基于管材/棒材的切割机结构设计
2019-09-10郭晓彬
郭晓彬


摘 要:伴随着我国科学技术水平的发展,工业化进程的加快,人们对工业产品的生产效率及质量的要求越来越高,管材/棒材的切割便是其中之一。本文就是在这样的背景下,以铸造的管材/棒材为对象,以提高生产效率、加大切割成品率为目的,提出了基于管材/棒材的切割机结构设计。
关键词:棒材;切割机;电气控制
1.引言
机电一体化产品在各种各样的工业中广泛应用,这种广泛性在一定程度上也促进了切割技术的发展,手工切割的时代已经过去,工业切割的时代正在行进。在工业切割时代,人们对于切割机的加紧机构有了更深层次的要求,因此,切割机加紧机构实现了质的飞跃。日常简单的机械手已随处可见,它经过几十年的沉淀,现今已经发展为通用机械手的时代。在这几十年间,从简单到通用,研究不断深入,技术也不断在发展和进步,设计师的不断改进,种类的不断增加,应用范围也在不断扩展。简单机械手有其自身的特征,例如:仿人操作、自动生产、自动控制,由于这些特点也使得简单机械手在多品种、大批量柔性生产方面有更为广阔的发展空间。它的产生和发展,对于提高产品生产过程的稳定性、提高产品品质及生产效率有非常重要的作用,它还间接改善劳动环境和劳动条件,促进产品更新换代。
2.切割部分设计
2.1 切割部分原理介绍
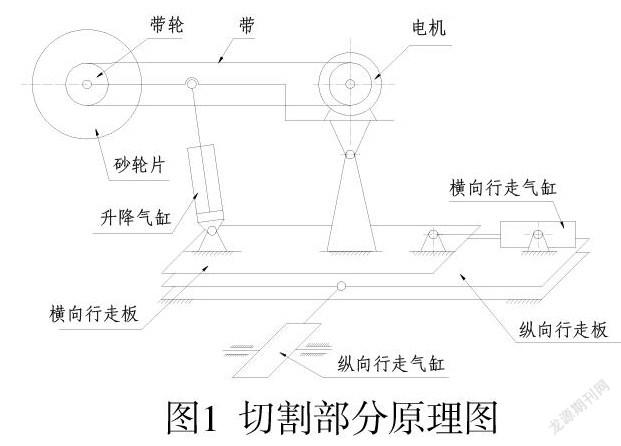
如图1所示,即为切割机切割部分控制原理图,主要由电动机、传送带、砂轮、带轮、横向行走气缸、升降气缸、纵向行走气缸、横向行走板及纵向行走板组成。工作流程大致为:上料完成,机械手完成棒料/管材的加紧,然后由控制器将命令分别传送至电动机和气缸,升降气缸带动砂轮到位后,电动机带动砂轮对目标物体进行切割。其中,纵向行走气缸可以带动工作台进行纵向移动,主要是实现对两根目标工件的切割;横向行走机构主要是带动工作台纵向移动,实现对不同长度工件的切割。其他各个分单元部分之间的协调,依靠控制器来实现,以此完成对工件的切割。
2.2功能要求
根据前文的分析,结合切割机整体控制要求,切割机切割部分应实现固定长度的切割,切割完成后,根据预先设置好的电路和程序,切割砂轮自动返回至原点,也就是始发位置。除此之外,还对砂轮切口的深度有特殊要求,约35公分,然后再由其他设备,也就是压断机进行压断。
2.3 方案的设计
根据前文的分析可知,切割部分主要是由行走机构、切割机构及动力源部分构成。在方案选择上,主要考虑两方面:第一是传动方式的确认,第二是动力方式的确认。首先,在传动方式选择上主要是确认传送带传动还是齿轮传动,对比两种传动方式的优缺点(比如齿轮传动传送距离近、维护困难等),同时结合切割机的实际情况(比如切割速度较高),选用带传动为该切割机的传动方式。第二,在动力传动方式上主要是确认是选择液压还是气压,由于液压可能会泄露,污染环境,成本高,所以本设计切割机部分选择气动进行动力的传动。具体工作方案如图1所示。
3 夹紧部分的设计
3.1加紧部分原理介绍
如图2所示,即为切割机加紧部分控制原理图,主要由加紧机械手和加紧气缸组成。工作流程大致为:待工件到位后,气缸活塞会像右慢慢运动,移动的过程也是机械手加紧的过程,同样,在完成切割后,活塞会向左慢慢移动,机械手也就松开了原来加紧的工件。整个过程,以及与其他各个分单元之间的协调,依靠控制器来实现,以此完成对工件的加紧和放松。
3.2设计需求分析
加紧部分作为切割机整套设备的重要三大组成部分之一,切割之前,加紧机构主要是固定待加工的管材/棒材在加工位置,保证在切割时,砂轮片能完成切割,而且工件仍固定在预设位置保持不变。
3.3总体方案设计
由图2可以看出,切割机加紧部分主要是借助于气压缸的来回往复运动保证机械手对工件的加紧和放松的。该部分在设计时,主要由两种方案可以选择:第一种方案是用一个机械手来实现两个工件的加紧和放松;第二种方案是:用两个机械手,一个机械手负责一个工件加紧和放松。对比两种方案,第一种方案需要一个二维气缸实现加紧和松开,然后再配置一个三位气缸进行纵向移动,以试下对不同工件的加紧和放松;第二种方案,每个机械手则需要配置2个二位置气缸实现机械手的加紧和放松。所以,为了减小工作量,降低控制难度,节约成本,本系统选择方案一。
4 纵横行走部分的设计
4.1 设计需求分析
本文在前面就对行走部分做了解释,横向行走主要是保证切割等装置沿待切割物件进行行走,准确抵达切割位置;纵向行走主要是实现切割装置沿待切割物件垂直方向行走,实现对对不同物件的切割。同时,还可以实现相关装置在完成工作后,顺利返回原点。
4.2总体方案设计
依据前文分析,切割机行走部分主要是在纵向及横向方向上保持直线运动,无弧形等曲线运动,同时考虑系统运动精度及摩擦情况,所以本方案无论是纵向还是横向行走,都选择直线导轨。为了防止因泄露污染、后期维护困难等情况的发生,在动力传动上选择气压方式,通过气压缸带动纵向横向行走机构在直线导轨上按照预定要求进行滑动。
4.3 直线导轨型号的确定
4.3.1基本参考参数
(1)载荷
依据已经完成的结构图,大致计算该行走部分重量约为210kg,所以其向导轨传送的压力为2100N。
(2)行程
依据已经完成的结构设计,结合切割机的实际工作环境以及待切割管材的情况,确定导轨行程为2.5m。
(3)往复次数
根据实际生产需求,本系统往返次数控制在2次/min。
(4)寿命要求
如果该切割机的实用寿命为五年,那么需要配置的导轨的寿命为35000h。
4.3.2选择方式
总体结构设计
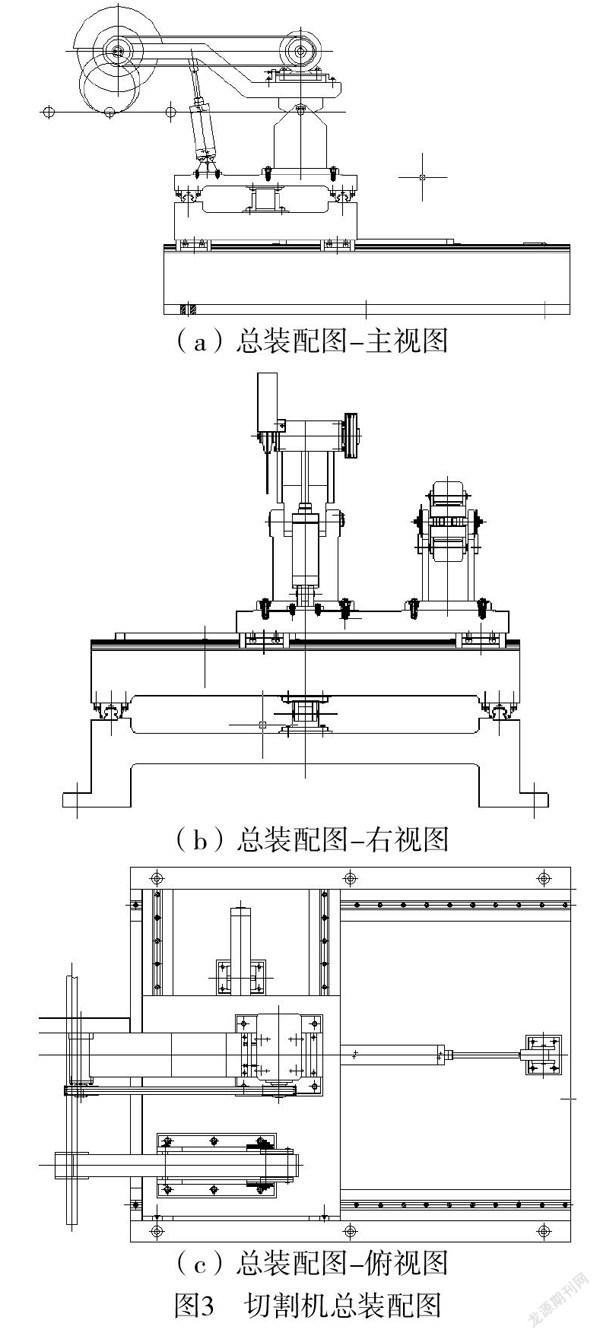
如图3所示,即为切割机总体装配图,其中(a)为主视图,(b)为右视图,(c)为俯视图,从图上可以看出,整个切割机可以划分为三大部分,分别为切割部分、加紧部分以及行走部分。其中切割部分,主要是靠电动机带动砂轮片对目标物件进行切割;加紧部分,依靠一个气压缸活塞的来回往复运动,借助于机械手实现对目标工件的夹持;行走部分,也是借助于气压缸实现纵横行走,其中纵向行走是满足不同工件的切割,横向行走是为了实现对特定工件的定长或定位切割。
結论
本次设计机械部分主要内容包括:纵横行走部分的设计、加紧部分的设计、切割部分的设计、滑动导轨型号的确认及其他辅助部分的设计。在以上基础之上,完成了切割机总装图、切割部分及行走部分的结构设计。
参考文献
[1] 李洋.3015M型光纤激光切割机结构分析及优化[D].济南大学,2017.
[2] 何建良.数控火焰切割机的设计与应用[J].湖南农机,2012,3909:58+60.
[3] 刘萍萍,张松,宋端猛.基于SolidWorks手动切割机的改进设计及运动分析[J].机械工程师,2017,06:66-68.
[4] 窦天浩,王宇清,李强,刘玉泉,唐子贤.钢管弧形切割机的设计[J].高师理科学刊,2017,3705:50-52.
[5] 周琦,孙移.基于PLC的铝合金型材切割机控制系统设计[J].机械设计与制造工程,2017,4606:55-58.
[6] 邹浙湘,杨煌,潘绍进.汽车雨刷橡胶切割机设计[J].科技传播,2016,816:249-250.
