活性炭电化学气化的工艺条件研究
2019-09-19杨彬彬张富生卫国强赵世雄张洁婧段东红刘世斌
杨彬彬,张富生,卫国强,赵世雄,张洁婧,段东红,刘世斌
(1.太原理工大学 洁净化工研究所,太原 030024;2.中国科学院 大连化学物理研究所,辽宁 大连 116023;3.吉林农业大学 生命科学学院,长春 130118)
煤气化在现代煤化工产业中具有重要地位,是煤炭清洁利用的方式之一。煤气化技术广泛应用于工业燃气、民用煤气、化工合成、煤气化制氢等生活及生产领域,其气化产生的合成气在甲醇、乙二醇等化学品的合成中均有重要的作用[1]。
虽然以煤气化制合成气为龙头的煤化工技术相比煤的直接燃烧具有清洁、高效的特点,但是煤气化的发展仍面临着以下几方面急需解决的问题[2-4]:
1) 煤气化是在高温高压下进行的,能耗大、对设备的材质要求苛刻。
2) 由于煤气化产生的粗煤气成分复杂,因此要得到纯净的合成气,后续的净化工艺复杂、流程长。
3)煤气化过程产生的“三废”问题比较突出。废水中含有大量酚类、多环芳香族化合物等有害物质,废气中含有NOx、H2S、SO2及粉尘、烟尘,固体废弃物主要为炉渣,这些污染物若不经处理或没有达到环保标准,就会给环境带来严重的污染,危及人类的生存,因此需要妥善处理,这将增加其生产成本。
4) 煤气化技术复杂,设备庞大,固定资产投资巨大。
1979年COUGHLIN et al[5]在硫酸电解质溶液中进行了煤浆电解制取氢气的研究。这一过程是在低温(<100 ℃)常压下进行,并且在阴极得到纯净的氢气,而阳极得到以CO2为主、含有CO的混合气体。由于在电解煤浆过程中,可以得到合成气,该过程被称为煤的电化学气化过程。煤电化学气化又叫煤辅助或是煤去极化水电解制氢[6],在一些文献中它也被称作煤电化学氧化[7]或者电解煤浆制氢[8-9]。COUGHLIN et al[5]提出的煤电化学气化的电极反应及总反应方程式如下:
阳极:
C(s)+2H2O(l)→CO2(g)+4H++4e-;
(1)
阴极:
4H++4e-→2H2(g) ;
(2)
总反应:
C(s)+2H2O(l)→CO2(g)+2H2(g) .
(3)
相对于煤的传统气化方式,煤炭的电化学气化具有很多的优点[10]:
1) 煤电化学气化的反应条件温和。相对于传统气化的高温、高压,煤的电化学反应一般在温度低于100 ℃、常压的条件下进行。因此,反应过程中的能耗也比较低。
2) 在煤电化学气化的过程中,煤中一些含有N,S等元素的化合物会在阳极液中发生化学反应或者电化学反应,进而溶解在阳极液中,不会产生含N、S的污染性气体和粉尘等物质,所以煤电化学气化是一种绿色环保的气化方式。
3) 煤的电化学气化反应在电解池中进行,其装置与水电解制氢装置相似,比较简单。电解过程中在阴极得到纯净的氢气,阳极得到以CO2、CO为主的混合气体。相比传统的煤气化,煤的电化学气化后续的净化工艺简单,生产成本低。
煤电化学气化的最早研究可以追溯到1881年[11],自1881年首篇关于煤电化学气化的文献发表以来,相当长时间并未引起学者们的关注,直到20世纪20~30年代。20世纪40年代末,发表了5篇左右的相关文献。20世纪80~90年代,是相关研究较集中的时间段[12-16],随后又沉寂了大约10 a的时间。2005年之后,有关煤电化学气化的研究又开始引起关注[17-18]。相关研究工作,若以电解质溶液的不同性质来分,可以分为碱性电解质煤电化学气化和酸性电解质煤电化学气化两种。研究方向大都从煤浆电解工艺条件着手,研究电解过程中电解质类型及浓度、煤颗粒大小和浓度、电解温度、搅拌速度、不同类型和不同浓度的溶液催化剂等因素对电解过程中电流和电解效率的影响,主要研究如何提高电解电流密度和电解效率。总之,相关研究大都是对煤浆电解的可行性问题进行研究,对煤浆电解机理的研究却少见报道[19]。
总之,有关煤电化学气化的研究文献并不是很多,大约有60~70篇[10];并且从已发表的文献看,该方面的研究尚未取得较大进展。究其原因,主要与煤结构及成分的复杂性、煤种的多样性、煤电化学气化过程气液固三相体系的复杂性等有关。由COUGHLIN et al提出的反应式可以看出,所谓煤电化学气化反应,其实主要是煤中的碳发生氧化反应,因此以纯碳材料代替煤,进行电化学气化的研究,能够简化问题的复杂性,并且这方面的研究鲜有文献报道。本文研究工作以活性炭作为研究对象,通过改变电解电位、温度、浓度等反应条件,探索不同工艺条件对活性炭电化学气化的影响。
1 实验部分
本研究采用恒电位计时电流法考察活性炭电化学气化过程中电流随时间的变化情况,获得电流随时间的变化曲线。实验过程中对阳极室气体成分进行取样分析,最后对不同电位条件下电解实验后的活性炭进行红外分析,以考察电化学气化过程对活性炭表面基团的影响,并探索气体产生的可能机理。
本研究中所有实验均采用三电极体系,实验装置如图1.工作电极和对电极均为铂片电极(2 cm×2 cm),参比电极为饱和Hg/Hg2SO4电极(0.652 mV,vs NHE),实验中所使用的隔膜是Nafion115离子交换膜。
铂电极在使用之前进行预处理,具体方法为:先在硝酸溶液(体积比1∶1)中超声清洗2 min,然后用丙酮溶液(质量分数50%)超声清洗2 min,最后用超纯水超声波清洗干净。
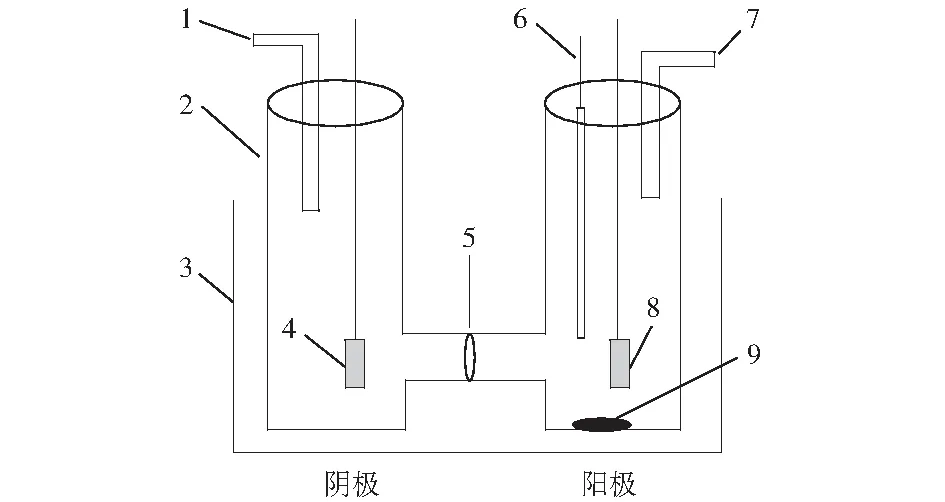
1-阴极室出气口;2-H型电解池;3-恒温磁力搅拌器;4-阴极铂片电极;5-离子交换膜;6-Hg/Hg2SO4参比电极;7-阳极室出气口;8-阳极铂片电极;9-磁力搅拌子图1 电化学气化装置示意图Fig.1 Schematic diagram of the electrogasification cell
实验过程中电解池阳极电解液采用磁力搅拌器搅拌,搅拌速率为600 r/min,实验开始前需向阳极室内通入10 min的氩气以排出电解池和管路中的空气。若无特殊说明,则本实验中电解液均为1 mol/L的硫酸溶液。
在本实验中所使用的活性炭购自上海阿拉丁生化科技有限公司;电化学工作站为美国PAR公司生产的Princeton恒电位仪VMP 3;气相色谱仪由上海海欣色谱仪器有限公司生产,型号为GC-950,所用载气为氩气,初始温度为60 ℃,气化温度为150 ℃,检测温度为150 ℃,热导温度为360 ℃.
2 实验结果及分析
2.1 阳极电解电位的影响
本部分实验考察了0,0.6,1.2 V等3种不同的电解电位下阳极的计时电流变化及阳极产气的影响。实验中H2SO4浓度为1 mol/L,活性炭质量浓度为0.02 g/mL.计时电流曲线(I-t)如图2所示,阳极产生的气体中CO2含量随电解时间的变化曲线如图3所示,阳极产气中CO含量随电解时间的变化曲线如图4所示。
从图2中可以看出,当电位为0 V时,阳极电流几乎为0,这说明在阳极基本没有反应的发生。当电解电位为0.6 V时,阳极有微弱的电解电流(μA数量级),而此时电解电位刚超出水电解的平衡电位(ΔE≈22 mV);考虑到铂电极在阳极过电位较大(>300 mV)[20],此时阳极电流对应的反应可能是活性炭在阳极的氧化反应,而不可能是水的分解反应。当电解电位达到1.2 V时,阳极的电流出现了明显的增加,且随着电解的不断进行,阳极电流最终趋于平缓。此时阳极电流的增加主要是由水电解反应产生,而活性炭的电化学气化反应是次要反应。
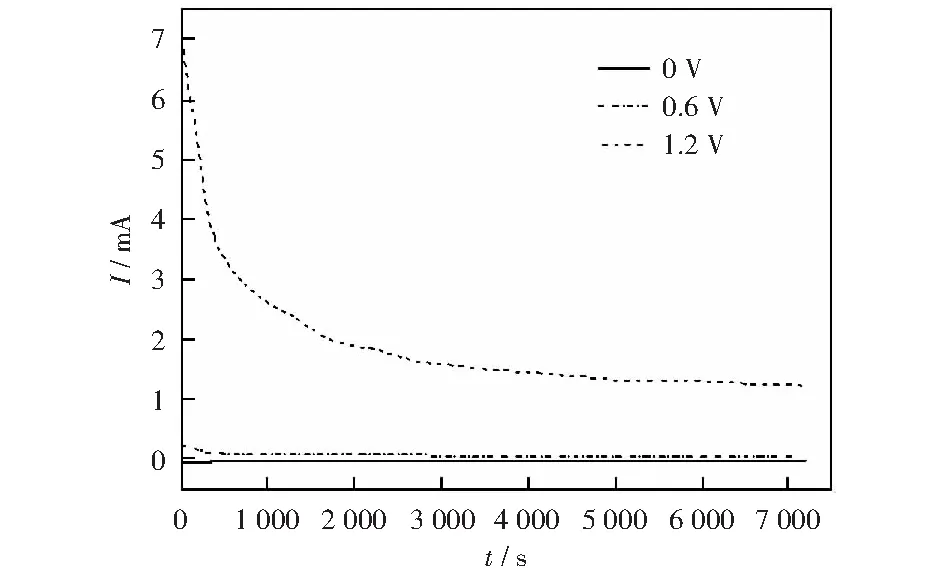
图2 不同电解电位下I-t曲线Fig.2 I-t curves with different anodic voltages
图3和图4分别是阳极产生的CO2和CO含量随时间变化的曲线。可以看出,阳极产生CO2气体的量比CO的量高1~2个数量级;这可能是因为CO与CO2相比,其活化能比较高,在活性炭电化学气化的过程中较难生成。此外,由图3和图4可以看到,当电解电位为0.6 V时,阳极气体中CO2的量少于电解电位0 V时产生的CO2量,与电位的增加不成正比,而CO含量的增加与电解电位的增加成正比。产生这一现象的原因尚不可知,需要进一步的实验来确定;在较高电位(1.2 V)下,水电解反应的发生较大程度上促进了活性炭的电化学气化过程,从而引起阳极气体中CO和CO2含量同时增加。
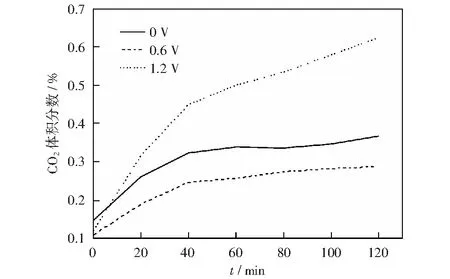
图3 CO2含量随时间变化的曲线Fig.3 Curves of CO2 content with time different anodic voltages
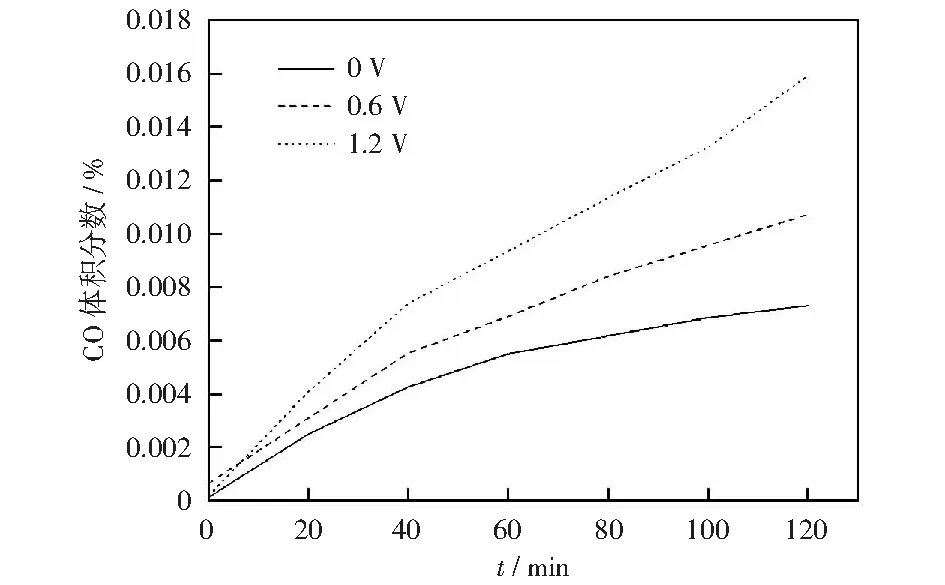
图4 不同电位下CO含量随时间的变化曲线Fig.4 Curves of CO content with time under different anodic voltages
通过气相色谱分析发现,在低电位(0 V和0.6 V)下气体样品中N2和O2占绝大多数(体积分数98%以上),且两者的比例与大气中N2和O2的比例基本一致(约为3.9),故样品中的测量出的N2和O2应该是混入的空气所致;在高电位(1.2 V)下,样品中的N2和O2的比例(约为3.7)稍低于空气中的氮氧比,这说明1.2 V电解电位下的确发生了水电解反应。
2.2 反应温度的影响
在电解液浓度1 mol/L,活性炭质量浓度0.02 g/mL,电位0.6 V下,选择了30 ℃、50 ℃及70 ℃等3种不同反应温度,考察温度对活性炭电化学气化的影响,实验结果如图5-图7所示。
图5是在不同的反应温度下,活性炭电化学气化过程中阳极电流随时间的变化曲线。从图中可以看出随着温度的升高,阳极的电解电流有了明显的升高,说明温度的提高有利于促进电化学气化反应的进行。
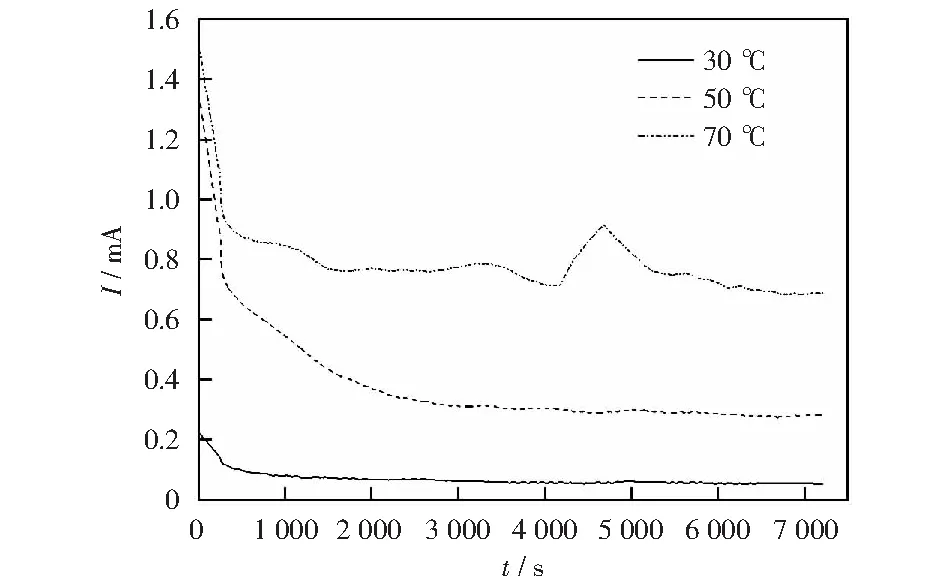
图5 不同反应温度下I-t曲线Fig.5 I-t curves with different temperatures
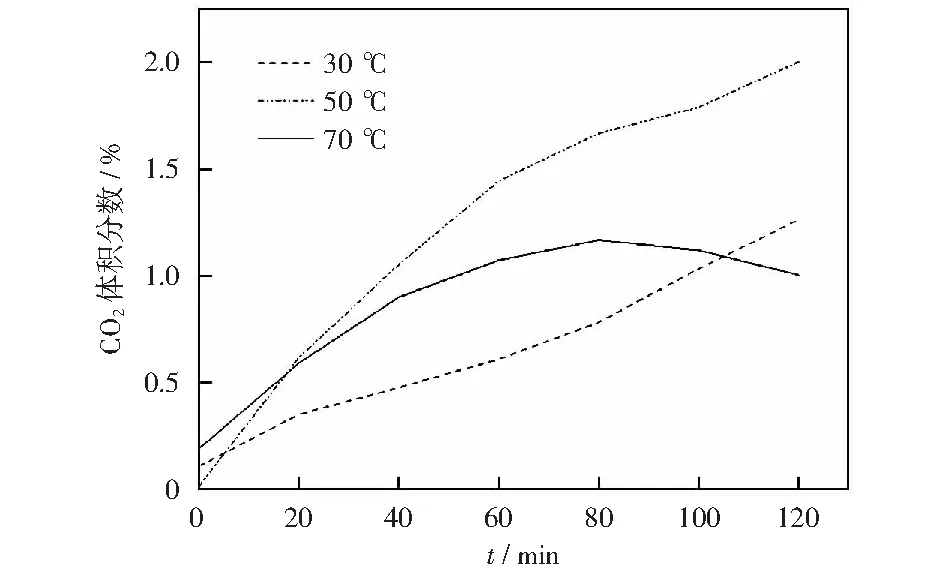
图6 不同温度下CO2含量随时间的变化曲线Fig.6 Curves of CO2 content with time under different temperatures
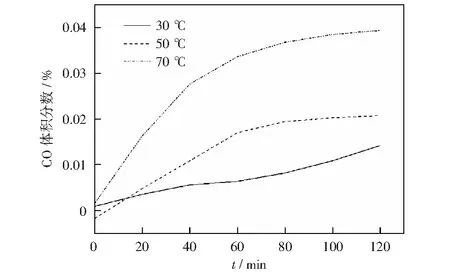
图7 不同温度下CO含量随时间的变化曲线Fig.7 Curves of CO content with time under different temperatures
图6和图7分别是电解电位为0.6 V时,不同反应温度下阳极气体中产生的CO2和CO含量随时间的变化曲线。从图7中可以看出,随着温度的升高阳极气体中产生的CO含量逐渐增加,这说明较高的温度有利于CO的产生。从图6中可以看出,随着电解温度的升高,阳极气体中CO2的含量先增加后降低,反应温度50 ℃时阳极气体中CO2的含量最高,温度过高不利于CO2的产生。
2.3 电解液浓度的影响
在50 ℃反应温度,0.6 V电位以及0.02 g/mL活性炭质量浓度的条件下,选择0.5,1.0,2.0,4.0 mol/L等4种不同H2SO4浓度,以考察电解液浓度对活性炭电化学气化的影响,实验结果如图8-图10所示。
从图8可以看出,阳极的电解电流不与H2SO4的浓度成正比。50 min之前,2.0 mol/L的H2SO4电解液条件下,活性炭电化学气化反应的电流最大;50 min之后,硫酸浓度为1.0 mol/L时反应电流最大;当H2SO4浓度达到4 mol/L时,整个过程中阳极的反应电流最低,这可能是在高浓度的H2SO4电解液中活性炭颗粒发生了团聚,没有更好地分散在电解液中,从而影响了活性炭电化学气化反应的进行,导致电流下降。

图8 不同H2SO4浓度下I-t曲线Fig.8 I-t curves with different H2SO4 concentration
图9和图10分别反映了在不同H2SO4浓度下阳极气体中产生的CO2和CO含量随时间变化的曲线。从中可以发现,当电解液中H2SO4的浓度为2.0 mol/L时,阳极气体中CO2和CO的含量都是最少的,这一气体分析结果与图8中的电流结果不一致,其原因尚不清楚,有待进一步的实验研究。此外,由图8-图10的结果可以看出,1.0 mol/L H2SO4浓度的电解液条件下,其产生的气体量最大。综合考虑活性炭电化学气化反应气体产量和H2SO4的使用量,选用H2SO4浓度为1 mol/L作为最佳电解液浓度是合适的。

图9 不同H2SO4浓度下CO2含量随时间的变化曲线Fig.9 Curves of CO2 content with time under different H2SO4 concentration
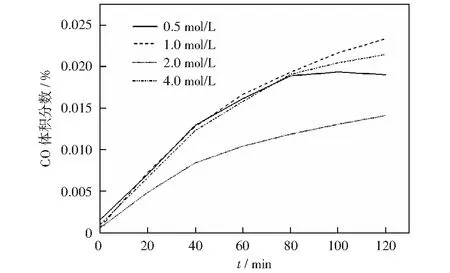
图10 不同H2SO4浓度下CO含量随时间的变化曲线Fig.10 Curves of CO content with time under different H2SO4 concentration
2.4 活性炭质量浓度的影响
在50 ℃反应温度,1 mol/L电解液浓度,0.6 V电位的条件下,考察了0.02,0.04,0.08 g/mL 3种不同活性炭质量浓度对活性炭电化学气化的影响,实验结果如图11-图13所示。从图中可以看出,随着阳极电解液中活性炭含量的增加,阳极的电解电流不断增加,阳极产生的CO2和CO气体量也随之增加,这表明提高电解液中反应物的质量浓度有利于电化学气化反应的进行。
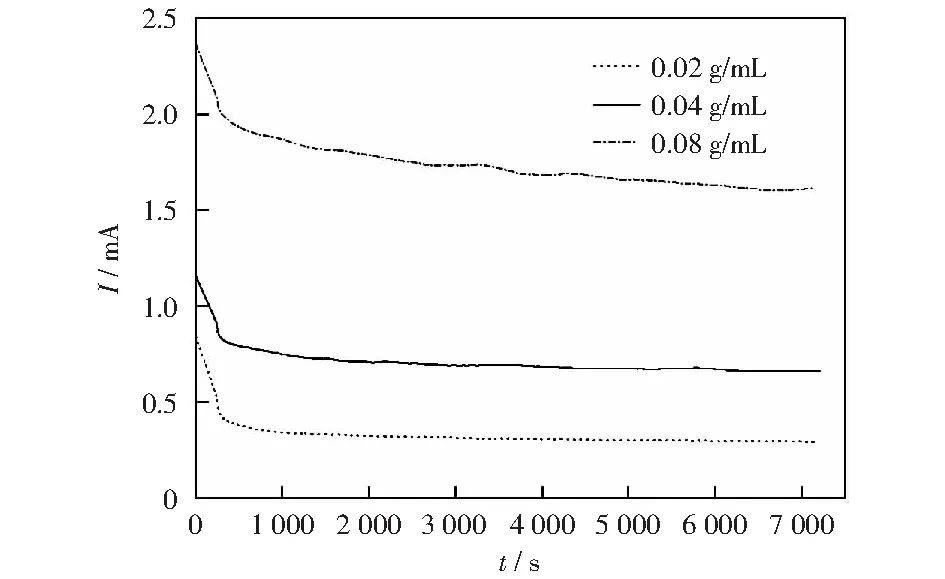
图11 不同活性炭质量浓度下I-t曲线Fig.11 I-t curves with different activated carbon concentration
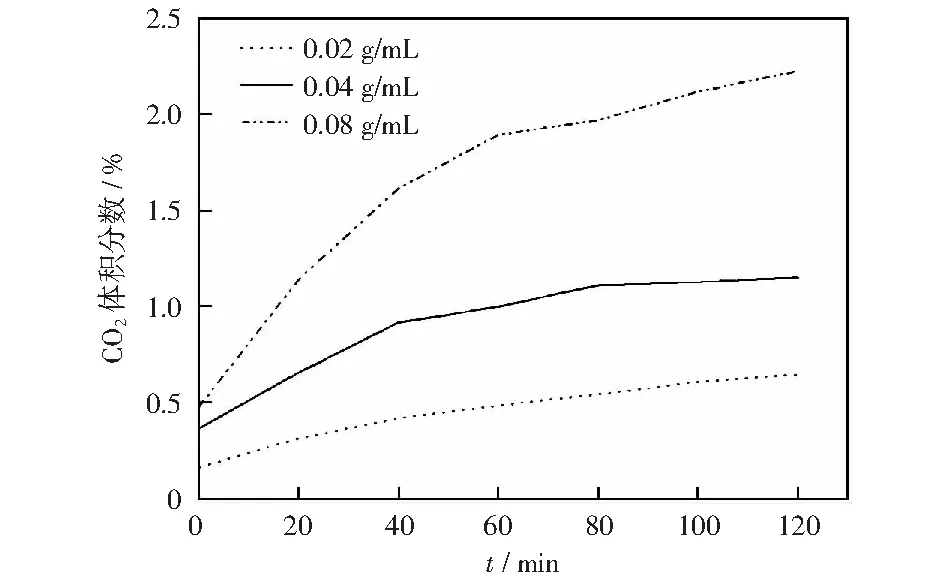
图12 不同活性炭质量浓度下CO2含量随时间的变化曲线Fig.12 Curves of CO2 content with time under different activated carbon concentration
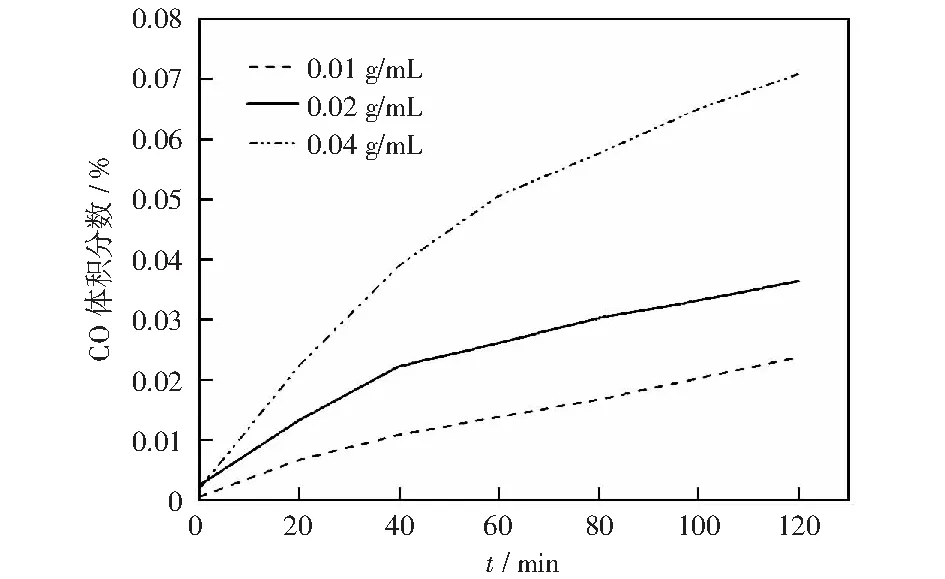
图13 不同活性炭质量浓度下CO含量随时间的变化曲线Fig.13 Curves of CO content with time under different activated carbon concentration
3 结论
通过不同工艺条件下活性炭电化学气化反应的实验研究,得出如下结论:
1) 活性炭电化学气化过程中,活性炭的确参与了电化学反应。
2) 活性炭电化学气化过程中,阳极的气体产物主要为CO2,还含有少量的CO,两者的比例相差1~2个数量级。
3) 随着温度、电解电位以及活性炭质量浓度的提高,活性炭电化学气化反应的电流增加,气体产量也基本符合这个趋势。最佳H2SO4浓度为1 mol/L.
实验过程中个别实验现象发生的原因尚不清楚,需要进一步的实验研究来说明。
