双线策略在白车身焊装车间的应用
2019-09-26贺政斯姚晓春
贺政斯,姚晓春
双线策略在白车身焊装车间的应用
贺政斯,姚晓春
(上汽通用汽车有限公司 整车制造工程部,上海 201201)
白车身焊装车间多车型柔性制造是满足汽车市场多样化需求的主要方向。文章介绍了双线策略在整车制造厂白车身焊装车间的应用和特点,并将双线策略与传统单一线体混线制造策略在投资成本,改造周期,物料切换方面进行对比,阐述双线策略的优势及双线策略应用的相关注意事项,对未来各整车制造厂白车身焊装车间工厂规划具有借鉴意义。
白车身;规划;双线策略
前言
随着汽车市场竞争加剧,多车型、差异化竞争是未来各大汽车制造商的增加市场占有率的重点策略之一,在整车底盘架构模块化趋势的背景下,不同车型的主要差异点集中在白车身上车体造型的区别,针对整车制造厂白车身焊装车间单个车间同时生产多辆不同车型的白车身的复杂情况,兼顾车型引入的成本及运营影响,前期规划部门需要开发一种高柔性低成本的制造策略以满足市场需求。本文介绍双线工艺规划方案,并探讨了在高柔性车身焊装生产线中相比传统单线策略的特点及优势及前期规划中所需考虑的注意事项。
1 焊装车间工艺及双线策略概述
当前各整车厂白车身焊装车间的主流工艺顺序如图1所示。底板与侧围总拼后进行补焊,补焊后在表调线进行门盖,翼子板及相关支架安装,最后将白车身发往油漆车间。考虑到目前各大整车制造厂底盘架构模块化的策略方向,下车体即底板区域不同车型通常采用相同或相似的结构,工装共用性较高,因此主线通常具备6-8车型柔性混线的生产能力。在一些高自动化率的车身车间,主线通常满足60-65JPH的产能需求。但由于不同车型的造型不同,不同造型主要体现在白车身侧围与门盖的差异,大多数情况下,不同车型侧围及门盖的制造工装共用性较差,主要的定位工装大部分为独立工装。车型越多,焊装车间侧围及门盖分拼线所需的独立工装越多。若分拼为单一混合生产线体,在高节拍生产工厂,占地面积较大,成本较高,车型切换较复杂,增加了焊装车间的生产难度。

图1 白车身焊装车间工艺流向示意图
双线策略的概念为将多车型的单一线体生产变为两条多车型线体共线生产,在白车身焊装车间,双线策略的应用主要是针对多车型柔性混合制造时工装共用性较差的分拼区域,通过采用相比主线较低的,通常为主线能力的1/2到1倍之间的节拍,使用两条分拼生产线共同给主线提供分拼总成,如图2所示。由于两条分拼线的总生产能力大于等于主线的生产能力,在总成零件从分拼线输送至主线过程中需增加相关的产品缓存设备,通过预先定义的逻辑排序与主线上下部底板总成一一对应。
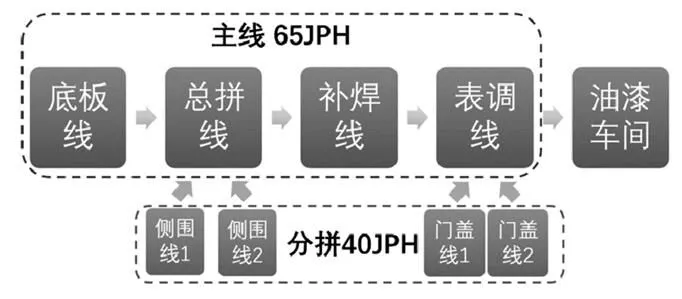
图2 双线策略白车身焊装车间工艺流向示意图
2 双线策略优点
下面以主线为65JPH,分拼线采用双线策略并且单一线体为40JPH的白车身焊装车间为例来阐述双线策略的优点。
2.1 投资成本降低
采用单线65JPH时,每个引入车型的线速都需要达到65JPH以满足混线生产,但实际每个车型的规划产能通常情况下远小于65JPH,采用单线生产针对单个车型来说,存在设备量冗余,同时,侧围、门盖等分拼区域工装共用性较差,分拼线大部分采用独立工装,因此需要额外增加大量机器人焊接设备,补焊工装及工装切换设备。特别是在引入第7、8车型时,白车身焊装车间常用转台,根据分总成尺寸大小,通常情况下门盖分总成最大转台为六面体转台,侧围分总成最大转台为四面体转台,已无法满足使用需求,需额外增加大型切换设备已实现切换功能,导致投资成本大量增加。双线工装的优势在于,由于每条线速要求为40JPH,此节拍可根据实际产品产能规划调整,最理想情况为主线线速的一半。生产线线速更加接近车型的产能需求,减少了设备冗余。另外,双线策略的每条线体的最大容量为4车型,采用常用的普通切换设备即可满足生产需求,仅在第二车型引入时投资成本略高于单线,随着车型引入的增加,成本节省优势逐步增加。

图3 单双线在引入车型数量不同时成本对比示意图
2.2 产能损失减少
生产过程中自动化设备可能会产生的一些设备故障,一旦设备故障报警,通常情况下,会有相应维修人员进行干预并切生产线停线。若为单一线体,一旦其中设备故障发生导致生产线停线,后面线体包括主线线体会产生等待,对整个白车身焊装车间的产量造成损失。若使用双线策略,由于双线分拼总输出略大于主线生产能力,分拼至主线之间有分总成物料缓存。在一侧线体发生故障时,缓存及另一侧分拼线体可以继续给主线供料,在一段时间内不会影响主线的产量。车间的车型排序系统会快速的识别分拼总成的供应状态并及时的调整主线车型队列。双线的使用极大的减少了因为分拼故障报警停线而造成的整个白车身焊装车间的产能损失。
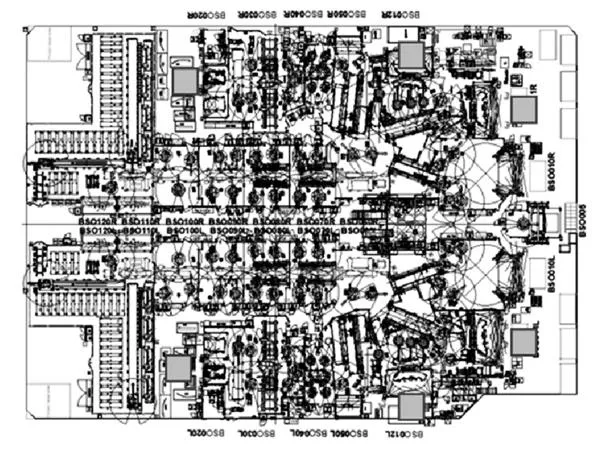
图4 某工厂侧围分拼单线上料点(黄色框)
另外,每当工厂有新车型引入或者产品换代时,白车身焊装车间需要针对新零件引入及老零件的影响进行相关的机器人和控制系统等设备调试,抓手工装及焊枪等其他工艺设备改造,这个过程通常会使白车身焊装车间连续停产时间增加。特别是在普通车型年变化时,主线改造量相对较小,需求连续改造周期较短,但侧围及门盖为全新,改造量相对较大,对原有线体影响较大,导致需求连续改造周期较长。当采用双线策略时,设备改造通常仅涉及单个线体,不影响另一侧其他车型造车,通过排产优化,施工进度优化,分拼总成缓存安排等手段,压缩连续改造周期需求,通常情况下可压缩至与主线连续改造周期需求保持一致,从而将整个停产改造周期减少一半。极大减少因停产改造产生的白车身焊装车间产能损失。
2.3 零件切换频次减少

图5 某工厂侧围分拼双线上料点(黄色框)
在早期生产线规划过程中,由于线旁空间有限同时兼顾操作工人取料的便利性,通常情况下每类零件规划预留2或3个上料位以便支持不同车型物料上件需求,若车型数量大于该上料库位数量,会存在某些车型的零件料箱无法直接放置在规划预留的上料位置的情况,则需要按需进行物料料箱切换。车型数量越多,各车型生产队列越复杂,物料切换频次越高。大量的物料切换频次会增大现场工人工作量甚至增加工人数量。单线生产时,针对8种车型,即每个上料工位的每个零件类有8个零件料箱,按每类零件预留2个上料位来计算,有额外6套零件无法放在上料位,若此时线体中有该6套零件的生产需求,便需要现场人员将物料进行切换如图4所示。使用双线策略时,单侧相当于仅有4种车型,按每类零件预留2个上料位的相同状态来计算,单侧有额外2套零件无法放在上料位,左右侧共4套零件需要切换,单类零件的料箱切换次数采用双线策略比单线减少33%,如图5所示。
3 结束语
针对多车型高柔性生产的白车身焊装车间,分拼线体采用双线策略是一种比较主要的生产线规划布局方式,目前已在部分国内外各整车制造厂白车身焊装车间使用,在减少工厂投资成本的同时,也减少了车间产能损失及物料切换频次,提高了车间的生产效率。在白车身焊装车间规划阶段,若考虑采用双线策略,需提前考虑未来后续引入车型在双线中的分配,尽可能保持两条线体引入车型产量需求相同,两边产量需求差别过大会导致产量需求高的一侧达到其规划的生产产能而产量需求低的一侧无法达到其规划的生产产能,若两侧实际的产能总和小于主线规划产能,会导致分拼线产品供不应求从而拉低主线的线速。另外,双线到主线之间的缓存方式,缓存位数量,生产切换逻辑等也需在规划阶段结合各工厂实际情况进行综合分析。
[1] 李文忠,高保雷,邵丹.浅析汽车车身的焊接工艺设计[J].汽车工艺与材料,2006,(2):18-21.
[2] 杨云.简述汽车行业焊装生产线规划及布置[J].中国新技术新产品,2016-13.
Dual-line Strategy Application for Body in White Welding Workshop
He Zhengsi, Yao Xiaochun
( Vehicle Manufacturing Engineering, SAIC General Motor limited company, Shanghai 201201 )
Flexible manufacturing of multi-vehicle type in body-in-white welding workshop is the main direction to meet the diversified demand of automobile market. This paper introduces the application and characteristics of the Dual-line strategy in the body-in-white welding workshop of the vehicle manufacturer. The advantages of the Dual-line strategy are described by comparing the Dual-line strategy with the traditional single mixed line manufacturing strategy in terms of investment cost, commissioning duration and material switching. Finally, the relevant attentions in the use of Dual-line strategy are briefly described. It can be used as a reference for the future planning of body-in-white welding workshop of vehicle manufacturers.
BIW; Plan; Dual-line strategy
U468
A
1671-7988(2019)18-187-03
U468
A
1671-7988(2019)18-187-03
贺政斯,男,辽宁鞍山人,硕士研究生,车身工艺工程师,2012年毕业于英国帝国理工学院高级机械工程专业,就职于上汽通用汽车有限公司整车制造工程部,研究方向:汽车制造技术。
10.16638/j.cnki.1671-7988.2019.18.063
