换向器运行稳定性的研究
2019-09-18庞红
庞红

摘 要:本文根据直流电动机换向器的基本结构,对影响换向器运行稳定性的主要因素如换向器烘压参数的选择、温度的选择、烘焙时间进行了分析,并提出解决方法。
关键词:换向器;稳定性;烘压工艺参数
中图分类号:TS914.5 文献标识码:A 文章编号:1671-2064(2019)14-0079-02
1 换向器的运行稳定性对直流电机的可靠运行至关重要
换向器是直流电动机的主要组成部分。换向器的作用是“变流”,即将电枢绕组中感应的交变电势经电刷变为直流电势,或把由电刷引入的外部直流电压变为交变电压,加到电枢绕组上。图1为换向器在直流电动机中的结构位置。
直流电机由于“变流”而出现特有的“换向”问题,即旋转着的电枢绕组元件被电刷短接过程中,元件内的电流方向要改变。换向不良,将出现火花,甚至发生环火、接地等故障。因此,良好的换向,是直流电机正常工作的必要条件。换向问题很复杂,影响换向的因素很多,其中换向器的运行稳定性是一个重要的因素。因此,换向器运行稳定性直接影响到直流电机的可靠运行。
2 影响换向器运行稳定性的因素分析
换向器在运行中的稳定性控制是一个复杂的过程,受到各种因素的影响。
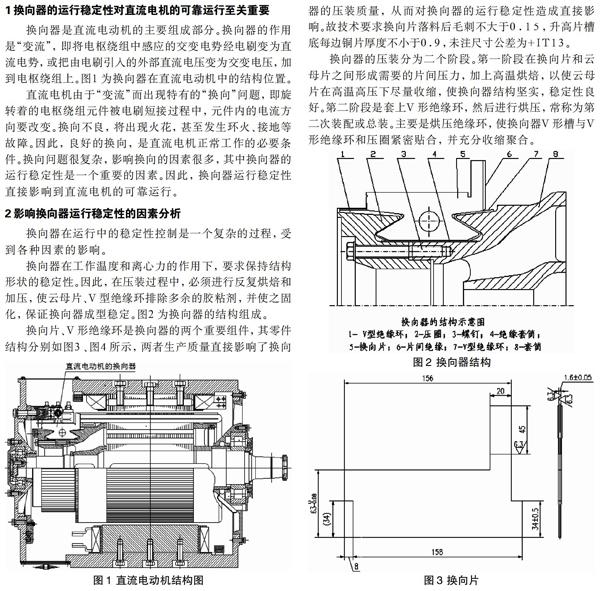
换向器在工作温度和离心力的作用下,要求保持结构形状的稳定性。因此,在压装过程中,必须进行反复烘焙和加压,使云母片、V型绝缘环排除多余的胶粘剂,并使之固化,保证换向器成型稳定。图2为换向器的结构组成。
换向片、V形绝缘环是换向器的两个重要组件,其零件结构分别如图3、图4所示,两者生产质量直接影响了换向器的压装质量,从而对换向器的运行稳定性造成直接影响。故技术要求换向片落料后毛刺不大于0.15,升高片槽底每边铜片厚度不小于0.9,未注尺寸公差为+IT13。
换向器的压装分为二个阶段。第一阶段在换向片和云母片之间形成需要的片间压力,加上高温烘焙,以使云母片在高温高压下尽量收缩,使换向器结构坚实,稳定性良好。第二阶段是套上V形绝缘环,然后进行烘压,常称为第二次装配或总装。主要是烘压绝缘环,使换向器V形槽与V形绝缘环和压圈紧密贴合,并充分收缩聚合。
在换向器制造过程中必须进行多次烘压,正确选择工艺参数,才能使片间云母板和V形绝缘环在制造过程中充分压紧,并完成胶粘剂的聚合作用,以保证换向器在运行中的稳定性。换向器烘压参数的选择和材料的种类工件的大小、烘炉条件有关。下面讨论应如何选择有关烘压参数。
2.1 压力的选择
虫胶云母板的收缩率和压力的关系:当压力较小时,收缩率变化较大,当压力增大时,收缩率变化减小,而当压力达到35-40N/mm2时,收缩率变化很小。因此,在烘压换向器时,换向片侧面压力通常在35-40N/mm2范围内选取。
2.2 温度的选择
虫胶云母收缩率与温度的关系:当温度在70℃以下时,云母的收缩率变化很小。因为温度过低,云母板虫胶尚未软化,当温度在70-120℃之间时,虫胶软化后,一部分被挤出来,因此,云母板的收缩率变化较大;而在120℃以上时,云母板的收缩率变化变小,因为多余的虫胶早已基本上被挤出。在生产中为了缩短烘焙时间,烘焙温度取165±5℃,也不宜温度过高,以免引起云母板的热老化和换向片硬度下降。在换向器装配过程中,第一次装配的三次烘压目的是为了使片间的云母板尽量收缩,达到稳定。第一次与后两次的烘压温度应有所不同,前者约为120-140℃,后者为165±5℃。第一次烘压温度之所以稍低,是为了避免外部的胶粘剂过早硬化,以致内部的溶剂无法挥发出来,而影响烘压质量。
因此,温度选择不当是造成换向器运行失稳的另一个主要原因。
2.3 烘焙时间
烘焙时间的长短根据绝缘中胶粘剂聚合所需时间来定。对于140-165℃的烘焙时间一般可取5-7小时。在每次装配过程中,须进行热压三次,冷压二次,即在加温一段时间后,进行一次热压,然后进入电烘箱加温,过5-7小时后,温度达到165±5°时,再进行热压和冷压二次,而不是烘一次。根据实际情况,适当延长烘焙时间,原因有以下几点:
(1)换向器的数量多,需要吸收的热量较多;
(2)入冬以后,由于天气较冷,炉温升温较慢;
(3)烘到规定的温度后,胶软化部分被挤出,重叠的云母片也因被压发生微小的位移而減薄,这时实际上存在于片间的压力已不够了。分三次加热加压,能使收缩更完善。
在每次加压过程中都是先热压而后冷压,这是由于换向片(铜片)比钢压圈的膨胀系数大,一般冷却到40℃左右时需再进行冷压。
因此,烘焙时间的选择不合适,也是造成运行失稳的一个主要原因。
3 解决方法
(1)换向片组装的烘焙时间、温度、压力及拧紧力矩,要严格按工艺规程进行操作。
片间绝缘的弹性可起到因温度变化膨胀时,调整换向片片间压力的作用。为保证片间云母和绝缘环的良好固化程度,除了保证恒温箱、温度显示装置的正常运行外,还应在换向片组装后,在末次加压后,必须冷至室温再进行冷压。
每次加压前,要检查换向器端面和压床平台的平行度。第一次、第二次烘压时,带着片装工具,以后可将片装工具拆除。
(2)职工的技能素质决定了产品的质量。根据工作条件及岗位特点,加强对操作人员的技术及职业道德培训。也可通过有特色的小组活动,小组成员之间进行技术交流,互学工作的绝活和窍门,提高其技能水平。
(3)创建良好的工作环境,营造职工浓厚的学习氛围,设立激励政策,完善企业文化,明确岗位职责,建全规章制度,提高职工以厂为家的主人翁责任感。
(4)积极进行技术改造和设备更新,改进结构、完善工艺规程、提高效率、减少耗能。
参考文献
[1] 沈本荫.牵引电机[M]北京:中国铁道出版社,2010.
[2] 铁道部永济电机工厂.牵引电机制造[M].北京:铁道部工业总局,1982.
