下料桁架机器人具有高速和定位准确的优点,小型数控机床配备二轴桁架机器人可以实现物料上料和下料。控制系统可以实现单台机床上下料自动化,为中小企业生产设备智能化改造提供思路。在数控机床上组合二轴桁架机器人,可以大大提高生产效率。另外,控制系统成本低、易操作,也可为“一带一路”沿线国家制造企业生产智能化改造提供方案。数控机床配备自动上下料二轴桁架机器人则更能凸显自动化加工优势,同时,总线接口易于构建基于数控机床群[8]的工业互联网,实现多台机床高效加工。因此,基于PLC控制系统的自动上下料二轴桁架机器人具有较好的推广前景。
