食品级L-蛋氨酸的生产工艺
2019-09-16苏雪梅
苏雪梅
(广西工业职业技术学院 石油与化学工程系,南宁 530001)
蛋氨酸学名甲硫基丁氨酸,一般为白色片状晶体或结晶性粉末,分左旋体(L-蛋氨酸)和右旋体(D-蛋氨酸)两种,天然体为L型,是人体必需的氨基酸,在生物体内D-蛋氨酸能转换成L-蛋氨酸。
L-蛋氨酸是氨基酸系列产品之一,是人体所必需的氨基酸之一,同时作为增香剂和调味剂在食品工业中广泛使用[1],也是人体药理营养品(药用和婴儿用),用于治疗痢疾和蛋白质缺乏所引起的营养不良症[2]。目前全球蛋氨酸的需求量以年约5%的速度增长,其中饲料添加剂是最大的消费市场[3],而作为食品添加剂的食品级L-蛋氨酸需求量在全球范围内的增长很迅速,利润也比普通的饲料级添加剂高得多。企业利用现有的设备及生产工艺生产食品级L-蛋氨酸,可取得更好的经济效益。
1 理化性质
L-蛋氨酸的化学名称为L-甲硫氨酸[4],分子式为 C5H11NO2S,分子量为149.21,为白色结晶或结晶性粉末。有特殊的气味,味微甜,可溶于水中,微溶于乙醇,不溶于乙醚,易溶于稀盐酸或氢氧化钠溶液。L-蛋氨酸的分子结构见图1。
图1 L-蛋氨酸分子结构示意图Fig.1 Schematic diagram of the molecular structure of L-methionine
2 质量标准
作为食品添加剂的L-蛋氨酸,使用时应符合国标GB 2760-2007《食品添加剂使用卫生标准》中对食品添加剂的质量规格要求,见表1。
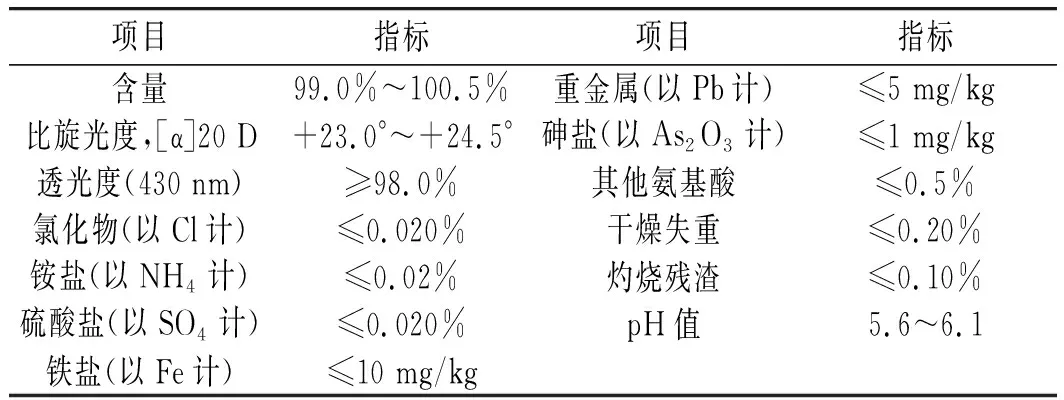
表1 左旋蛋氨酸(L-甲硫氨酸)质量规格要求Table 1 Quality specification requirements for L-methionine
3 生产工艺
3.1 工艺流程
生产食品级L-蛋氨酸,主要基于两步反应进行生产:第一步是在乙酰化反应器中,通过醋酐使DL-蛋氨酸乙酰化,生成N-乙酰-DL-蛋氨酸钠盐进入酶分割膜反应器(EMR),在酶的作用下分离为L-蛋氨酸和醋酸钠,未分离的N-乙酰-DL-蛋氨酸经过外消旋工序后返回反应器中。由酶分割膜反应器出来的L-蛋氨酸依次经过浓缩、脱色、结晶、粗品离心分离、精品离心分离和干燥等工序后,得到食品级L-蛋氨酸。在洁净室条件下,经干燥后的最终产品经旋转筛卸入装有2层聚丙烯塑料袋的纸桶内,不合格的L-蛋氨酸将被溶解后再次进行加工,在粗品离心分离和精品离心分离工序中使用的溶剂甲醇经过蒸馏回收后将被重复利用。工艺流程图见图2。

图2 食品级L-蛋氨酸工艺流程图Fig.2 Process flow diagram of food-grade L-methionine
3.2 生产过程描述
以DL-蛋氨酸作为生产原料生产食品级L-蛋氨酸,整个工艺流程可分为12个工序,分别细述如下。
3.2.1 工序1:原料乙酰化及培养基制备
原料为固体DL-蛋氨酸。乙酰化反应是在酶的作用下加入醋酐和氢氧化钠进行的。反应生成的N-乙酰-DL-蛋氨酸钠盐,与来自第12工序(外消旋)的N-乙酰-DL-蛋氨酸混合后,加入醋酐和稀NaOH调节pH值再送至培养基缓冲罐贮存。反应热由一外置冷却器移走。
3.2.2 工序2:反应
培养基溶液由培养基缓冲罐出来,经过1台压滤机过滤后,加入酶反应催化剂,一并送至酶分割膜反应器(EMR)。
EMR是由分子量切割为10000 Da的一组超滤单元组成。含酶的培养基溶液被加入到EMR浓缩段,在酶的作用下,部分N-乙酰-DL-蛋氨酸有选择性地被分割成L-蛋氨酸及醋酸钠。分子量约为80000 Da的酶不能透过中空纤维膜,仍滞留在EMR浓缩段。其他所有反应物因其分子量介于200~10000 Da之间,均能透过膜进入渗透段,并贮存在渗透液贮罐。
由于膜破裂造成的渗透段流量增加或渗透段与浓缩段压差降低,EMR将会自动停止进料。
3.2.3 工序3:浓缩
浓缩工序要求恒定组分及均匀地进料。来自EMR渗透液贮罐的渗透液与来自离子交换工序的L-蛋氨酸组分按恒定的比例混合后进入浓缩工序,经两级降膜真空蒸发器蒸发浓缩后,贮存于浓缩液罐内。
3.2.4 工序4:脱色
浓缩后的L-蛋氨酸溶液用活性炭进行脱色,分离活性炭后的溶液通过1台超滤装置处理后,送至结晶工序。
3.2.5 工序5:结晶
经脱色后的L-蛋氨酸溶液经过3台结晶器进行结晶操作。
3.2.6 工序6:粗品分离
结晶后的L-蛋氨酸悬浮液被送入1台翻袋式离心机分离,并加入甲醇溶液清洗。母液及含甲醇的清洗液分别贮于不同贮罐待进一步处理。
经离心分离后,滤饼再次加入甲醇溶液形成悬浮液,用泵送至沉淀罐贮存。
3.2.7 工序7:精品分离
在沉淀罐中的悬浮液经离心机进行分离,并加入甲醇溶液洗涤。滤饼在洁净室条件下卸入装有2层聚丙烯塑料袋的塑料桶内。含甲醇的母液及甲醇清洗液分别收集在不同的贮罐,经泵分别送回车间供进一步处理。
3.2.8 工序8:干燥
经离心分离后,滤饼随后送入精制厂房的双轴干燥机进行真空干燥。含甲醇干燥蒸汽经冷凝后送入甲醇精馏工序。
3.2.9 工序9:包装
在洁净室条件下,经干燥后的最终产品经旋转筛卸入装有2层聚丙烯塑料袋的纸桶内。经称量并检验合格后送仓库贮存。
3.2.10 工序10:甲醇精馏
来自粗品离心和精品离心工序的含甲醇的母液及甲醇清洗液分别收集在不同贮罐中,一并经过甲醇精馏塔精馏,精馏出的甲醇返回系统循环使用。釜底残液经再乙酰化及分析检测后返回培养基制备工序。
3.2.11 工序11:离子交换
来自粗品离心工序的含N-乙酰-DL-蛋氨酸、醋酸钠及少量L-蛋氨酸的离心母液被加热后送入1台阳离子交换塔,其中,L-蛋氨酸及钠离子将被吸附,而酸性的醋酸及N-乙酰-DL-蛋氨酸将通过床层并贮存于贮罐中。
被吸附的L-蛋氨酸采用过量的母液洗脱,洗脱液被送回浓缩工序与渗透液混合后再次浓缩(见工序3:浓缩)。
酸性的N-乙酰-DL-蛋氨酸及醋酸分别经过1台阴离子交换塔及1台阳离子交换塔,以除去微量的氯离子和L-蛋氨酸。
3.2.12 工序12:外消旋/再乙酰化
上述酸性溶液连续加入到1套真空浓缩装置进行浓缩,形成熔融状的N-乙酰-DL-蛋氨酸。再加入少量醋酐,将熔融的N-乙酰-DL-蛋氨酸外消旋转化成N-乙酰-DL-蛋氨酸溶液,用于培养基制备。
在这一工序中,有时也可能将外消旋后的N-乙酰-DL-蛋氨酸溶于醋酸中进行杂质清除,经冷却后,部分N-乙酰-DL-蛋氨酸晶体及杂质溶于母液中并随其排至废水站处理,净化后的N-乙酰-DL-蛋氨酸将返回培养基制备工序(见工序1)。
有时也对来自粗品离心(见工序6)的含少量D-蛋氨酸的母液进行再乙酰化处理。通过加入醋酐使部分母液乙酰化(在乙酰化反应器中进行),再送至离子交换工序处理。
3.2.13 L-蛋氨酸再加工
不合格的L-蛋氨酸将被加入贮罐溶解后进行再次浓缩。即经过上述浓缩工序及以后的所有工序再次加工直至合格为止。
3.3 主要工艺设备
3.3.1 概况
本工艺的产品为食品级L-蛋氨酸,生产过程为在密闭状态下的连续操作和间歇操作形式。主要设备包括EMR、超滤装置、蒸发器、结晶罐、搅拌器、换热器、过滤器、储罐、泵、离心机、干燥机等。
根据食品清洁生产的规定和工艺生产特点的要求,本装置与物料接触的大部分工艺设备采用不锈钢材质。部分设备根据工艺要求选用玻璃钢材料或橡胶内衬材料。要求设备表面光洁、平整、易清洗,防止生产过程中物料受到污染,所有的容器在设计时需考虑到清洗的特殊要求,在罐内配备大流量专用清洗喷头用于在线清洗。
3.3.2 设备特点及材料选择
根据食品清洁生产的规定和工艺生产特点的要求,设备的设计、选型及安装应符合生产要求,易于清洗、消毒或灭菌,便于生产操作和维修、保养,并能防止差错和减少污染,且能耐腐蚀。考虑到设备的造价等问题,本生产线的设备采用了多种类型的材料及材料组合,有橡胶内衬设备、塑料设备(玻璃钢、聚丙烯等)、不锈钢设备、碳钢设备等。
核心设备如蒸发器、酶分割反应器、超滤装置。离心机和干燥机等建议从国外采购,其余静设备可在国内购买。
3.4 存在的问题及建议
本工艺生产食品级L-蛋氨酸,中间品及产品暴露区域控制在30万级洁净区。因而在设计和生产管理过程中必须严格遵守《食品生产许可管理办法》及有关的国家规定,认真做好车间内人流、物流的洁净和规划。
生产中未反应物(如DL-蛋氨酸)通过外消旋后返回乙酰化反应器重复利用。为避免反应物中杂质的积累,定期将抽出外消旋后的熔融的N-乙酰-DL-蛋氨酸,在清除罐中加入醋酐溶解使杂质溶于母液中,经过离心分离后,母液送废水站处理,滤饼返回乙酰化反应器。
若企业已通过GMP认证,上述工艺也可生产药品级非无菌类原料药L-蛋氨酸。但作为药品生产,需认真贯彻GMP以及有关的国家规定,对产品进行批生产管理。在整个生产组织过程中,大部分岗位为连续操作,物料输送到精制车间内之后,变为间歇操作。物料在经过精品离心工序后,被装进双层聚丙烯塑料袋内衬的纸桶中,作为中间产品送往干燥包装工序。结合以上特点,以干燥机的一批出料作为一批,每批产品的生产和管理都必须有明确的可追溯的记录。
4 技术经济评价
近几年来,蛋氨酸市场竞争愈加激烈,价格走弱,可以预见,在未来几年或将来更长一段时间内,蛋氨酸供过于求的情况将加剧。
食品级L-蛋氨酸是高附加值的精细化工产品,市场售价比饲料级蛋氨酸明显提高。国内市场上的最新报价,食品级L-蛋氨酸售价比饲料蛋氨酸高出4~5倍左右。企业利用现有的设备及生产工艺,经过进一步改造完善,生产高品质的食品级L-蛋氨酸,可以丰富原有的产品品种,提高产品的档次及质量,实现产品的差异化,争取市场竞争的主动,取得更好的经济效益。
