尾迹影响下有复合角扇形孔涡轮叶片表面的气膜冷却效率实验研究
2019-09-10李继宸朱惠人陈大为陈刚周道恩
李继宸,朱惠人,陈大为,陈刚,周道恩
(1.西北工业大学动力与能源学院,710072,西安;2.中国航发沈阳发动机研究所,110015,沈阳)
现代的燃气涡轮发动机的涡轮进口温度已经超过2 000 K,远远超过了涡轮叶片材料的耐热极限,因此必须发展先进的涡轮叶片冷却技术。气膜冷却作为重要的冷却方式,在航空发动机涡轮叶片中得到了广泛的应用[1]。
已有研究发现复合角的存在可以提高射流的覆盖性、增大横向覆盖面积、提高气膜冷却效率,因此引起了许多研究人员的重视。徐红洲等研究了复合角为30°和45°的扇形孔下游气膜冷却的流场和温度场,发现复合角射流下游存在一强一弱反向旋转的纵向耦合涡结构[2]。Ekkad等利用瞬态液晶分别测量了平板上带有复合角的气膜孔下游的气膜冷却效率,并对不同吹风比和密度比条件下的实验结果进行了比较,结果表明复合角提升了射流的覆盖性,在相同的吹风比下,带有复合角射流的气膜冷却效率高于没有复合角射流的气膜冷却效率[3]。Haydt等结合实验与数值模拟研究了复合角对扇形孔下游的气膜冷却效率的影响,结果表明在大吹风比下,复合角的增大会促进射流的横向传播,进而使得气膜冷却效率提高[4]。Han等测量了在不同吹风比下,平板上带有45°复合角的气膜孔排下游的气膜冷却效率,结果表明带有复合角的射流表现出单涡特性,而没有复合角的射流常常能观察到两个涡,使得质量流量比对于带有复合角的气膜孔下游的气膜冷却效率的影响要比对没有复合角的气膜孔的影响更大[5]。张宗卫等利用瞬态液晶测量了前缘区域带有复合角气膜孔的叶片全表面气膜冷却效率,研究发现在复合角孔射流与来流的共同作用下,气膜出流倾斜向上[6]。Nasir等利用瞬态液晶在湍流度为11%的条件下测量了平板上带有不同复合角的气膜孔下游区域的气膜冷却效率,结果表明相对于没有复合角的情况,带有60°复合角的情况换热系数和气膜冷却效率均有所提高[7]。Lee等利用液晶测量了平板上复合角分别为0°、30°和60°的单排异形气膜孔下游的气膜冷却效率分布,并利用气溶胶观察气膜孔附近的流动情况,结果表明相较于圆形孔,没有复合角的异形孔下游的气膜冷却效率没有实质提升,而在高吹风比下,带有复合角的异形孔下游的气膜冷却效率有明显提升[8]。Jubran等对平板上两排带有不同复合角的气膜孔下游气膜冷却效率进行研究,结果表明第1排不带复合角而第2排带复合角时的气膜冷却效率要高于两排均不带复合角和两排均带复合角的情况[9]。Wang等利用压敏漆技术研究了各种参数(吹风比,同向、异向复合角等)对平板上两排带有45°复合角的圆柱形气膜孔下游气膜冷却效率分布的影响,结果表明在高吹风比下同向复合角布置会使射流抬升与主流掺混,降低气膜冷却效率,异向复合角会增强射流的贴壁性,在大吹风比下异向复合角比同向复合角有更高的气膜冷却效率,异向复合角布置的射流痕迹宽且直、覆盖面积大[10]。洪博文等利用数值模拟方法对前缘区域的圆柱形气膜孔进行复合角优化设计,结果表明在压力面复合角会改变滞止点的位置,冷气的切向速度增大,冷却效果增强显著,在吸力面复合角会减弱冷气与主流的掺混,使得壁面气膜冷却效率提高[11]。
静叶尾缘产生的尾迹使得下游叶栅通道内的压力、速度和湍流度产生周期性波动,这会影响叶片表面的气膜冷却效率。Mhetras等利用压敏漆技术研究了上游尾迹对叶片全表面冷却效率分布的影响,发现上游尾迹的存在会降低叶片的气膜冷却效率,特别是在叶片吸力面上[12]。Mahadevan等利用温敏漆技术研究了尾迹对30°的弯曲表面气膜冷却效率的影响,结果表明当动量比较高时,尾迹可以减弱射流的抬升,进而使得气膜冷却效率提高[13]。Funazaki等通过实验研究了周期性尾迹对叶栅流场的影响,结果表明尾迹使得叶栅的二维流动损失和二次流涡结构发生较大变化,同时揭示出尾迹的逆射流效应对于叶栅的非定常损失起着重要作用[14]。Golsen等利用温敏漆技术在辐轮式尾迹发生器下游测量了尾迹发生器圆棒直径与气膜孔直径之比为2.375、4.75和9.5的气膜孔下游的气膜冷却效率,结果表明不同直径比下的尾迹对气膜冷却效率的影响是相同的[15]。Rallabandi等利用压敏漆技术测量了尾迹影响下的叶片中弦区域的压力面、吸力面和前缘的气膜冷却效率分布,结果表明尾迹使得叶片表面(尤其是吸力面)局部湍流度增加,进而导致气膜冷却效率下降[16]。Narzary等通过改变上游圆棒的位置来模拟上游尾迹,再利用压敏漆技术测量了带有45°复合角后倾扇形孔下游的气膜冷却效率分布,实验结果表明,尾迹使得叶片表面的气膜冷却效率显著下降[17]。国内也有许多学者在该领域进行了研究,蒋雪辉等利用热电偶研究了非定常尾迹对气膜冷却效率的影响,发现非定常尾迹通过扰动气膜层和改变局部吹风比来影响气膜冷却效率[18]。Chen等利用压敏漆技术研究了尾迹与自由湍流对带有后倾扇形气膜孔的叶片全表面气膜冷却效率的影响,结果表明尾迹使得大部分区域气膜冷却效率下降,同时随着尾迹斯特劳哈尔数的增加,叶片表面的气膜冷却效率下降幅度也会增加,在高自由湍流条件下,尾迹的影响减弱[19]。李虹杨等利用数值模拟研究了尾迹对涡轮转子叶片气膜冷却的影响,结果表明尾迹会诱导冷却射流的“上扬”,并使得其冷气流量增加20%,有利于提高瞬时的冷却效果[20]。李军等利用数值模拟的方法在非定常条件下研究了凹槽状叶顶的气膜冷却性能,结果表明尾迹与通道涡周期性地与叶顶泄漏流相互作用,使得槽底壁面的气膜覆盖位置和面积发生变化[21]。上述国内外研究表明,尾迹对叶片气膜冷却效率的影响十分复杂,在不同结构、不同工况条件下有着不同的影响规律。
从已公开发表的文献发现,对尾迹条件下带有复合角扇形气膜孔的涡轮叶片表面气膜冷却效率分布的研究较少。因此,本文采用辐轮式尾迹发生器模拟上游尾迹,利用压敏漆技术测量涡轮叶片表面气膜冷却效率,获得了质量流量比和尾迹斯特劳哈尔数对带有复合角扇形气膜孔的涡轮叶片表面气膜冷却效率的影响规律。
1 实验方法
1.1 实验装置
气膜冷却低速风洞实验台系统如图1所示。主流由一台离心式鼓风机提供。叶栅通道入口主流弦长雷诺数为1.3×105,速度为16 m/s,马赫数为0.046;叶栅通道出口主流弦长雷诺数为3.9×105,速度为48 m/s,马赫数为0.138。安装在叶栅通道进出口的皮托管用于测量主流的动静压差,进而计算出当地主流的速度。空气二次流由一台螺杆式压缩机提供,氮气二次流由6瓶15 MPa串联的氮气瓶经过减压阀降压后提供。ALICAT电子质量流量计用于调节二次流的质量流量,加热器用于调节二次流的温度。实验段由3个叶片和4个完整通道组成,中间的叶片为测试叶片。

图1 实验台示意图
Brien等的研究发现,辐轮式尾迹发生器能很好地模拟实际涡轮静叶产生的尾迹[22]。本文采用如图2所示的辐轮式尾迹发生器,其圆盘直径为550 mm,在圆盘的直径延长线上均匀布置了10根圆棒,每一根圆棒长度均为225 mm。该尾迹发生器由一台电机驱动,变频器用于调节电机转速。

图2 尾迹发生器示意图
叶片弦长C为128 mm、叶高h为158.4 mm,安装后叶顶间隙为1.6 mm,主流的入射角为40°。叶片表面气膜孔位置和带有复合角的扇形孔结构如图3所示。气膜孔孔径d均为1.8 mm,孔长为8.89d,每个气膜孔均带有45°的径向偏角β。压力面有5排扇形气膜孔,前缘有3排圆柱形气膜孔,吸力面有3排扇形气膜孔。气膜孔的详细参数如表1所示,其中s/C(s为叶片的弧长)代表孔排位置,p/d代表孔间距与孔径之比,α代表流向偏角。

(a)气膜孔排位置

(b)复合角扇形孔结构图3 气膜孔排位置及复合角扇形孔结构示意图

位置孔排编号s·C-1孔数p·d-1α/(°)压力面1-0.71117.3452-0.63117.3453-0.49117.3454-0.32117.3455-0.22137.345前缘6-0.08127.8907-0.04117.8908-0.02127.890吸力面90.13136.745100.34136.745110.57136.745
1.2 测量方法
本文采用压敏漆技术测量叶片表面的气膜冷却效率。压敏漆技术的测压原理与其本身的光致发光和氧猝灭特性有关,当发光分子吸收一定频率的光子后会从基态变为激发态,受激发的分子可以通过辐射失活过程和无辐射失活过程回到基态,辐射失活主要是发光分子发出比激发光波长更长的荧光和磷光,这就是光致发光。无辐射失活过程包括内转换、系间窜跃和外转换等,其中氧猝灭是受激发的分子与氧气的相互作用而失活。在同一时刻,氧猝灭和光致发光过程是一对竞争的过程,氧气分压力越高,氧猝灭越剧烈,相应的压敏漆表面的光强越弱。压敏漆表面荧光光强与氧分压之间满足Stern-Volmer方程
(1)
式中:IR为参考光强;I为在实验压力和温度下获取的光强;IB为黑暗条件下的光强;PO2,R为参考状态下氧气的分压力;PO2为实验条件下氧气的分压力。在进行标定实验时,根据Gao等的研究[23],IR在对应的实验温度条件下获取,这大大减小了温度对于压敏漆标定曲线的影响。经过标定实验获得的不同温度下的Stern-Volmer方程的系数如表2所示。在实验时要保证主流和二次流温度基本相等,据气流温度选择对应的标定曲线。标定实验装置的介绍详见文献[24]。

再根表2 不同温度下的Stern-Volmer方程系数
Han等详细描述了利用压敏漆技术测量叶片表面气膜冷却效率的方法[25]。已有研究表明,对于纯气体和气体混合物,Le≈1[26],此时传热和传质方程具有相同形式的解。因此,可根据传热传质类比,将气膜冷却效率表示为
(2)
式中:T为温度;下标aw、∞、c分别表示绝热壁面、主流、二次流;cO2为氧气质量浓度;下标w表示壁面。当采用氮气为二次流时,cO2,c=0。结合分压定律,式(2)可写成
(3)
式中:PO2,fg为二次流采用氮气时测试壁面的氧气的分压力;PO2,R为参考状态下测试壁面的氧气的分压力;PO2,air为二次流采用空气时测试壁面的氧气的分压力。
实验过程中需要分4个步骤进行:①打开主流,采用空气为二次流,获得IO2,air,对应压强为PO2,air;②改用氮气为二次流,获得IO2,fg,对应压强为PO2,fg;③关闭主流和二次流,获得IR;④关闭光源,获得IB。实验时,每一步均拍摄多张图像并对其光强取平均,结合标定曲线将光强比转换成压比,根据式(3)可以获得气膜冷却效率。
根据文献[27-28]的方法得到利用压敏漆技术测量的气膜冷却效率的不确定度,如表3所示。

表3 气膜冷却效率的不确定度
1.3 主要参数定义
主流弦长雷诺数定义为
(4)
式中:u为流体速度;ρ和μ为流体的密度和动力黏性系数。
质量流量比定义为
(5)
式中:A为流体流通面积;ρcucAc为单位时间内流过每个二次流进气腔的质量流量;ρ∞u∞A∞为单位时间内一个叶栅周期通道内主流的质量流量。待测叶片有两个冷气腔,如图3所示,各腔的质量流量比如表4所示。

表4 待测叶片冷气腔流量分配
尾迹斯特劳哈尔数定义为
(6)
式中:N为尾迹发生器转速;n为尾迹发生器的圆棒数;D为圆棒直径。本文中Srwake分别取0、0.12、0.36。
2 实验结果分析
图4为不同质量流量比条件下,Srwake=0,0.36时叶片表面气膜冷却效率的分布云图。
2.1 气膜冷却效率整体分布
由于各排气膜孔均带有复合角,气膜孔出口处的射流轨迹会偏向叶顶方向。由于复合角气膜孔下游的不对称涡结构促进了射流的横向扩散,使得射流的横向覆盖面积很大,气膜冷却效率很高[29]。冷气腔Ⅰ为前缘区域以及压力面和吸力面前两排气膜孔供气。前缘区域靠近叶根处的气膜孔出口处的气膜覆盖范围很小,这是由于冷气腔内叶根处的冷气分配量较少。对于孔排7,由于受到主流的正面冲击的马蹄涡影响,冷气分布在气膜孔周围;对于孔排6(靠近压力面),由于气膜孔带有复合角,射流向叶顶方向的偏转角度很大;对于孔排8(靠近吸力面),由于主流速度较高,射流的出流方向接近水平。对于压力面孔排5下游至孔排3上游区域为曲率较大的凹面,射流容易抬升,但孔排间距较小且复合角促进了射流的横向覆盖,因此气膜覆盖情况较好;靠近叶顶处的射流向叶顶方向的偏转角更大,这是受到叶顶泄漏流的影响。对于吸力面孔排9和孔排10,气膜孔下游的覆盖范围较大,但孔与孔之间的气膜覆盖效果不佳。冷气腔Ⅱ为压力面靠近尾缘的3排气膜孔和吸力面上的气膜孔11供气。对于压力面孔排3下游至尾缘区域以及吸力面孔排11下游大部分区域,气膜的覆盖比较均匀。这一方面是由于连接到冷气腔Ⅱ的气膜孔要比冷气腔Ⅰ少,使得连接到冷气腔Ⅱ的气膜孔分配到的冷气量更大;另一方面由于在这些区域叶片表面比较平坦,射流能更好地贴附在叶片表面。吸力面孔排11下游叶顶与端壁附近几乎没有气膜覆盖,这主要是由于通道涡与叶顶间隙涡的共同作用将端壁和叶顶附近的射流压向中间区域所致。

(a)流量工况1

(b)流量工况2

(c)流量工况3图4 不同质量流量比下气膜冷却效率分布云图
2.2 无尾迹条件下质量流量比对叶片表面气膜冷却效率的影响
在Srwake=0时,随着质量流量比的增加,对于前缘孔排7和孔排6下游,更多的冷气扩散到壁面附近,气膜覆盖范围变大;对于孔排8下游,射流动量的提高使得射流的贴壁性下降,气膜覆盖范围变小。对于压力面大部分区域,质量流量比的提高带来的冷气量的增加使上游气膜的覆盖范围变大,而对于压力面上带有复合角的孔排1下游,从流量工况1到流量工况2气膜覆盖范围变小,从流量工况2到流量工况3气膜覆盖范围变大。对于吸力面,由于表面静压较小,质量流量比的增加容易使射流的贴壁性下降,气膜覆盖面积变小。同时,射流动量的提高使从带有复合角的气膜孔流出的射流横向分速度提高,吸力面射流向叶顶方向偏转角度增大,叶顶附近的低气膜冷却效率区域面积减小,但端壁附近的低气膜冷却效率区域面积没有明显的变化。
2.3 有尾迹条件下质量流量比对叶片表面气膜冷却效率的影响
在Srwake=0.36时,随着质量流量比的增加,前缘区域孔排7和孔排6下游的气膜覆盖面积变大。对于前缘孔排8,质量流量比的增加使气膜覆盖面积减小,在大质量流量比条件下(流量工况3),几乎没有气膜覆盖。对于压力面的大部分区域,质量流量比的增加使气膜覆盖范围变大。对于吸力面孔排9和孔排10,质量流量比的增加使气膜覆盖面积变小。对于带有复合角的孔排11,质量流量比的增加使气膜覆盖范围变大,在大质量流量比条件下(流量工况3),低气膜冷却效率区域基本消失。
2.4 尾迹对叶片表面气膜冷却效率的影响
对于小质量流量比(流量工况1):尾迹使前缘区域气膜冷却效率显著减小,是由于尾迹扫掠至前缘附近使得局部主流速度降低,射流更容易抬升,气膜贴壁性下降;尾迹使压力面和吸力面的气膜冷却效率下降明显,是由于尾迹发生器圆棒上脱落的涡增加了主流的湍流度,促进了射流与主流的掺混。吸力面上气膜冷却效率下降的程度要大于压力面,由Rallabandi等的研究[16]可知,这是由于尾迹对吸力面引起的湍流强度的变化要大于压力面。对于大质量流量比(流量工况3),尾迹使带有复合角的气膜孔下游气膜覆盖范围变小,但是气膜覆盖面积的减小程度不如小质量流量比(流量工况1)的情况,同时尾迹还使吸力面叶顶附近的低气膜冷却效率区域消失。
2.5 质量流量比对中截面区域径向平均气膜冷却效率的影响
在Srwake=0,0.36条件下,带有复合角气膜孔的全气膜叶片中截面区域(-0.04≤h/C≤0.04)径向平均气膜冷却效率随质量流量比的变化情况见图5。从图中可以看出,各个气膜孔出口处的径向平均气膜冷却效率均很高且沿流向逐渐降低。前缘区域径向平均气膜冷却效率随质量流量比的增加而增加,流量工况3与流量工况1相比,径向平均气膜冷却效率平均增加13%。压力面上带有复合角的孔排5下游至孔排1上游区域的径向平均气膜冷却效率随质量流量比的增加而增加,流量工况3与流量工况1相比,径向平均气膜冷却效率平均增加5%,这主要与冷气量的增加有关,而孔排1下游的径向平均气膜冷却效率随质量流量比的增加先减小后增大。吸力面区域径向平均气膜冷却效率随质量流量比的增加而降低,流量工况3与流量工况1相比,径向平均气膜冷却效率平均下降23%。在Srwake=0.36的条件下,前缘区域径向平均气膜冷却效率随质量流量比的增加而增加,流量工况3与流量工况1相比,径向平均气膜冷却效率平均增加30%。压力面上带有复合角的孔排5下游至孔排1上游区域的径向平均气膜冷却效率随质量流量比的增加而增加,流量工况3与流量工况1相比,径向平均气膜冷却效率平均增加44%。压力面孔排1下游区域径向平均气膜冷却效率随质量流量比的增加而增加,流量工况3与流量工况1相比,径向平均气膜冷却效率平均增加6%。孔排11下游区域径向平均气膜冷却效率随质量流量比的增加而增加,流量工况3与流量工况1相比,径向平均气膜冷却效率平均增加11%。相对于无尾迹情况,质量流量比对带有复合角的气膜孔下游的径向气膜冷却效率的影响程度在吸力面大部分区域是减弱的,而在前缘及压力面大部分区域是增强的。

(a)Srwake=0

(b)Srwake=0.36图5 质量流量比对中截面径向平均气膜冷却效率的影响
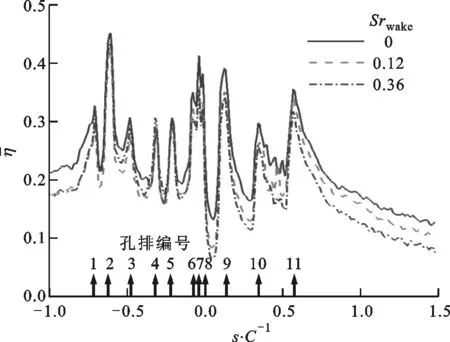
2.6 Srwake对中截面区域径向平均气膜冷却效率的影响
在小质量流量比(流量工况1)和大质量流量比(流量工况3)的条件下,带有复合角气膜孔的全气膜叶片中截面区域(-0.04≤h/C≤0.04)径向平均气膜冷却效率随Srwake的变化情况见图6。随着Srwake增加,在小质量流量比(流量工况1)条件下,叶片表面的径向平均气膜冷却效率均有明显降低,相对于Srwake=0时的情况,Srwake=0.36条件下的径向平均气膜冷却效率平均下降35%。在大质量流量比(流量工况3)条件下,压力面上带有复合角的孔排5下游到孔排4上游区域,径向平均气膜冷却效率几乎不受Srwake的影响,其他区域的径向平均气膜冷却效率都随着Srwake的增加而降低。由于大质量流量比条件下射流动量更大,使得Srwake对射流的影响程度减小,故大质量流量比(流量工况3)条件下径向平均气膜冷却效率的下降幅度要小于小质量流量比(流量工况1)的情况,相对于Srwake=0时的情况,Srwake=0.36条件下的径向平均气膜冷却效率平均下降26%。

(a)流量工况1
(b)流量工况3图6 Srwake对中截面径向平均气膜冷却效率的影响
3 结 论
本文利用压敏漆技术在不同质量流量比、不同Srwake下研究了尾迹和质量流量比对带有复合角的扇形孔的涡轮叶片表面气膜冷却效率的影响,得到以下主要结论。
(1)气膜孔复合角有利于射流的横向扩散,孔下游射流的覆盖面积较大,全表面气膜冷却效率较高。对于压力面上游区域,叶片表面呈曲率较大的凹面,射流贴壁性较差,但气膜孔排间距较小且复合角促进了射流的横向扩散,气膜覆盖情况比较好;对于压力面靠近尾缘区域,气膜孔排间距较大但叶片表面平坦,射流贴壁性良好,气膜覆盖效果好;吸力面大部分区域气膜覆盖比较均匀,但对于腮区下游靠近叶顶和端壁区域,由于叶顶泄漏流和通道涡的影响,几乎没有气膜覆盖。
(2)在无尾迹情况下,随着质量流量比的增大,前缘区域的气膜冷却效率增大,平均增幅为14%;在压力面,靠近前缘以及中弦区域的气膜冷却效率增大,平均增幅为5%,而靠近尾缘处的气膜冷却效率先减小后增大;在吸力面,气膜冷却效率随质量流量比的增加而降低,平均降幅为23%。随着质量流量比增大,吸力面带有复合角的气膜孔流出的射流向叶顶方向偏移的角度加大,叶顶附近的低气膜冷却效率区面积变小。在有尾迹的情况下,压力面和吸力面靠近尾缘的区域气膜冷却效率随质量流量比的增加而增大,其他区域与无尾迹条件下的变化规律相同。
(3)尾迹增强了主流与射流的掺混,使得带有复合角气膜孔的叶片表面气膜覆盖面积变小。在小质量流量比条件下,气膜冷却效率平均降幅为35%,尾迹使得吸力面气膜冷却效率降幅更大;在大质量流量比条件下,射流动量的增大相对削弱了尾迹的影响,气膜冷却效率平均降幅为26%。