一种DT4C钣金零件的加工方法
2019-09-17尚庆丰高金良刘金立
尚庆丰 高金良 刘金立
摘 要:DT4C,一种工业纯铁材料,其质地特别软,韧性比较大,电磁性较好,常用于加工电磁性零件。由于该材料质地较软,用该材料加工零件时加工难度较大,合格率较低,加工成本较大。通过对加工零件的结构分析,设计出专用工装对零件进行固定,能够解决该材料的加工难题,能够大大提高零件加工合格率,从而降低生产成本,提高经济效益。设计专用工装还能够使加工方便、快速,也提高了加工效率。
关键词:合格率 工装 一致性 固定性 加工效率 效益
中图分类号:TH16 文献标识码:A 文章编号:1672-3791(2019)07(a)-0079-02
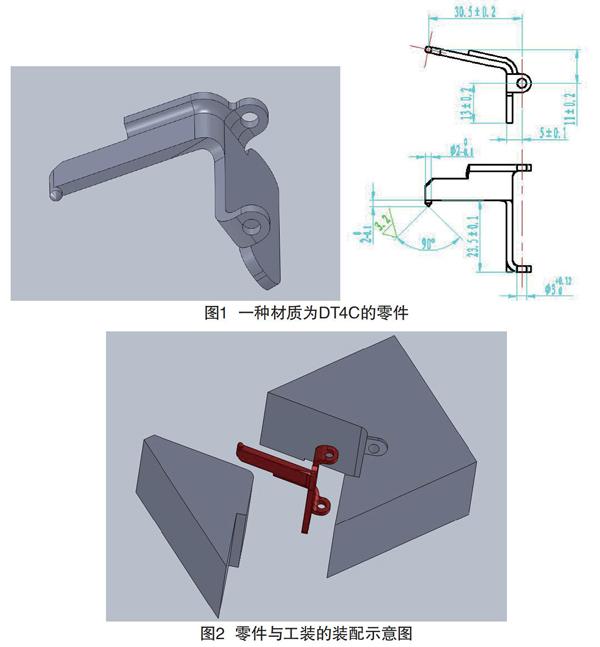
牌号为DT4C的材料为工业纯铁,其质地特别软,韧性特别大,电磁性较好。由于质地软的缘故,这种材质的零件加工起来有些困难,尤其是精度要求比较高的零件,即使强度经过加强后仍加工困难。如图1的零件,早期加工合格率不足五成,加工成本太高,所以,需要采取有效措施,提高零件的合格率,从而降低加工成本。
1 零件加工分析
零件主体为钣金结构,成型修制后需要加工φ3销孔和φ2顶尖,此二者为空间尺寸,尺寸公差为±0.2mm,并且加工时对二者的空间尺寸要求很严,稍有偏差φ2顶针就无法全部成型。由于零件为钣金冷作加工,一致性不好,加上材料本身质地较软,稍有摆动就会导致零件加工失败,这是该零件的加工难点。
通过对零件加工难点的分析,为保证零件的加工合格率,首先,应该保证零件的一致性;其次,在零件加工销孔和顶尖时应该确保零件不摆动。因此,需要设计成型工装、机加工装来保证零件的加工。
2 零件工装设计
零件的关键部分是销孔和顶尖,所以,零件的耳片和斜边是必保部位,设计工装时需要保证耳片和斜边的位置,零件后期有机加工序,工装需要为刀具预留加工空间。根据以上加工需要和零件结构,设计出两套工装,其中机加工装需要留让刀孔,因此比成型工装多一个孔,机加工装示意图如图2所示。
经使用此工装进行零件试制,零件一致性好,加工合格率100%,同时,工装定位方便、快速,也提高了加工效率。
3 結语
该零件工序复杂,工序有28道之多,加工不合格导致费时费力费材料,影响装配进度,增大加工成本。使用上述工装加工,能够确保零件的一致性、固定性,零件加工合格率能够达到100%,提高了加工效率,降低了生产成本。将此方法进行推广,必定会带来很大效益。
参考文献
[1] 曾正明.机械工程材料手册:金属手册[M].7版.北京:机械工业出版社,2010:10.
[2] 钟翔山.钣金加工实用手册[M].北京:化学工业出版社,20012:10.
[3] 杨玉英.实用冲压工艺及模具设计手册[M].北京:机械工业出版社,2004:7.
