基于IIoT 的发动机生产制造过程管控系统 构建及应用
2019-09-21储招节王标王露张西巍郭敏
储招节,王标,王露,张西巍,郭敏
(1.重型专用车发动机安徽省重点实验室,安徽 马鞍山 243000; 2.安徽华菱汽车有限公司发动机分公司,安徽 马鞍山 243061)
引言
相比同行业中,特别是与现有的国外同类型公司比较,发动机工厂推进智能制造领域的相关技术十分缺乏经验,欠缺可以借鉴的成功案例,目前发动机生产制造过程呈现出如下的特点:
(1)孤岛性:信息孤岛、自动化设备孤岛,以及信息系统与自动化设备系统之间的孤岛;目前单机设备的自动化水平较高,但是系统层面的集成与链接还存在一定的问题;虽然,射频识别技术已经在发动机厂进行了大量的应用,但目前主要停留在解决的是产品的身份的识别功能,并且没有在发动机的机加工、装配、涂装、热试以及成品入库的全流程应用。
(2)工艺复杂性:发动机的生产工艺过程繁杂,涉及到各种制造业的典型工艺,因此其生产过程的管控较为复杂;随着产品类型的多样化,依靠传统的人工管控已经越来越难保证发动机的制造品质。
(3)影响因素多样性:发动机属于汽车的核心零部件,具有加工工艺复杂和性能要求高的特点,其生产过程受到“人机料法环测”的因素的影响,生产过程的管控需要对数据进行实时感知和综合的分析,以此来给出相应的管控策略。
华菱汽车针对发动机生产制造过程难以管控问题,提出一种基于工业物联网技术的发动机生产制造过程管控系统的研究和应用。首先,针对发动机生产制造过程的特点进行了分析,提出了其生产制造过程管控系统集成架构[1];其次,研究了信息化接口统一和标准化以及工业网络规划和建设两个问题,并给出了相应的解决方案;然后,对发动机生产车间设备层的物联网实现进行了探索,分别从机加车间、总装车间、涂装车间和热试车间的设备系统联网进行阐述;最后,基于NET 平台进行了系统的实现,验证了所提方法在发动机生产制造过程管控系统的可行性和有效性。
1 IIoT-IMS 体系架构
华菱汽车针对自身发动机生产制造过程中的特点进行分析,构建了IIoT-IMS 系统的体系架构(如图1 ),运用物联网和自动化控制系统实现物理世界与信息世界的集成,发布控制指令,实现对底层物理设备“感”、“联”、“知”、“控”的闭环管理,工厂全流程管理的透明化。从源头上有效的实现设备的最优管理,提高产品质量和生产效率,降低不合格率从而有效的降低了生产损耗成本,降低设备投资,减少设备停机率故障率,对设备实施监控、采集、管理,实现设备系统之间的集成,打通信息孤岛,建立大数据平台,实时采集企业经营数据、生产数据、设备数据、质量数据、产品运行数据[2];为工厂进行数据建模和分析以及公司运营提供决策数据做准备[3];在质量管理、生产管理等方面加强大数据的应用,提高产品质量、生产效率和服务水平[4]。

图1 IIoT-IMS 系统的体系架构
2 IIoT-IMS 关键技术
2.1 信息化接口和标准
根据发动机生产制造过程管控的特点和需求,为顺利构建工厂信息化管理系统,实现对先进设备的联网运行和管理,首先面对的是如何解决好不同厂家的不同设备控制系统间的数据接口的开发问题,也是最关键的基础工作。在发动机工厂设备规划初期,发动机公司创新的提出了设备信息化数据接口以及接口的统一性和标准化,并要求设备厂家按照该接口标准开发和设计设备系统的自动控制系统。具体包含内容如下:设备状态、ANDON 信息、零部件信息、质量数据信息、机床刀具寿命信息等信息进行准确的信息描述、符号、数据功能描述、数据类型以及地址进行定义,并对通讯方式和通信地址进行统一规划和分配。同时对设备层的EPS(Error Proofing System:防错系统)系统控制策略进行技术规范,从而搭建起设备层基础数据的通用化标准,为工厂上层信息系统的开发集成做好准备,如图2 所示。

图2 信息化接口和标准定义
2.2 工业网络规划和建设
由于设备种类较多,设备采用的信息交互方式和协议各不相同,这就给智能化工厂信息的交互带来了很大的难度,需要考虑信息交互方式的通用性和扩展性。发动机工厂配有整体工业以太网络与设备层的Profibus 网络、ASI 总线网络、无线工业网络等相连。从系统硬件角度将其分为四个层次:设备拓扑、功能支撑、web 应用、系统安全,如图3 所示。
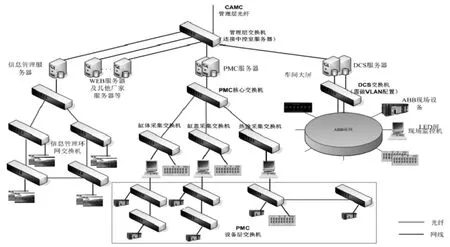
图3 发动机工厂信息化系统硬件网络架构图
设备拓扑层:首先通过profibus、ASI 等现场总线技术将区域PLC、智能传感器、专机设备等进行组态,区域与区域、主控PLC 与区域PLC、工控机与区域PLC 则通过以太网通讯,区域PLC 配置有RFID、报警灯、音乐响等元器件,可用于获取产品信息,同时可以对测试过程异常进行及时提醒及处理;工控机通过RS232 串口连接条形码、二维码扫描仪,主要用于发动机产品及零部件二维码识别和采集等功能;台架管理系统通过工业以太网或者无线路由与底层监控PLC 程序实时交互,调用数据库组态信息,采集测试工艺参数,指示测试过程。
功能支撑层:针对智能管理系统功能配置的相应的执行硬件,主要包括服务器群、信息发布平台、可视化管理、质量管理与控制、信息发布平台、信息推送,手机APP 等,通过工业以太网以及万兆交互机相连,实现工厂运营过程的实时监控和管理。
Web 应用层:将工厂运营过程实时信息发布,是工厂智能管理信息系统的信息窗口,同时可通过PC 终端、手机等硬件查询工厂运营实时情况,并整理和显示各类报表。
系统安全层:在公司网络的入口,配置硬件防火墙,实现网络系统的安全防护,并配置相关杀毒软件,数据保护软件等,保证系统交互信息的安全性,保障各设备系统的安全性、可靠性、稳定性。
3 IIoT-IMS 系统车间设备层物联
发动机工厂由进口加工中心,生产线配备设备、在线SPC控制台、量检具、全自动在线测量机、二维码读码机、试漏机、压装机、拧紧设备、激光打码机、机器人、AGV、测试台架等先进设备。通过物联网技术应用,整个车间设备层与工厂信息化系统的无缝连接,所有设备通过对工件二维码的识别,自动调用生产订单BOM 及加工装配程序进行加工和生产,实现智能化柔性生产线。
生产线设备层主要有各工序设备、二维码、零部件、RFID、扫描装置等,均采用工业网络进行联网通信,实现物联网。如图4 所示:

图4 物理实体硬件示意图
通过二维码为零部件信息的主体,以RFID 为信息传递载体,以二维码扫描仪进行数据的读写,以工业网络传输信息,按照统一的数据接口,形成整个底层设备之间、设备与零部件之间、设备与操作者之间的信息联网。如图5 所示:
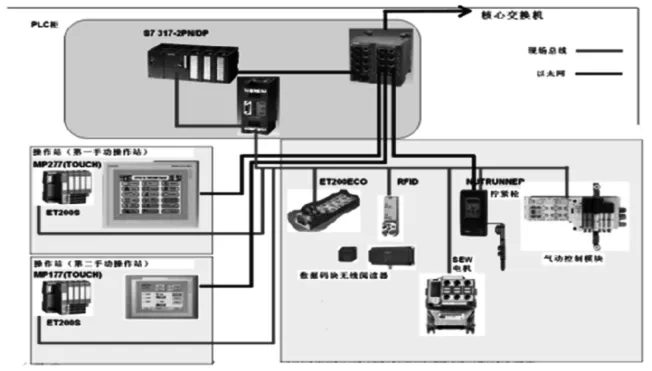
图5 底层设备系统网络图
IIoT-IMS 系统实时采集到生产线信息,实现对生产线的设备状态、生产与质量信息、物料信息、订单执行情况等进行实时监控,并对生产线装配过程数据以及在线质量信息进行采集和存档,在工厂信息化系统中形成完整的产品生产档案以及生产线数据实时形成相关报表。便于质量追溯,提升质量管控能力以及为售后服务提供信息支持。
4 IIoT-IMS 系统的实例
基于工厂各车间底层设备的物联网,通过工厂工业以太网,实时采集生产过程、质量数据、设备状态等信息,打通各生产线间物理信息交互,建成了发动机智能工厂信息化系统。发动机智能工厂信息化系统,打破了传统MES 系统边界,有机的将传统MES 功能融合了ERP 部分功能,使订单、研发、制造、销售到售后成为一个整体流程架构,强化业务流程管理,实现全程信息跟踪,利用信息的及时、准确地收集和反馈,以及公司内各项信息的有机集成,实现企业经营、管理和决策的智能优化,满足面向产品设计、工艺、制造、检测、销售、运维等全生命周期内各环节的协同化、可视化和智能化要求。如图6 所示:
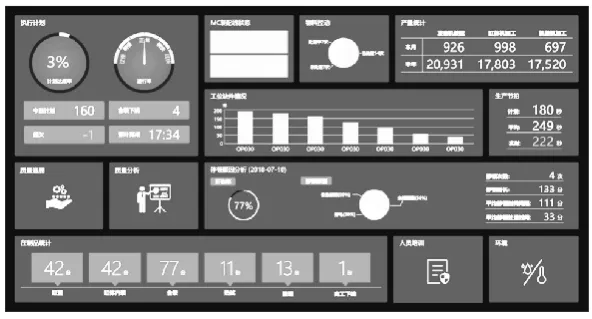
图6 发动机工厂信息化系统总看板
发动机智能工厂信息化系统构建工厂制造一体化全方位多维度的大数据监控平台,对工厂的设备运行状态、设备管理指标、生产状态、产量统计、质量分析、物料拉动等信息的实时监控,实现工厂的集约化透明化管理,极大提高工厂管理的运行效率。
5 结束语
方案建成以智能设备为载体的工厂信息化系统,最终实现对整个发动机工厂的产品数据采集、设备运行状态监控、质量管理控制等多种功能,工厂信息化系统通过与集团公司ERP 系统无缝对接对接,实现发动机工厂管理智能运营、各部门的协同合作、生产线设备的智能制造。系统通过直接下达生产订单及BOM 到各车间生产线进行订单生产,设备层各工位通过二维码扫描技术实时进行加工装配的零部比对防错识别,同时工厂信息化系统实时采集记录生产中质量信息及产品生产过程数据,并形成每台发动机完整的电子产品档案,建立起产品及设备的大数据库,并依据生产线所有数据实时形成各种报表,最终实现产品过程在线管控和质量追溯;并通过对设备在线监控,OEE 分析,MTTR 及MTBF 数据的在线统计和分析、优化生产节拍,降低设备投资,减少设备停机率故障率,提高设备开动率,提高生产效率。