立式水轮发电机上盖板零部件脱落原因分析及处理
2019-09-23张志勇陈中一张西兰
张志勇,陈中一,张西兰
(五凌电力三板溪水电厂,贵州 锦屏556500)
1 引言
发电机上盖板是水轮发电机的主要部件之一,它装配机组上机架上,位于发电机定、转子上方,起保护机组和人员安全、隔绝机组运行噪音的作用,是机组的外壳[1]。如果发电机上盖板零部件在机组运行时发生脱落,轻则造成机组定、转子绝缘损坏,重则可造成机组发电机扫镗的严重事故,给发电公司带来巨大经济损失。
本文分析了三板溪水电厂发电机上盖板隔音棉支撑网架扁钢脱落的原因及危害,结合相关理论,发现对工艺流程进行适当优化,进行质量控制可以有效改善缺陷[5-8]。
目前,国内外对于发电机上盖板的具体研究较少,对其结构形式进行详细介绍,及对缺陷部位进行具体讨论,都可以为探求解决方法提供有效理论基础,为水轮发电机的稳定运行具有深远意义。
2 发电机上盖板结构形式
三板溪水电厂发电机上盖板安装直径为7200 mm,由24块类似于多边形的箱体结构拼接而成。单件尺寸较大,单块重量约290~700 kg。单块盖板结构如图1、图2所示,由6 mm钢板焊接在70 mm×50 mm×5 mm矩形钢管框架上,玻璃纤维隔音棉内嵌于矩形钢管框架内,隔音棉由钢丝网和20 mm×6 mm扁钢网架进行支撑。
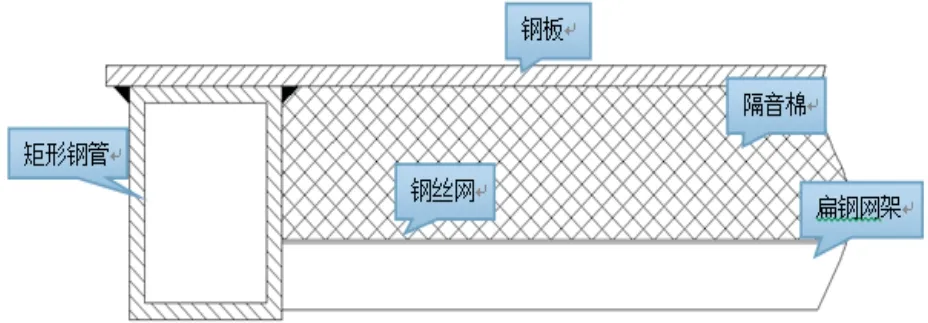
图1 上盖板结构示意图

图2 上盖板照片
3 缺陷现象
2014年10月19日,三板溪水电厂检查发现,1号机组发电机上盖板隔音棉支撑网架-Y方向1处扁钢由于两侧焊缝开焊脱落(图3、图4),造成定子-Y至-X方向汇流排绝缘层4处损伤,损伤最深处约 1 mm(图 5、图 6)。
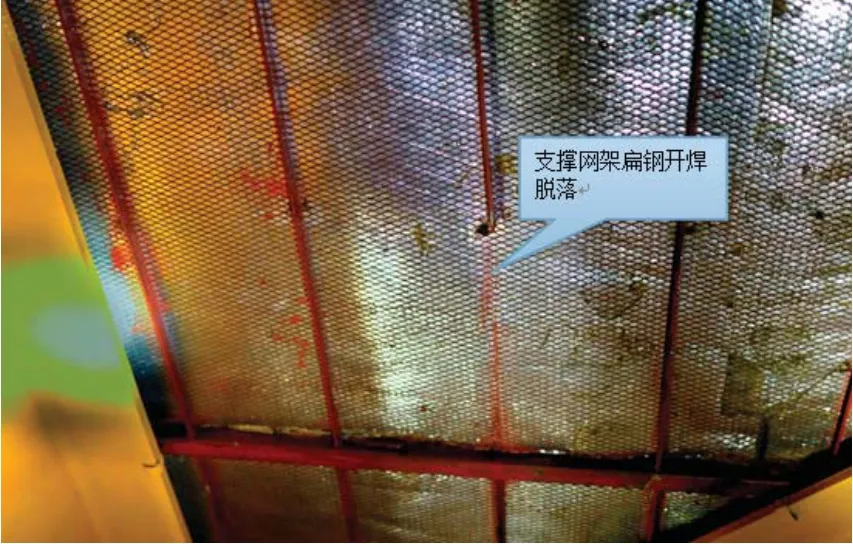
图3 1号机组发电机上盖板隔音棉支撑网架缺陷扁钢脱落部位

图4 支撑网架缺陷扁钢脱落后情况

图5 定子汇流排绝缘层损伤情况

图6 定子汇流排绝缘层损伤情况
针对此问题,电厂对其他机组进行检查,发现均存在支撑网架扁钢焊缝开焊的现象,其中2号机组1处、3号机组2处、4号机组6处,且支撑网架扁钢焊缝普遍存在虚焊情况。另外发现,发电机上盖板隔音棉支撑钢丝网钢丝直径过小,经过长时间运行已有少量断裂,存在钢丝小段脱落的危险。
4 缺陷原因分析
三板溪水电厂机组发电机上盖板由钢板焊接在矩形钢管框架上,隔音棉内嵌于矩形钢管框架内,并由钢丝网和扁钢网架支撑。由于施工单位在盖板制造过程中组装程序为:先由钢板、矩形钢管形成框架后铺设隔音棉、钢丝网,最后焊接扁钢支撑网架。在扁钢支撑网架焊接过程中,施工单位为保护之前安装的隔音棉和钢丝网不因焊接高温而损坏,只能使用小电流焊接扁钢支撑网架,造成扁钢焊缝不能完全熔合,存在虚焊缺陷,在机组运行中因低频振动造成扁钢焊缝疲劳开焊。
5 缺陷危害
1号机组发电机上盖板隔音棉支撑网架已出现扁钢焊缝开焊脱落现象。扁钢脱落到运行机组转子上,甩到定子线棒,造成定子汇流排绝缘层损伤,最后甩落到发电机空冷器外侧地面上。如扁钢脱落到发电机空气间隙内,将造成机组发电机扫镗的特大事故。
6 处理思路
此缺陷发现后,电厂试图在现场进行修复处理。但由于隔音棉内嵌于矩形钢管框架内,在焊接过程中因焊接高温会造成隔音棉熔缩、钢丝网断裂、焊渣飞溅到隔音棉内无法清除等问题,且支撑钢丝网无法进行更换。
因现场修复困难,无法满足机组安全可靠运行要求,电厂计划将机组发电机上盖板送至专业机械厂进行全面修理。鉴于发电机上盖板原组装程序易造成扁钢支撑网架焊缝虚焊缺陷,修理时将采用以下程序实施组装:首先在矩形钢管框架上焊接角钢支撑网架替代原扁钢支撑网架,以增加支撑网架刚度及焊接面积;在支撑网架上铺设冲孔钢板替代钢丝网,再铺设隔音防火材料;最后在矩形钢管框架上铺设面板进行焊接。组装程序对比示意如图7,修理前后对比示意如图8。
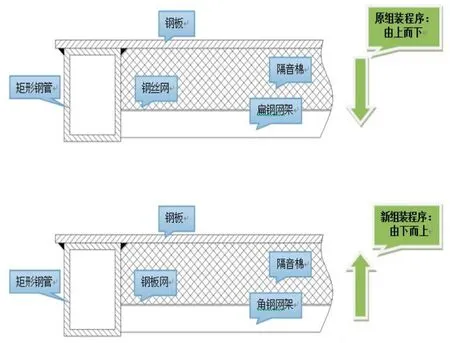
图7 组装程序对比示意图
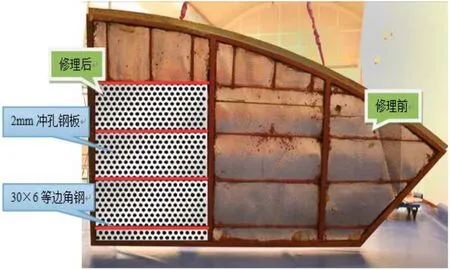
图8 修理前后对比示意图
7 上盖板制造质量控制
7.1 下料质量控制
由于单块盖板尺寸较大,且形状为多边形,故钢板、钢板网必须拼料。为了保证拼焊缝间隙及切割边的质量、下料后板面不变形,钢板下料应选用激光切割下料。
所有用料必须符合图样及相关标准要求,在运输和制造中要采取措施,防止磕碰、划伤和变形。下料前核对材质标识,检查材料外观质量;下料后的首件必须检查合格后,方可进行后续下料。
钢板用料必须平整,全台都采用同炉同批次的材料。激光切割下料,下料尺寸公差控制在工艺规定以内。
各种材料下料后清理挂渣、毛刺,按规定要求修补打磨下料产生的缺陷。
7.2 装焊质量控制
焊工需取得相应职业资格证,手工焊时,焊接材料必须选用低氢型焊条,焊条直径不大于工艺规定。引弧必须有引弧板,不得在产品上直接引弧。
焊前清理干净焊缝两侧杂质及污渍;焊接环境温度应不低于10℃;烘焙好的焊条装在保温筒中,随用随取。
装配过程及矫正过程中严禁直接锤击零件表面,锤击点处必须垫上软垫。
钢板的拼焊缝间隙理论为零,局部不大于工艺规定。单块盖板的尺寸公差、平面度公差严格按工艺规定执行。
装焊后的首件必须检查,合格后才能进行其他件的生产。
7.3 喷砂及涂底漆质量控制
装焊好后的盖板清理焊接飞溅物、焊渣。
喷石英砂除去氧化皮及锈蚀(包括钢板网),清理干净后按规范涂刷防锈底漆。
7.4 预装质量控制
预装必须是在单件盖板合格后才能进行。预装间隙公差严格按工艺规定;每块盖板之间接缝对齐,接缝错口不大于工艺规定要求;单块盖板的尺寸公差、平面度严格按工艺规定执行。
预装合格后,完成其他零件的装配及面漆的涂装。
8 结语
三板溪电厂机组发电机上盖板由于施工单位在制造过程中组装程序错误,造成1号机组发电机上盖板隔音棉支撑网架一处扁钢焊缝开焊脱落,导致定子汇流排绝缘层损伤。检查其他机组也存在扁钢焊缝开焊的现象,且扁钢焊缝普遍存在虚焊问题。另外发现,上盖板隔音棉支撑钢丝网钢丝直径过小,经过长时间运行已有少量断裂,存在钢丝小段脱落的风险。如果扁钢或钢丝脱落到发电机空气间隙内,将造成机组发电机扫镗的特大事故。
因现场修复无法满足机组安全可靠运行要求,电厂对机组发电机上盖板进行全面修理,纠正发电机上盖板原组装程序的错误,并将隔音棉支撑钢丝更换为冲孔钢板。彻底消除扁钢、钢丝网脱落导致设备损坏的重大安全隐患。
