垃圾焚烧发电厂励磁系统问题分析与升级改造
2019-09-10梁立庆


摘 要:励磁系统是发电机重要的辅机设备,并直接影响着安全稳定运行。本文着重介绍了造成深圳市市政环卫综合处理厂励磁系统多次“宕机”的原因,对系统存在的问题进行了全面分析,提出了升级改造的技术方案并成功实施,提高了机组运行的安全性、可靠性、稳定性。
关键词:励磁系统;垃圾焚烧;发电厂
中图分类号:TM621 文献标识码:A 文章编号:2096-4706(2019)09-0043-03
0 引 言
发电机自并励静态励磁系统因其在性能上具有高励磁电压响应速度、高起始响应性能、高可靠性及能提高电力系统稳定性能等优点而得到了广泛的应用。本厂原励磁系统采用东方电机控制设备有限公司生产的GES-5211型励磁调节装置,在运行中励磁调节器曾几次发生无功突降无法增磁,还出现过几次调节器“宕机”现象,致使发电机失磁、厂用电中断等事故。本厂为彻底解决励磁系统经常发生故障导致发电机失磁等情况,对励磁系统进行了升级改造,将励磁装置更换为独立双通道微机励磁调节器,通过技术攻关及大量的试验很好地解决了原励磁系统受电磁干扰大、故障率高等问题。励磁系统更新改造后运行稳定,使设备的安全稳定运行得到有效保障。
1 存在问题及分析
本厂励磁系统在正常运行过程中发生多次无功突降及励磁调节器突然死机等现象,致使发电机失磁事故发生。曾经发生过由于励磁调节器突然“宕机”不能正常工作致使发电机失磁,直接导致厂用电源中断的严重后果。通过对故障现象进行检查分析,也及时与生产厂家进行沟通商议,经分析认为故障主要由以下几点原因引起:
(1)本厂励磁调节器是由东方电机控制设备有限公司提供,采用的是90年代末奥地利贝加莱PCC为控制核心的工业计算机,从研制成功到正式投入使用,在运行中先后发现:PCC工业控制计算机资源有限,高速处理采样任务的内存空间不足,发电机反馈信号不能实现交流采样,脉冲形成没有实现全数字化控制,励磁的控制逻辑、保护以及限制功能简单,无论是从主频或内存以及A/D采样速度上都远远不能满足电厂对励磁精确控制的要求等。
(2)人机界面为带小键盘式的液晶屏,该屏由于长期运行易老化,导致显示屏亮度降低及颜色变暗,励磁的各种参数不能在界面中修改,没有事件记录、故障录波功能。
(3)励磁装置为单片微机结构,无法实现软件WDT功能运行中的监测作用,如出现死机情况下发出复位信号的功能,对发电机组及系统可能造成很大的危害。
(4)因该励磁装置各元器件设计选型时没有考虑通用性,备件供应相当困难,由于设备的软、硬件参数现场改动较多,给设备维护及检修人员带来很大的风险。
(5)“宕机”分两种情况,一种是当发电机运行到某个特定工况或由于CPU内存低以及协处理器浮点运算错误,导致程序进入死循环;另一种可能是因外界环境或元器件老化直接导致硬件故障。
(6)原励磁变压器紧挨着励磁变频器安装,励磁变压器对调节器产生电磁干扰,存在一定的不确定因素。
为彻底解决励磁系统存在的问题,对励磁系统进行升级改造已经势在必行。
2 解决方案
2.1 硬件部分
(1)经多次技术研讨,决定采用更换整套励磁装置的技术方案。新装置由南京汽轮电力控制有限公司提供的DVR-3000励磁系统,主要包括:励磁控制柜(双通道微机DVR型励磁控制器);功率及灭磁柜:(双套三相桥整流单元和灭磁、转子过电压保护及起励装置一套)。DVR-3000型微机励磁调节器为恒机端电压和恒勵磁电流双通道调节器,两个独立通道互为主备用工作方式,双机之间相互诊断、相互跟踪、相互通讯、相互切换,并能进行通道的无扰动切换。每个通道均采用数字信号处理器(DSP)、大规模可编程逻辑阵列CPLD和FPGA组成的多CPU系统。在每个通道的控制机箱上装有240×128大屏幕液晶显示器,进行实现人机交互功能。并具有故障录波、故障记录、事件记录和强大的通讯功能等,方便以后故障的查询和分析。
(2)为了改造的顺利进行,在励磁系统改造前对施工进度进行了合理安排,包括新增安装励磁PT一台,制作电缆支架,对PT及一次电缆进行试验,并完成了励磁调节柜至DSC之间电缆的敷设,对旧电缆线芯逐一进行登记并做好标识等。同时完成励磁系统与DCS、发电机保护屏及同期装置之间电缆的校对与端接。
(3)原励磁调节器紧挨着励磁变压器安装,这样励磁变压器对励磁调节器的运行存在着一定的电磁干扰。为了尽量减少励磁变压器对调节器产生电磁干扰,将原调节柜和功率柜的位置进行了调换,将功率柜放在靠近励磁变压器的一侧。同时为励磁系统修建了隔离房以对电磁干扰产生一定屏蔽作用,并在隔离房内安装空调以降低设备的运行温度。对盘柜接地进行了全面的修复,确保盘柜接地良好。同时为了减少电磁干扰,对柜内所有控制电缆的屏蔽层接地进行了检查,确保其接地良好。
(4)安装工作结束后,对新装置进行了上电,并进行了各项静态试验,试验结果满足预期要求。
2.2 程序调试及保护设定
(1)在进行各项动态试验中,发现由于此调节器没有建压预设功能,发电机零起升压时机端电压就升到额定电压的97%左右(额定为10.5kV),而且调节器的超调量大,由于电厂没有升压变压器,10kV线路电压波动较大,不利于电厂的安全稳定运行。厂家说明CPU版本未更新,于是提出对调节器CPU板进行更换并换成最新的CPU板,此款CPU具有建压预设功能(现设为0.85倍额定电压),厂家重新发货后对其进行了更换。
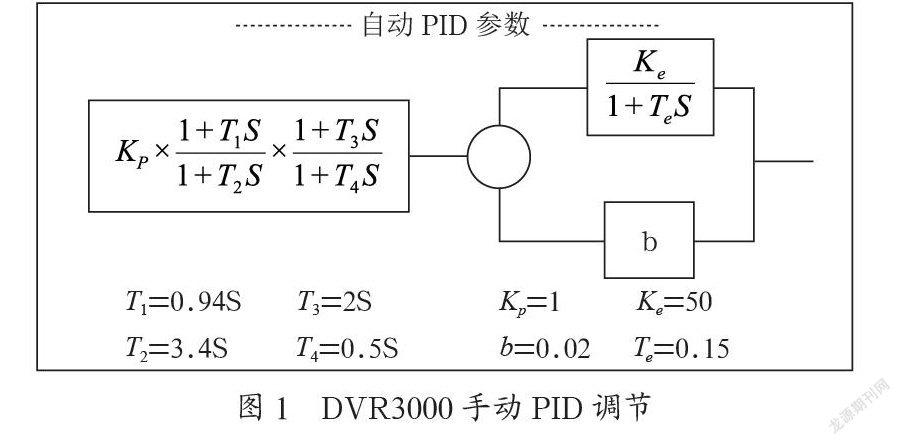
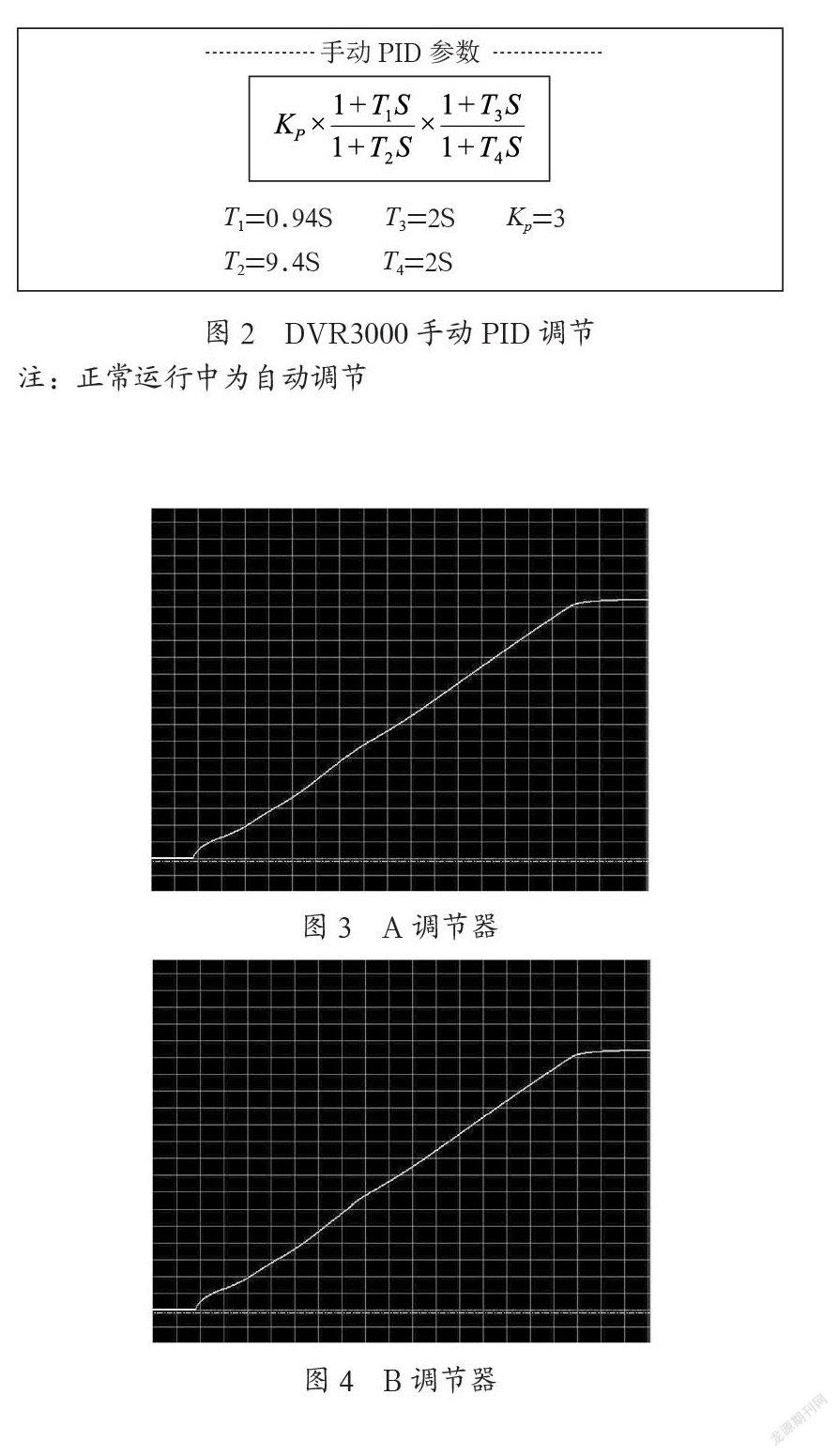
(2)在自动控制系统中,励磁系统可执行非常复杂的算法,如比例调节、PID调节等,PID调节是一种非常常用的调节。通过大量的试验,最终得到了以下PID调节参数,如图1,图2所示。
(3)参考产品说明书并以发电机的端电压恒定及其安全运行为目标,合理地设置其他的调差及保护装置。
(4)在并网过程中,发现DCS不能对励磁系统进行微调,而且励磁调节器接收脉宽不能大于500ms,同期装置在捕捉同期点时,同期装置微调信号也发生偏差,造成并网过程中压差偏大,并网不成功,为此花费了比较多的时间。由于DCS对励磁系统的增减磁是通过脉冲宽度来控制,将原来的脉宽由3s改为了1s(由于目前电厂DCS系统条件的限制,脉宽不能低于1s),在更换了新款CPU板后,励磁调节器接收脉宽也能满足大于500ms的技术要求,与此同时,电厂对同期装置均频及均压控制系数也进行相应的修改,以便装置在捕捉同期的过程中,能有效地对励磁进行微调,满足并网条件。经过多次反复试验,DCS现设增减磁速度为0.5%额定电压,发电机在额定转速下出口断路器实现假同期后,最后可实现真同期并网成功。并网结束后,在带有一定有功的条件下实现了双通道的无扰动切换。并网运行后励磁系统运行状况良好。
2.3 静态试验和动态试验
为了验证励磁调节系统的设计性能,进行了如下试验:自动升压、手动升压、阶跃响应、灭磁试验、开关量传动、空载实验等,试验数据均合格。
(1)自动升压试验,显示曲线如图3,图4。
(2)通道切换试验,显示曲线如图5,图6。
描述:切换过程中发电机电压无明显波动。
结论:合格。
(3)阶跃响应试验,显示曲线如圖7,图8。
描述:5%上升阶跃电压响应曲线如图,超调量为0,无振荡,调整时间约1秒。
结论:合格。
(4)灭磁试验,显示曲线如图9,图10。
按控制屏上的停机按钮(不分灭磁开关)。
描述:灭磁快速,波形无异常,CHA灭磁时间常为1.30s,CHB灭磁时间常为1.32s。
结论:合格。
(5)各项试验合格后进行了通道的手动及自动切换,实现了通道无扰动切换。具体操作步骤:手动运行方式时,自动通道实时跟踪发电机电压;自动运行时,手动通道延时30秒跟踪输出电流,实现两种运行方式之间的无扰动切换。并且对调节器进行了精度调整,以保证实际测量值与显示值的一致。
3 结 论
通过技术攻关及大量试验,深圳市市政环卫综合处理厂励磁系统升级改造项目顺利实施。将励磁装置更换为独立双通道微机励磁调节器后设备运行稳定,有效避免了由于原励磁系统受电磁干扰大,经常发生“宕机”等故障带来的发电机失磁、厂用电中断等事故,提高了机组运行的可靠性、稳定性,为深圳市市政环卫综合处理厂的安全稳定长周期运行提供了有力的保障。
参考文献:
[1] 丁尔谋.发电厂励磁调节 [M].北京:中国电力出版社,1998.
[2] 胡国庆.发电机最优励磁控制技术 [J].人民长江,1999(S1):86-88.
[3] 国家能源局.DL/T 490-2011发电机励磁系统及装置安装、验收规程 [S].北京:中国电力出版社,2011.
作者简介:梁立庆(1971.09-),男,汉族,广东高州人,电工技师,毕业于东北大学,研究方向:电力运行、环境管理。
