超大型沉管隧道可逆式主动止水楔形接头的研发建造
2019-09-20吴凤亮李家林刘兆权
吴凤亮,李家林,刘兆权
(1.中交第一航务工程局有限公司,天津 300461;2.中交一航局第二工程有限公司,山东 青岛 266071)
1 工作-理
最终接头为沉管隧道最后沉放对接部分,重量约6 000 t,由12 000 t大型浮吊吊装沉放就位后,通过54个液压油缸顶推内藏于本体两侧凹槽内的小梁压缩临时GINA止水带实现与海水隔离,抽排结合部腔水,形成管内无水作业环境,在管内干环境施焊钢接头,将最终接头与钢帽连为整体,从而最终实现整个沉管隧道的贯通[1-2]。主动可逆式最终接头工作示意图如图1。

图1 主动可逆式最终接头工作示意图Fig.1 Work diagram of active reversible final joint
2 结构形式
2.1 本体结构
本体结构宽37.95 m、立面高11.4 m、顶层长12 m、底层长9.6 m,截面为倒梯形钢结构,由顶板、底板、侧墙、中墙、剪力键、吊点、钢接头、管廊等构成,主要材质为Q420C。2个1/2本体结构中间安装有GINA止水带,通过钢绞线施加10 000 t预应力压缩GINA止水带而连接为一个整体,图2为1/2最终接头三维图。

图2 1/2最终接头三维图Fig.2 Three-dimensional diagram of 1/2 final joint
2.2 小梁结构
顶推小梁为插入式装配结构,梁宽37.834 m、立面高11.288m、长1.6m,E29、E30两侧各1件,每件重约140 t,在整个结构制造中精度要求最高,小梁的弯曲度、滑移面平整度、Lip和酝形止水带面的平整度、小梁端面上GINA止水带面平整度及安装凹槽的开档尺寸等精度都需要保证[3]。
3 制造工艺
最终接头本体由2个对称的倒梯形构件组成[4],每个构件分为10个分段,零件下料后,画出腹板、L形加劲板、I形加劲板、纵横隔板等装配线,在标准胎架上将分段制作完成。图3为分段划分图。

图3 分段划分图Fig.3 Segment plan
顶推小梁为最终接头的核心构件,为保证制造精度,分段在专用水平钢平台上制作,平台整体水平度控制在1 mm/m;为保证小梁截面高度,依次将隔板安装到位,严格控制隔板安装过程中的装配直线度及垂直度;为保证小梁整体表面平整度,在焊接过程中由中间向两侧对称施焊,同时增加工艺临时支承板,减小焊接开口处角变形。
分段制作完成后,在车间进行拼装,结构的弯曲度和垂直度、安装小梁凹槽开档和滑移面平整度、Lip和酝形止水带安装面平整度、端钢壳上安装GINA和Omega止水带面的平整度制作精度都要求非常高,拼装精度必须得到保证。
3.1 拼装流程
为确保拼装质量和精度,在重型钢结构车间进行拼装,严格按工艺流程进行作业。图4为E30侧段拼装流程,E29侧段拼装流程同E30侧段。

图4 拼装工艺流程Fig.4 Assembly process
3.2 胎架布设
胎架下部以刚性梁为主要支承,在刚性梁上部增加支座,胎架布置后整体采用水平仪校正,修割胎架上口支承板保证拼装胎架上平面整体水平。
3.3 底墙拼装
将底墙分段XDB-JD-1、XDB-JD-2节段依次吊装到胎架上,根据地样线调整节段位置,保证构件上小梁安装槽口中心线与地样线对齐,同时调整节段左右位置及垂直度。
3.4 下部侧墙、中墙、管廊拼装
将下部侧墙、中墙、管廊按拼装顺序依次吊装到胎架上,根据地样线调整节段位置,保证侧墙节段上小梁安装槽口中心线与地样线对齐、中墙中心线与地样线对齐,同时调整节段位置及垂直度。
3.5 顶墙、上部侧墙吊装
将顶墙、上部侧墙按拼装顺序依次吊装到胎架上,根据地样线调整节段位置,保证节段上小梁安装槽口中心线与地样线对齐,同时调整节段位置及垂直度。
3.6 拼装施焊
整体拼装完成后,整体复测结构件拼装尺寸,确保结构件整体角度、拼装尺寸、坡口间隙及焊接收缩余量符合要求后施焊,焊接时每一焊缝焊完后进行尺寸复测,如产生偏差及时调整。焊接时采用由内到外,左右两两对称焊接方式,同一个焊缝截面内与外、左与右对称施焊,对称施焊方向一致。
3.7 人孔井、端封门牛腿安装
安装顶墙上人孔井座时确保上部法兰的垂直度和平面度,在内侧划出预应力支座、端封门牛腿等预焊件的安装尺寸线,根据划线尺寸将预焊件装焊到位。为方便后续端钢壳尺寸修割,在距离底板200 mm处端钢壳内、外板上划出修割基准线。
3.8 小梁拼装
顶推小梁与最终接头主结构凹槽仅有5 mm的装配间隙,必须保证本体结构与小梁轮廓度匹配精度和主结构与小梁中单侧27个油缸支座空间相对位置精度,从而确保在有限空间内安装小梁油缸同时伸缩的可靠性。
在最终接头本体拼装完成后,将分段制作的顶推小梁与最终接头本体匹配安装,将小梁紧贴本体内侧面,利用工艺定位块进行定位,确保外侧间隙满足要求。拼装过程中实时监控各尺寸,严控焊接变形量,制作完毕整体测量后加工滑块。
4 总装
2个1/2本体转运至总装场地,利用1 200 t龙门吊翻身坐胎,然后安装端封门、顶推系统、Lip和GINA止水带、OMEGA止水带、M止水带及测量塔等。
4.1 端封门安装
在最终接头E29、E30两侧分别安装端封门,其中E30侧端封门在节段拼装过程中将此端封门安装完成,E29侧端封门在完成预应力张拉后再进行安装。
1)钢梁牛腿和钢梁安装
钢梁牛腿安装前检测其平整度并左右对称安装,为保证钢梁安装的垂直度及钢封门安装后的平整度,顶板及底板预埋件上下对齐,中间管廊各钢梁牛腿与钢梁的接触面在横向方向上均在同一平面内,以确保端封门的安装。
2)钢封门安装

图5 顶推千斤顶安装示意图Fig.5 Schematic diagram of push-jack installation
为保证钢垫块、外侧牛腿与钢梁密贴以便传力,预埋件与外侧牛腿钢梁间隙大于2 mm处必须架设钢垫块,垫块与钢梁或外侧牛腿密贴顶紧,必要时进行点焊处理,确保安全,端封门依靠密封钢板焊缝保证密水效果。
4.2 顶推系统安装
1)千斤顶通过销轴与小梁铰座连接,为防止千斤顶的倾覆,需要在铰座上预焊固定螺母,将千斤顶固定牢固,如图5所示。
2)顶推小梁采用整体吊装方案,使用龙门吊双钩进行吊装,为避免顶推小梁在吊装过程中发生变形,经过计算分析采用吊梁吊装。同时,为确保吊装顺利安装,在安装位置增加导向装置。
3)顶推小梁整体吊装到位后使用定位引销固定,待定位完成后,整体安装产品销轴。
4.3 1/2本体翻身
在1/2本体顶推小梁安装到位后,利用1 200 t龙门吊进行整体翻身,风力小于10 m/s时开始起吊,缓慢吊离胎架约100 mm,停留10 min,观察起重设备、构件等,起吊无异常后吊至所需高度,开始翻身。
4.4 端钢壳余量修割与安装
按沉管隧道已安E29和E30沉管间实际空间三维尺寸修割端钢壳余量,确保后续顶推小梁与E29、E30紧密贴合。经对实际数据综合分析,需控制在依3 mm对最终接头端钢壳合拢处端口修割,从而保证最终接头顺利匹配对接[5]。
4.5 止水带、剪力件等附属件的安装
1)采用专用吊架和平台安装端钢壳上GINA止水带。
2)根据图纸对侧墙、中墙、水平剪力键进行安装。
3)液压站、电控柜、测量设备等进舱并进行固定。
4.6 预应力张拉
1)利用1 200 t龙门吊将E29、E30两个1/2最终接头本体分别翻身,吊装放置在预先布置好的滑轨上并调整本体水平。
2)将2个1/2最终接头布置在重载平台的专用滑移工装上,并根据结构重心位置设置防倾覆支撑。通过油压千斤顶缓慢顶推滑轨,实现纵向、横向精确微调,最终达到张拉的目的。
3)2个1/2接头调整匹配到位后,搭设专用承插型盘扣式脚手架,采用多台专用张拉锚具同时施工并保证同步,逐步对钢绞线进行多轮次张拉施工,使钢绞线预应力达到10 000 t,实时监测GINA止水带压缩量。
4.7 OMEGA止水带
E29、E30两个1/2本体通过预应力张拉压缩GINA止水带而成为一个整体后,从顶板开始对端钢壳OMEGA止水带进行安装,先安装止水带角部,然后安装止水带的中心线部位,最后安装角部与中部之间的中点部位。
4.8 顶推系统调试
顶推液压系统设备安装、精度检验合格之后,对两侧顶推系统进行调试,使其正常运转,满足设计工作要求。
顶推液压系统精确安装后,在最终接头四角设置测量人员,开启顶推液压系统,进行顶出和回收测试,每顶推10 cm驻停1次,测量实际顶推距离,与顶推系统显示数据进行比对,测试设备运行情况及同步性;反复顶出及回收,测试顶推液压系统稳定性,确保系统运行正常。
系统调试正常后,准确标定顶推系统,获取修正参数,E29侧标定数据见表1。
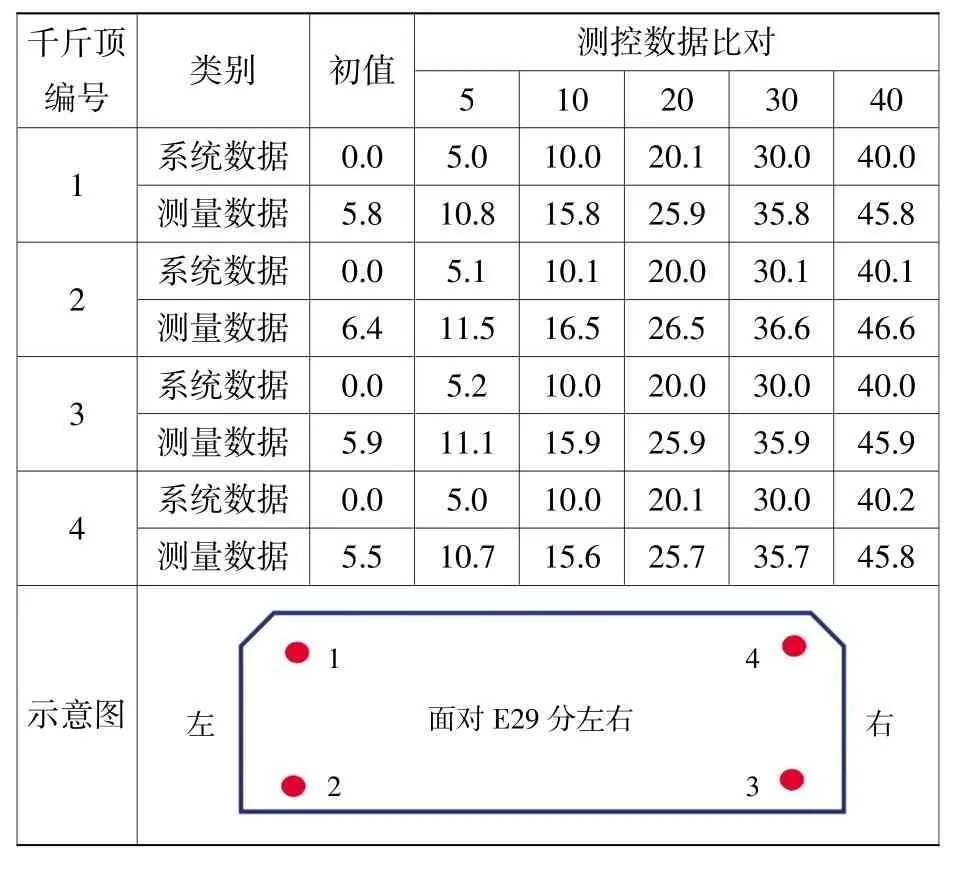
表1 E29侧顶推系统标定数据表Table 1 E29 side pushing system calibration data sheet cm
获取标定参数后,在顶推系统中录入修正参数,再次进行顶推,检核修正参数,若差值在限制范围之内,顶推系统标定工作完成,否则,重新进行标定,直至获取的参数满足限差要求[6-7]。
4.9 测量塔、导向杆的安装
在预应力张拉后,安装5个4.4 m标准节段的测量塔,顶部预留1 m的高度进行顶部平台连接,总高度23 m,柱脚与本体结构采用螺栓连接。
4.10 安装水下施工梯子平台及悬挂刚接头板
1)安装水下作业临时梯子平台,平台牢固可靠。
2)根据E29、E30两管节实际开档尺寸以及调位千斤顶的调位精位,确认接头板的余量,修割接头板一侧坡口,采用铰链将接头板悬挂于最终接头构件上。
4.11 最终接头吊装发运
最终接头调试完成并报验后,通过大型浮吊整体吊装上船并做好绑扎工作,发运至港珠澳大桥沉管隧道安装施工现场,如图6。

图6 最终接头吊装发运Fig.6 Final joint hoisting shipment
5 制造重点与难点
港珠澳大桥沉管隧道最终接头钢结构的制造精度和各功能可靠性要求非常高[5],且属国内首次,具体制造重点和难点分析如下:
1)本体和小梁结构复杂,3个大断面尺寸大,焊接变形大,全断面平面度要求臆5 mm,酝形止水带、GINA和OMEGA止水带面平整度控制难度非常大。
2)最终接头形体尺寸较大,结构复杂,内外侧加筋板较多,焊接工作量大,没有经验可循;板单元、拼装、翻身、转运、灌浆及预应力张拉等工序和诸多姿态,产生构件变形因素较多,导致制造精度难以控制,管理和全过程测控难度增加。
3)顶推小梁柔性大,小梁和主体的匹配间隙难以控制,油缸顶推时容易出现卡壳现象,小梁制作几何精度和装配是制造难点。
4)预应力张拉过程中,由于两侧构件较大,对两构件的间隙、平行度、相对位置度要求高,需确保在张拉过程中对本体无损伤,本体就位难度极大。
5)单侧27个油缸液压顶推系统与主结构和顶推小梁同时连接,空间位置要求高、安装难度大。
6)港珠澳大桥岛隧工程设计使用寿命120 a,海底环境恶劣,对于最终接头涂装质量要求高。
6 结语
2017年5月2日港珠澳大桥岛隧工程最终接头顺利安装成功,国内首次采用“三明治”钢壳混凝土沉管结构,首次成功应用“高流动性混凝土”新工法,世界范围内首次在沉管工程中采用“M形+Lip+GINA”止水带组合顶推系统临时止水,历时3 a多的最终接头攻关完美收官,并获相关专利十余项,为港珠澳大桥顺利贯通提供有力技术支撑,为类似工程提供了借鉴。
