放空管网工艺流程改造论证
2019-09-10顾磊李庆侯宗伦罗刚
顾磊 李庆 侯宗伦 罗刚

摘要:雷三增压集气站主要担负中坝气田雷三气藏的7口生产单井所产含硫天然气的汇集、油水分离、计量及天然气增压输送、地层水处理、输送、回注等任务,天然气通过压缩机进行增压输送至净化厂。本文依据雷三增压集气站的生产资料,应用流体力学基础知识、流量的关系等进行了推导,并对雷三增压集气站的放空流程进行实例验证,以消除隐患、满足生产需要为前提,提出改造建议,为指导该站的后期生产提供一定的参考。
关键词:流程优化;风险;阻火器;放空背压
雷三增压集气站是一具有集、输、增压功能为一体的集输气增压站。该站天然气压缩机组于2001年投入运行,该站站内汇集的天然气为雷三气藏高含硫气,H2S含量为107~109g/m3,CO2含量为4~5%,工艺介质恶劣。生产中产生的放空天然气必须充分燃烧,以防止人员中毒及环境污染事故发生。
1 雷三增压集气站的概况及开发现状
雷三增压集气站自1982年3月28日建成投产。在1982年至1999年由于进站压力高,且凝析油含量高,站内采用低温分离技术,因而在该阶段称为“低温集气站”。随着开采时间的推移,气藏进入后期开发,地层压力和井口压力不断降低,无法再进行低温分离。1999年进行技改,变为“常温集气站”。在2000年新建天然氣压缩机组并于2001年投入运行,因此改名为“雷三增压集气站”。
目前该站有两台ZTY440MH9×9(2000年安装)和一台DPC2803 MH9×9(2003年安装)天然气压缩机组,采用“两用一备”方式进行增压开采。机组运行时日产天然气约15×104 m3(不增压开采时产气约10×104 m3/d)。
1.1 雷三增压集气站工艺流程
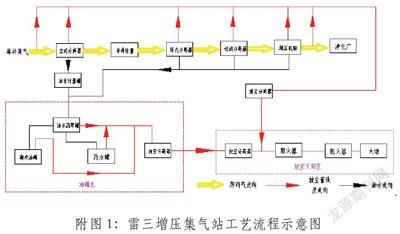
该站主要设备流程:所有气井来气在经过一次重力分离后进行计量,汇集后进行二次重力分离,然后再经过滤分离进入增压机,增压后输送至净化厂。分离后的油水通过计量罐计量,进入油罐区进行沉降分离,然后分别管输(或泵输)至各回注井。生产区放空气与油罐区放空气汇合后进入火炬(见附图1)。
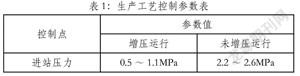
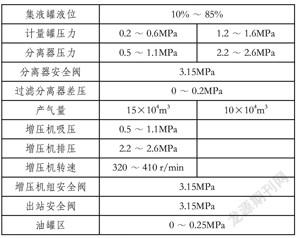
1.2 生产工艺控制参数(见表1)
2 该站存在问题的分析
2.1 放空区流程现状
1982年至2012年放空流程分为高、中、低压三根放空管线分别至火炬,火炬直径Φ159×11。2012年火炬使用30年进行更换,进行流程改造,将中压和低压放空管线汇合后进入火炬,火炬直径Φ108×10。
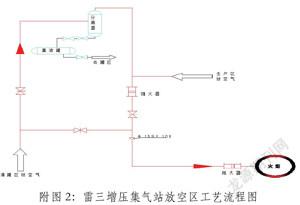
目前放空区流程:生产区放空在距火炬60米处、两级阻火器前端与油罐区放空管线T接在一起。油罐区放空进入火炬区放空分离器,然后经过两级阻火器,进入火炬燃烧(见附图2)。
油罐区在未进行操作时应保持常压,放空总阀处于常开。油罐区油罐使用年限超过20年,壁厚减薄降压使用,最高工作压力由0.5MPa调整至0.25MPa。当站内生产过程中,在应急放空或放空带液,需大气量放空时,放空气无法全部通过两级阻火器进入火炬。超量放空时,会形成较高的背压,对串接在中压放空管路上的低压系统将产生较高的安全风险,严重时会导致事故,存在重大安全隐患。
2.2 存在的问题
①不符合《石油天然气工程设计防火规范》GB50183-2015中规定:“放空管道必须保持畅通,高压、低压放空管宜分别设置,并应直接与火炬或放空总管连接;不同排放压力的放空管接入同一排放系统时,应确保不同压力的放空点能同时安全排放。”油罐区低压放空管接入中压放空管,大气量放空时,产生的背压通过低压放空管路传递至油罐区,造成憋压;
②放空气必须经过两级阻火器后才能进入火炬,存在很大的流动阻力,形成较高的背压。应急处置时放空气窜入低压放空系统,造成憋压;
③新火炬直径为Φ108,而场站放空管线为Φ159,为与之相匹配,在火炬前60米安装了同心异径大小头Φ159×108。火焰的燃烧速度与管径成正比关系。因此,火焰燃烧速度降低,回压上升,导致放空速度降低,产生的背压反串至低压管路;
④本站生产的为高含硫天然气,因腐蚀会形成大量硫化铁粉末,易造成阻火器滤网(芯)堵塞,导致通过能力大幅下降。
2014年5月28日出站至净化厂输气管线积液,输压达到2.7MPa,通过出站手动放空阀进行放空带液,导致油罐区超压。压力表显示全部超量程(压力表量程为0~0.6MPa)。
2014年12月29日,由于停电造成净化厂装置停运,站内压力超过2.8MPa,站内采取放空泄压,油罐区超压导致排污管线穿孔泄漏。
2.3 火炬区放空背压计算分析。
2.3.1 相关计算数据的依据
①SH-3009-2013《石油化工可燃性气体排放系统设计规范》6.8.7的规定:“对场站发生事故,气体需全部排放时,按最大排放量计算。马赫数可取0.5”;
②GB/T 13347-2010《石油气体管道阻火器》10.1的要求:厂家提供的《产品合格证》中包含“气体流量—压力降曲线”。本站阻火器厂家提供的数据显示阻火器的通过能力为95%。
2.3.2 计算由阻火器通过能力产生的背压。
两级阻火器串联的通过量:
95%×95%=90.25%
按场站应急放空瞬时流量10×104m3/d计算剩余气量:
100000×(1-0.9025)=0.975×104m3/d
按应急放空10分钟计算阻火器前的背压,根据气体状态方程式:
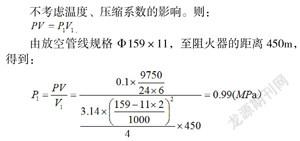
不考虑温度、压缩系数的影响。则:
由放空管线规格Φ159×11,至阻火器的距离450m,得到:
2.3.3 计算管线达到临界放空量时的背压(音速为340m/s):
临界放空量:
放空10分钟后的剩余气量:
153×10×(1-0.9025)=149.175m3。
根据式(1)计算背压:
2.3.4 计算火炬临界流量排放时产生的背压:
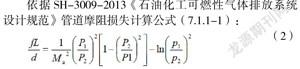
依据SH-3009-2013《石油化工可燃性气体排放系统设计规范》管道摩阻损失计算公式(7.1.1-1):
式中:
f-水利摩擦系数;
L-管道长度,(m);
d-管道内径,(m);
Ma-管道出口马赫数;
P1-管道入口压力,(绝压)(kPa);
P2-管道出口压力,(绝压)(kPa)
从上式可以看出:放空管出口马赫数一定的情况下,放空管直径越大,造成的背压越小。
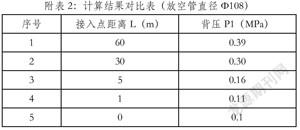
根据公式,将T接点作为入口计算背压值,L取值60m,d取值108-(10×2)=88mm=0.088m,M取值0.5,P2取值101.325kPa,f水利摩擦系数取值0.08.求背压P1值。
公式计算思路以公式(2)左右平衡为基础,根据对压力、管径等参数的设置,保障两端平衡。
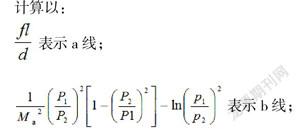
计算以:
并拟定管径为定值,两根放空管线接入点距离L为变量,计算接入点背压进行对比。计算结果(见附表2):
以上数据分析可见:场站应急超量放空时,因达到临界流量产生的背压为1~2MPa,加之因气质原因造成阻火器滤网堵塞会加剧背压升高。背压已远超油罐区0.25MPa的操作压力,存在重大安全隐患。
3 解决安全隐患的方法
以上分析和计算表明:放空时产生的背压主要有两方面的因素:一是阻火器流通能力的影响;二是放空管直径的影响。其中阻火器流通能力的影响最为明显,阻火器流通能力越小、放空气量越大产生的背压会成倍增加。
3.1 解决方案
①更换较大直径的火炬,中、低压放空管线分别铺设至火炬口,并单独使用阻火器。
优点:符合设计规范要求,消除了安全风险。
缺点:费用高(拆除旧火炬,购买、安装新火炬),施工难度大、周期长。
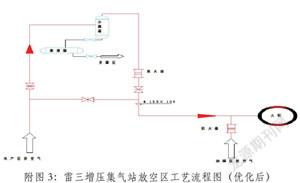
②利用现有两只阻火器,分别设置于中压和低压放空管路上,变串联为并联,将中、低压放空管路的T接点移到距离火炬5m以内,有效降低放空背压。(见附图3)
优点:费用低,操作简单,施工容易。只需少量管子、管件就可完成。
缺点:火炬的直径限定了临界燃烧速度,大气量放空时仍然存在一定的背压。
3.2 方案对比与论证
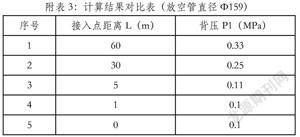
将火炬直径更换为Φ159,根据公式(2),计算结果对比(见附表3):
附表2、附表3显示,当接入点距离L<5m时,得到背压低于0.16MPa(绝压)。在油罐区操作压力0.25MPa以下,不会导致油罐区超压。
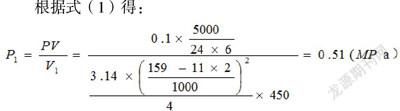
单只阻火器的通过量为95%,剩余气量:
100000×(1-0.95)=0.5×104m3/d
根据式(1)得:
阻火器并联后,阻火器产生的背压大幅度降低,且超量放空时产生的背压只与中压管路有关。
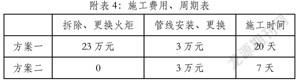
两种方案实施所需费用及周期(见附表4):
对比两种方案,方案一更换火炬的效果更好,但产生的施工费用高,周期长。方案二虽然会产生一定背压,但远低于操作压力,不会影响生产,且施工费用低,周期短。
根据该站实际生产情况,本人建议采取第二种解决方案。
3.3 优化后的地面工艺适应性分析
①该站正常生产时,油水计量罐压力调节阀动作和油罐区操作,会产生少量放空气,火炬设计的临界放空量能够满足需要;
②当出现应急放空或放空带液时,因超量放空产生的背压,不会对油罐区造成影响。
③方案二被气矿、作业区采纳,于2015年11月大修中实施。至今未出现油罐区憋压的情况。2016年5月的应急处置中生产区放空正常,油罐区未见压力上升。
以上情况证明:优化后的放空区工艺流程对该站的正常生产无不利的影响,完全能够满足该站的生产需要,对低压设备也无不利影响。
4 结论及建议
通过对解决雷三增压集气站放空工艺流程隐患整改的方案对比分析,和采取在现有工艺流程基础上进行优化改造的效果。在放空系统设计或改造时,应考虑高压、低压放空管分别设置阻火器,并单独连接至火炬。不具备单独连接条件的,应在阻火器下游端,靠近火炬底部进行连接,确保低压系统不超压。同时,建议放空火炬的直径,应按场站临界放空量进行选择。阻火器的类型,宜在满足防火设计要求的条件下,选择较大通过能力的阻火器。
参考文献:
[1] SH-3009-2013.石油化工可燃性气体排放系统设计规范.[S].北京:中华人民共和国工业和信息化部,2013.
[2] GB/T 13347-2010.石油气体管道阻火器[S].北京:中华人民共和国国家质量监督检验检疫总局.中国国家级质量标准化委员会,2011.
[3] SYT 10043-2002.泄压和减压系统指南[S].北京:国家经济贸易委员会,2002.
[4] GB50183-2015.石油天然氣工程设计防火规范[S].北京:中华人民共和国住房和城乡建设部,2015.
[5]唐川,李长俊.天然气集输场站放空管道背压计算浅析.[J]中文科技期刊,2016(7).
[6]胡庆明.新工艺减少266×104m3天然气流失[J].石油石化节能,2013(12):3-3.
[7]王巨川,左萌萌,丁润华,等.乙二醇富液罐放空管线流程改造方案设计与分析[J].河南科技,2012(14):71-71.
[8]赵跃凯,赵宣淇.埋地输油管线试漏方法及工艺流程改造[J].油气田环境保护,2014, 24(4):75-76.
[9]蒋化勇,赵艳波,束金洪,等.蒸汽管网放空阀技术改造[J].石油化工自动化,2014,50(4):82-84.