关键加工工艺和酶解对大豆涂抹型干酪品质的影响
2019-09-24韩莎华欲飞李兴飞张彩猛孔祥珍陈业明
韩莎 华欲飞 李兴飞 张彩猛 孔祥珍 陈业明

摘要 为了进一步优化和提高完全豆浆制作可涂抹的干酪状产品的品质,通过检测组成成分、质构分析、粒径测定和感官评价,对比不同方式凝乳制备的大豆涂抹型干酪的成分组成、硬度、涂抹性及风味,进一步优化乳化条件。结果表明,乳酸菌发酵凝乳得到的大豆涂抹型干酪的水分含量略低,乳清更易排出,醛类物质明显降低,而香味物质(2,3-丁二酮)增多,感官评价最高。在搅拌温度80 ℃,转速1 800 r/min,时间30 min条件下制备的大豆涂抹型干酪具有最佳的质构、粒径等特性。当蛋白酶A添加量达0.3%时,大豆涂抹型干酪的品质较好,颗粒较小,细腻程度与市售涂抹型干酪相近。
关键词 大豆涂抹型干酪;凝乳;乳化;酶解;品质
中图分类号 TS252.53文献标识码 A
文章编号 0517-6611(2019)15-0167-05
doi:10.3969/j.issn.0517-6611.2019.15.047
开放科学(资源服务)标识码(OSID):
Abstract In order to further optimize and improve the quality of soycheese product, the composition, hardness, spreadability and flavor of soycheese spreads prepared by different methods were compared by testing composition, texture analysis, particle size measurement and sensory evaluation, the emulsification conditions were further optimized. The results showed that the moisture content of soycheese spreads obtained by fermenting the lactic acid bacteria was slightly lower, the whey was more easily discharged, the aldehyde was obviously decreased, aroma levels (2,3butanedione) were increased, when the sensory evaluation was the highest. The soycheese spreads prepared at 80 ℃, 1 800 r/min, 30 min, had the best texture and particle size. When the amount of protease A was 0.3%, the soycheese spreads had good quality, small particles, and the degree of fineness was similar to that of commercial spread cheese.
Key words Soycheese spreads;Curd;Emulsification;Enzymatic hydrolysis;Quality
作者简介 韩莎(1990—),女,河南商丘人,硕士,从事大豆涂抹型干酪的研究。
*通信作者,教授,博士,博士生导师,从事植物蛋白方向的研究。
收稿日期 2019-03-22
干酪是以牛乳、奶油、部分脱脂乳、酪乳或这些产品的混合物为原料,经凝乳并分离乳清而制得的新鲜或发酵成熟的乳制品。而再制干酪是将一种或一种以上的天然干酪作为主要原料,粉碎后添加乳化盐、稳定剂、色素等辅料,加热搅拌、充分乳化、浇灌包装而制成的产品,也称为融化干酪或加工干酪。主要分为块状、切片型、涂抹型再制干酪[1]。再制涂抹型干酪富含蛋白质、矿物质,与其他乳制品相比,一般很少有消化问题,但其饱和脂肪含量较高、产量低、价格昂贵。大豆含有丰富的优质蛋白质、不饱和脂肪酸。大豆涂抹型干酪作为再制涂抹型干酪的替代物,能进一步促进大豆食品的消费,并大大降低传统涂抹型干酪的生产成本,同时还可以缓解奶源不足的问题,这对解决我国奶源匮乏、蛋白质摄入不足问题有着十分广阔的前景和深远的意义。
近年来,越来越多的研究倾向于往牛乳中添加豆乳或植物蛋白,从而制作混合干酪,或以豆浆为原料制作干酪,成为一种高蛋白的具有大豆风味的新型产品。李晴辉[1]利用乳酸菌和葡萄糖酸-δ-内酯(GDL)混合产酸获得豆浆凝乳,从而加工制得大豆涂抹型干酪。张琦[2]结合了奶酪和腐乳的加工工艺,以豆浆为原料,通过植物乳杆菌获得凝乳,排乳清后,添加少孢根霉RT-3、白地霉FMYl2-1发酵后熟获得软干酪。Rinaldoni等[3]提出向牛乳中添加大豆蛋白制作涂抹型干酪,开发新型功能性食品。但是,由于大豆涂抹型干酪质地粗糙、颗粒较大等局限性,限制了其在食品工业中的应用。涂抹再制干酪受原料种类、添加量、乳化工艺、加工设备等因素的影响表现出不同的質地特征。该研究以豆浆完全代替牛奶通过凝乳排乳清制作干酪,通过再制工艺制作一种新型大豆食品。凝乳是干酪制备过程中十分重要的步骤,牛奶制备干酪主要采用凝乳酶凝乳,而由于豆浆中蛋白质性质与酪蛋白不同,豆浆在凝乳酶的作用下无法凝乳。以市售涂抹型干酪为对照,研究不同凝乳方法对大豆涂抹型干酪品质的影响,选择最佳的凝乳方式;分析不同乳化条件(搅拌温度、搅拌转速、搅拌时间)对大豆涂抹型干酪品质的影响并确定工艺参数;研究蛋白酶A添加量对大豆涂抹型干酪品质的影响,从而得到质地细腻的产品,以期为大豆涂抹型干酪产品的开发提供一定的参考依据。
1 材料与方法
1.1 材料与仪器
1.1.1 材料。
大豆,市售东北大豆;乳酸菌、1∶1混合均匀的嗜热链球菌和保加利亚乳杆菌,丹尼斯克(中国)有限公司;蛋白酶A,国药集团化学试剂有限公司;葡萄糖酸-δ-内酯(GDL),江西新黄海医药食品化工有限公司;柠檬酸钠、六偏磷酸钠、三聚磷酸钠,湖北兴发化工集团股份有限公司;食用盐,江苏井神盐化股份有限公司;玉米油,山东西王食品有限公司;市售涂抹型干酪,爱氏晨曦涂抹干酪,爱氏晨曦乳制品进出口有限公司;其他试剂均为分析纯。
1.1.2 仪器与设备。
BLST4090B-073 豆浆机,汇勋电器制品有限公司;HH-S 数显恒温水浴锅,江苏金坛市医疗仪器厂;K9840 自动凯氏定氮仪,济南海能仪器股份有限公司;TA.XTPlus质构仪,英国SMS公司;S3500激光粒度分析仪,美国Micotrac公司;LSM710 激光共聚焦扫描显微镜,Carl ZeissAG;搅拌锅UMC5,德国Stephan;SCIONSQ-456-GC气质联用仪,美国Bruker公司。
1.2 大豆涂抹型干酪制备过程
大豆浸泡12 h后,使用实验室自制无氧磨浆设备获得豆浆。此装置能够有效抑制酶促氧化反应,改善豆浆风味与色泽。然后稀释到豆浆浓度为7%,95 ℃煮浆15 min,冷却后加入凝固剂获得凝乳,切块,压模,排乳清,倒入搅拌锅,加入辅料[10%玉米油、2%乳化盐(柠檬酸钠∶六偏磷酸钠∶三聚磷酸钠=1∶2∶2)、0.3%食用盐],一定温度攪拌乳化一定时间后,直接灌装,4 ℃冷藏,获得大豆涂抹型干酪产品。
1.3 试验设计
1.3.1 凝乳方法对大豆涂抹型干酪品质的影响。
在最适的再制工艺条件基础上,分析凝乳方法对大豆涂抹型干酪品质的影响。方法一:添加0.2%MgCl2作为凝固剂,80 ℃保温05 h;方法二:添加0.2%CaSO4作为凝固剂,80 ℃保温0.5 h;方法三:添加0.2%GDL作为凝固剂,80 ℃保温0.5 h;方法四:添加0.01%乳酸菌作为凝固剂,42 ℃保温4 h。
1.3.2 乳化条件对大豆涂抹型干酪品质的影响。
在最适的凝乳方法的基础上,分析乳化条件对大豆涂抹型干酪品质的影响。乳化条件主要包括:①搅拌温度,在搅拌转速为1 800 r/min,搅拌时间为30 min时,将搅拌温度设为70、80、90 ℃,分析温度对大豆涂抹型干酪品质的影响;②搅拌转速,在搅拌温度为80 ℃,搅拌时间为30 min时,将搅拌转速设为1 200、1 500、1 800、2 100 r/min,分析转速对大豆涂抹型干酪品质的影响;③搅拌时间,在搅拌温度为80 ℃,搅拌转速为1 800 r/min时,将搅拌时间设为10、20、30、40 min,分析时间对大豆涂抹型干酪品质的影响。
1.3.3 酶添加量对大豆涂抹型干酪品质的影响。
在最适的加工工艺条件,分析豆浆酶解对大豆涂抹型干酪品质的影响。酶解方法:向豆浆中加入一定量的蛋白酶A,50 ℃水解15 min,95 ℃煮浆灭酶15 min。
1.4 测定项目与方法
1.4.1 涂抹型干酪成分。
参照GB 5009.3—2016,采用直接干燥法测定涂抹型干酪的水分含量;参照GB 5009.5—2010,采用凯氏定氮法测定涂抹型干酪中蛋白质含量;参照GB 5009.6—2016,采用酸水解法测定涂抹型干酪中脂肪含量;参照GB 5009.4—2016,测定涂抹型干酪中总灰分的含量。
1.4.2 质构分析。
参考高红艳等[4]的方法。所有样品均取40 g放置于100 mL烧杯中,平铺于烧杯底部测量,平行测定3次。物性测试仪参数设定:测量模式为下压,探头起始位置固定,测量前探头下降速度2.0 mm/s;测试速度1.0 mm/s;测量后探头回程速度2.0 mm/s;压缩形变30%;感应力10.0 g;探头类型P25。硬度:用TPA曲线第一压缩周期中的最大力值N表示,表示干酪的软硬程度。涂抹做功:探头下行过程中受力曲线与时间轴所形成的峰面积A, A表示涂抹时所需的能量,A越小越易涂抹。
1.4.3 粒径。
取10 g样品分散于40 g去离子水中,搅拌均匀后,用激光粒度分析仪测量大豆涂抹型干酪颗粒大小。
1.4.4 GC-MS。
取10 g样品分散于50 g去离子水中,搅拌均匀后,取5 mL分散液于萃取瓶中,参考孙灵湘[5]使用的HS-SPME和GC-MS方法,使用2-甲基-3-庚酮作为内标,对大豆涂抹型干酪样品的风味成分进行测定分析。
1.4.5 感官评价。
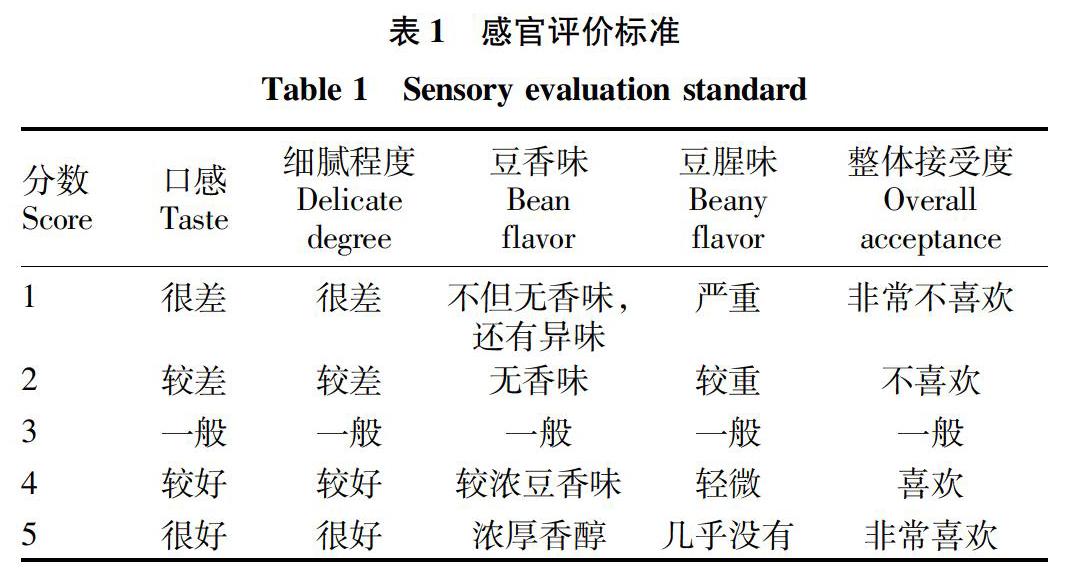
将不同凝乳方法获得的大豆涂抹型干酪随机编码,进行感官评价,评价小组由10位感官味觉灵敏的专业人员组成,对样品口感、细腻程度、豆腥味、豆香味和整体接受度进行评价,结果以分值形式表述(表1)。
1.5 数据分析
使用SPSS软件(vesion 19.0,SPSS Inc.,Chicago,IL)分析数据之间的差异性,通过单因素方差分析(ANOVA)并使用最小显著性差异测试(LSD)来确定各平均值之间的差异,置信区间为95%。
2 结果与分析
2.1 凝乳方法对大豆涂抹型干酪的影响
2.1.1 对组成成分的影响。
以市售涂抹型干酪作为对照,分析不同凝乳方法制作的大豆涂抹型干酪与市售涂抹型干酪的化学组成。对照和不同凝乳方法制作的大豆涂抹型干酪的成分分析结果如表2所示。与对照相比,无论采用哪种凝乳方式,使用豆浆制作的再制涂抹型干酪的水分含量略高于对照,这可能是因为大豆蛋白具有很好的亲水性,持水能力较强[6],水分不易排出。采用乳酸菌发酵产酸凝乳制作的大豆涂抹型干酪的水分含量为68.29%,略低于其他凝乳方法,表明利用乳酸菌发酵,缓慢释放酸促进豆浆凝乳的方式利于乳清的排出,蛋白的持水力较弱。这4种凝乳方法制作的大豆涂抹型干酪的蛋白质和脂肪含量无明显差异(P>005),蛋白含量约11%,明显高于市售涂抹型干酪(45%),脂肪含量(约14%)明显比对照(22.67%)低。大豆涂抹型干酪的蛋白质含量高,脂肪较少,营养价值较高。
47卷15期韩 莎等 关键加工工艺和酶解对大豆涂抹型干酪品质的影响
2.1.2 对质构的影响。
从图1可以看出,使用MgCl2、CaSO4、GDL凝乳制作的大豆涂抹型干酪的硬度较高,涂抹性较差,其中CaSO4凝乳的大豆涂抹型干酪的硬度(697.73 g)最高,涂抹做功(3 288.23 g·s)最大,涂抹性最差;而通过乳酸菌发酵缓慢产酸凝乳制作的大豆涂抹型干酪的硬度(34840 g)较低,较易涂抹(1 759.37 g·s)。MgCl2、CaSO4是通过形成盐桥将大豆蛋白质分子相互连接,成为立体网状结构并把水包在网络中形成凝乳[1]。GDL在高温下水解成葡萄糖酸,使豆浆pH降低至大豆蛋白等电点,从而使蛋白质聚集交联,促使豆浆凝固[7]。此3种方法形成的凝胶结构紧密,在再制工艺中干酪结构不易破坏,且加热有助于大豆蛋白聚集[8],导致其产品硬度较高,涂抹性较差。通过乳酸菌发酵缓慢产酸形成的凝乳较松散,易破坏,制作的大豆涂抹型干酪的硬度较小,涂抹性较好。但是乳酸菌发酵凝乳制作的大豆涂抹奶酪的品质仍然比对照差,这可能与大豆涂抹型干酪的蛋白质含量较高,蛋白之间聚集、交联,形成凝胶有关[9]。
2.1.3 对风味的影响。
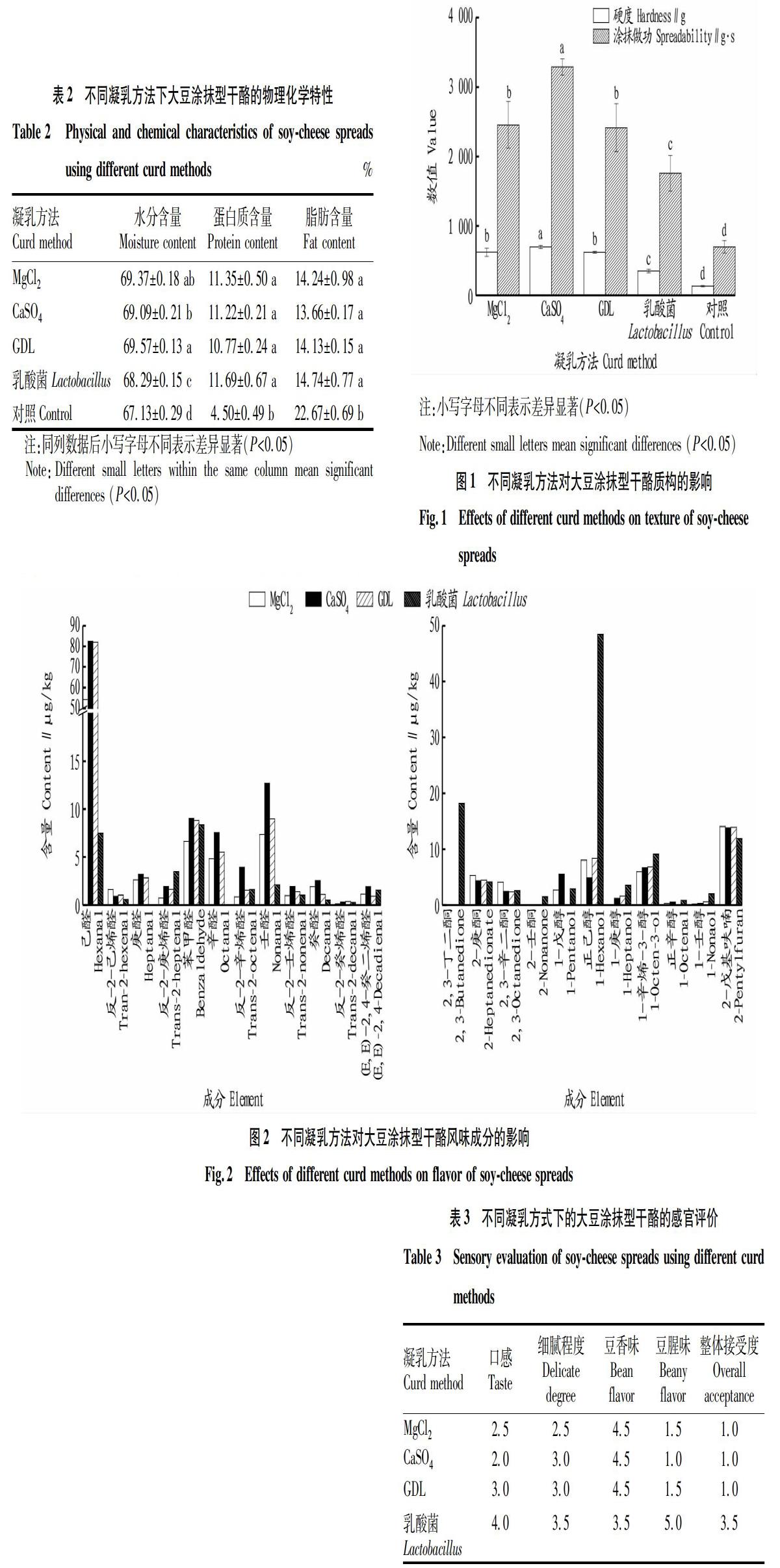
通过GC-MS分析不同凝乳方法制作的大豆涂抹型干酪的风味物质组成,其结果如图2所示。大豆涂抹型干酪的风味物质主要包括醛类、醇类、酮类和呋喃类。其中己醛、反-2-己烯醛、1-戊醇、正己醇、1-辛烯-3-醇、苯甲醛、反-2-壬烯醛、(E,E)-2,4-癸二烯醛等是主要的
豆腥味成分[10]。而正己醇和1-辛烯-3-醇閾值较高,分别为250、610 μg/kg[11],这4种凝乳方法制备的大豆涂抹型干酪中正己醇和1-辛烯-3-醇含量都远远低于阈值,对豆腥味
的贡献较少。而己醛、反-2-己烯醛、反-2-壬烯醛、(E,E)-2,4-癸二烯醛的阈值较低[8],对大豆涂抹型干酪的风味影响较大,这些物质含量越高,豆腥味越重。通过MgCl2、CaSO4、GDL凝乳制备的大豆涂抹型干酪中己醛含量较高,分别为54.21、82.48、82.04 μg/kg,豆腥味较重。而通过乳酸菌发酵凝乳制备的大豆涂抹型干酪中醛类风味物质含量减少,醇类风味物质含量升高,如己醛含量减少到7.51 μg/kg,而己醇含量增加到48.46 μg/kg,但醇类物质的阈值较高,对豆腥味的贡献较小。同时由于乳酸菌生长产生的2,3-丁二酮是干酪中重要的香味成分[12],会增加大豆涂抹型干酪的香味。
2.1.4 感官评价。
对不同凝乳方法获得的大豆涂抹型干酪进行感官评价,结果如表3所示,使用MgCl2、CaSO4、GDL这3种凝固剂制备的大豆涂抹型干酪的口感、细腻程度及风味接近,且豆腥味较重,有豆腐的味道和口感,质地易碎,颗粒较大,不易涂抹。而使用乳酸菌缓慢发酵凝乳制备的大豆涂抹型干酪的口感较好,较细腻,几乎无豆腥味,有淡淡的豆香味,整体接受程度较其他3种高。
2.2 乳化条件对大豆涂抹型干酪的影响
2.2.1 对质构的影响。
从图3A可以看出,随着搅拌温度的升高,产品硬度逐渐降低,涂抹性显著增强。这可能是因为热处理会使蛋白凝胶的持水能力降低,水分析出,导致产品硬度降低。Marchesseau等[13]研究了热处理对再制干酪凝胶持水性的影响,发现温度升高致使持水能力降低,同时水分也更容易渗出。其中80 ℃和90 ℃搅拌的产品硬度和涂抹性没有显著差异,表明当温度达80 ℃后,温度升高,对蛋白凝胶的影响较小,从而产品的硬度和涂抹性无明显变化(P>0.05)。
从图3B可以看出,搅拌速度从1 200 r/min升高到2 100 r/min过程中,产品硬度缓慢降低,涂抹做功减小,其中当搅拌速度达1 500 r/min后,涂抹做功差异不显著(P>005)。随着搅拌速度的提高,大豆干酪的蛋白质网络结构被破坏,导致其分子结构松散,硬度降低[14]。
从图3C可以看出,随着搅拌时间的延长,大豆涂抹型干酪的硬度降低,涂抹性做功降低。在乳化时间小于20 min时,产品硬度降低,这是由于大豆干酪原有结构不断破坏,导致产品结构松散,硬度降低。当乳化时间超过20 min后,蛋白质之间的相互作用无明显变化,导致产品硬度无明显差别(P>0.05)。
2.2.2 对粒径的影响。
由图4A可知,随着搅拌温度的升高,大豆涂抹型干酪的粒径增大,大颗粒含量增多,由于温度越高,大豆蛋白聚集程度增加[9],形成凝胶小颗粒含量增多,且大豆干酪加热不会融化,在相同搅拌转速和时间的条件下,大豆涂抹型干酪的细腻程度降低,产品越粗糙。大豆涂抹型干酪的粒径随着搅拌转速和时间的提高而减小(图4B、C)。当搅拌转速超过1 800 r/min后,转速升高对颗粒大小的影响较小。当搅拌时间超过30 min后,延长乳化时间对产品粒径的影响较小。
2.3 酶添加量对大豆涂抹型干酪的影响
2.3.1 对质构的影响。
图5显示了不同蛋白酶A添加量对样品质构的影响。随着酶添加量的增加,产品硬度从348.40 g降低到238.83 g,而涂抹做功也略有降低,从1 759.37 g·s到1 395.29 g·s,但变化不明显(P>0.05)。随着酶添加量的增加,蛋白质分子变小,维持蛋白质分子状态的内部结构力(如氢键、范德华力等)被破坏,蛋白之间聚集、交联变少,从而硬度降低[15]。
2.3.2 对粒径的影响。
样品颗粒大小可以表征产品细腻程度,颗粒越小,样品越细腻,口感越光滑。大豆涂抹型干酪的颗粒大小为1~300 μm,而市售涂抹型干酪的粒径为1~100 μm(图6),其原因可能是大豆蛋白分子量比酪蛋白大,且其加热易聚集形成凝胶,导致其产品颗粒较大。向豆浆中添加一些酶,促进蛋白的水解,降低蛋白颗粒大小以及蛋白质之间的相互作用,从而降低大豆涂抹型干酪颗粒大小。随着酶添加量的增加,蛋白质水解程度增加,大豆蛋白的聚集程度降低,大豆涂抹型干酪的粒径逐渐降低,细腻程度增加(图6)。当添加量达0.3%时,其颗粒大小与市售涂抹型干酪相近。
3 结论
对比市售涂抹型干酪,大豆涂抹型干酪的水分含量较高,蛋白含量较高(11.69%),脂肪含量较低(14.74%),但由
于其蛋白分子量较大,大豆蛋白易加热聚集,形成凝胶,导致
其颗粒较大,不如市售涂抹型干酪细腻。
大豆涂抹型干酪生产加工过程中,豆浆的凝乳方法对样品的硬度、涂抹性和风味有显著影響,对比不同的凝乳方法,
发现采用乳酸菌缓慢发酵凝乳可以明显改善产品质地、口感和风味而再制工艺中乳化条件对样品的质构、细腻程度也有显著影响。最终优化乳化工艺参数为搅拌温度80 ℃,搅拌速度1 800 r/min,搅拌时间30 min。酶解可以减小蛋白分子大小,减小蛋白聚集程度,通过进一步研究蛋白酶A添加量对样品质构、细腻程度的影响,表明添加0.3%蛋白酶A,产品硬度只有238.83 g,虽比市售涂抹型干酪硬度略高,但其细腻程度与市售干酪相近。
参考文献
[1]李晴辉.新型涂抹型大豆干酪的研究与开发[D].上海:华东理工大学,2013.
[2]张琦.大豆干酪加工技术研究[D].南京:南京农业大学,2012.
[3]RINALDONI A N,PALATNIK D R,ZARITZKY N,et al.Soft cheeselike product development enriched with soy protein concentrates[J].LWTFood Science and Technology,2014,55(1):139-147.
[4]高红艳,蒋士龙,莫蓓红,等.涂抹再制干酪中蛋白质的二级结构及其对质构的影响[J].中国乳品工业,2009,37(1):36-39.
[5]孙灵湘.豆浆风味模拟体系的构建及各组分对其风味组成的影响[D].无锡:江南大学,2015.
[6]RANI M,VERMA N S.Changes in organoleptic quality during ripening of cheese made from cows and soya milk blends,using microbial rennet[J].Food chemistry,1995,54(4):369-375.
[7]TSENG Y C,XIONG Y L.Effect of inulin on the rheological properties of silken tofu coagulated with gluconoδlactone[J].Journal of food engineering,2009,90(4):511-516.
[8]RUAN Q J,CHEN Y M,KONG X Z,et al.Heatinduced aggregation and sulphydryl/disulphide reaction products of soy protein with different sulphydryl contents[J].Food chemistry,2014,156(4):14-22.
[9]阮奇珺.大豆蛋白热诱导二硫键连接物的形成及巯基变化亚基水平研究[D].无锡:江南大学,2015.
[10]LV Y C,SONG H L,LI X,et al.Influence of blanching and grinding process with hot water on beany and nonbeany flavor in soymilk[J].Journal of food science,2011,76(1):20-25.
[10]里奥·范海默特.化合物香味阈值汇编[M].刘强,昌德寿,汤峨,译.北京:科学出版社,2015.
[12]马艳丽,曹雁平,郑福平,等.奶酪的风味组分研究进展[J].中国乳品工业,2013,41(5):36-39.
[13]MARCHESSEAU S,CUQ J L.Waterholding capacity and characterization of protein interactions in processed cheese[J].Journal of dairy research,1995,62(3):479-489.
[14]王乐,宗学醒,闫清泉,等.关键加工工艺对涂抹再制干酪品质的影响[J].中国乳品工业,2016,44(1):62-64.
[15]王章存,王佩,安广杰,等.风味蛋白酶水解大豆分离蛋白的抗原性及功能特性变化[J].中国粮油学报,2018,33(3):48-52.
