浅析稳定溶出赤泥铝硅比的方法
2019-09-03陈忠法
陈忠法
(东海氧化铝有限公司,山东 龙口265713)
1 前 言
铝土矿溶出过程就是铝土矿与循环母液进行反应的过程,评价溶出的效果有多个指标,溶出率无疑是判断溶出效果的最佳指标。操作中需要定时对溶出效果进行评估、调整,保证生产的高效性。在生产过程中,指标波动在所难免,如何能够及时发现问题、确定波动的原因,进行有效干预,减少波动,需要对多个指标进行综合分析。经过对生产经验的总结,结合氧化铝生产理论,在矿石品位稳定的情况下,可设定溶出A/S指标上限,作为操作人员对溶出效果的判断依据,其控制的合格率可以直观地说明溶出效率。再通过对溶出液固含、溶出αk、溶出A/S、溶出液氧化铝浓度等指标的综合评价,即可查找溶出操作过程中影响溶出率的具体原因,便于及时的纠偏,降低波动幅度,提高产量,控制生产成本。
研究具体说明生产中针对A/S比波动的现象,如何分析确定原因,以及采取哪些具体手段提高A/S比指标合格率。影响溶出A/S指标的因素较多,溶出温度、搅拌强度、循环母液浓度、矿石细度、溶出时间和母液添加量均对溶出赤泥A/S有重要影响。正因为影响因素多,这一指标在生产控制中难度较大,是各氧化铝厂生产调整的重点、难点。通过分析某氧化铝厂2017年和2018年相关的指标数据和生产实际,找出影响溶出A/S的主要原因,并制定出具体的应对措施,有效地提高A/S合格率。
2 关于循环母液浓度的影响
2.1 数据分析
图1、图2可以清晰地看出溶出指标控制波动情况,2018年2月、8月A/S比合格率仅为63%和68%,从散点图可以看出波动幅度为0.9~1.82,造成一部分氧化铝损失,减少了产量,增加了赤泥量,从而增加了成本。
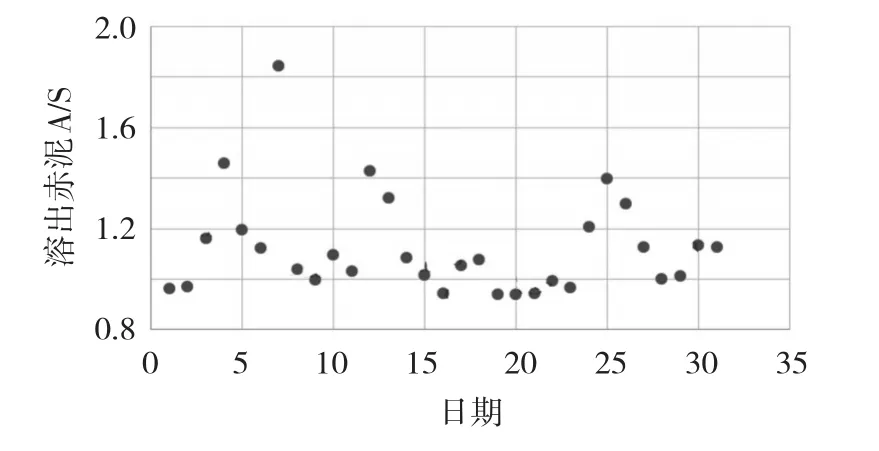
图1 2018年2月溶出A/S

图2 2018年8月溶出A/S
根据氧化铝溶出理论,对各个影响因素进行了逐项的分析排除。首先,检查了溶出温度,由于溶出套管结疤问题,表面型温度计很难保证测温的准确度,不宜作为整个运行周期的对比参考。根据饱和蒸汽压力与温度的对应关系,采取观察套管出口压力、反应釜压力的方式来检查料浆温度。通过铝酸钠溶液得到饱和蒸气压计算得知,3.65 MPa对应的温度为243℃。倒查运行数据,反应釜压力自投用至退出,整个周期呈下降趋势,最低压力为3.68 MP,足以满足溶出需要。
其次,检查矿浆细度,原矿浆磨矿细度指标要求+250 μm<10%。经查,合格率高达95%以上,排除磨矿细度影响。再次,分析了反应时间问题,由于反应釜联排管为常开状态,管道畅通。另外,考虑A/S比指标波动呈非连续状态,所以排除此项因素影响。
循环母液碱浓度是溶出的一个重要因素,直接影响溶出速度和溶液的饱和度,在一定的范围内较高的碱浓度可以快速且较完全的溶出铝土矿。相反,较低的碱浓度会严重影响溶出速度及溶出效果。表1为2017、2018年循环母液苛碱浓度,以及经过原矿工序稀释后的原矿苛碱,经过对比后发现,2018年的循母苛碱及原矿苛碱均大幅低于2017年水平。高温线2018年溶出A/S比平均为1.12,高于2017年1.07的A/S,这其中苛碱浓度是主要原因。根据三水铝石型铝土矿在铝酸钠溶液中的溶解机理,当溶液中存在大量的OH-离子存在时,它可以快速地侵入到铝土矿的晶格中,切断晶格之间的键,才能形成游离的AL(OH)63-离子团扩散到溶液中。反之,当溶液中苛碱浓度偏低时,将大大削弱上述反应进程,造成溶出不完全的后果。

表1 循母苛碱对比
2.2 解决办法
稳定系统浓度,在蒸发器蒸水量一定的情况下,控制流程进水、加强用水管理,是保证循母及原矿苛碱浓度的有效办法。但氧化铝生产系统庞大,用水点较多,需要多种措施、多工序协同,才能控制系统浓度。根据这一原则,经过对生产现场的细致排查,对生产数据进行分析。决定严控原料工序的加水管理,原矿苛碱浓度按照162 g/L考核,凡连续两次低于162 g/L的指标,按指标事故考核,并同时采取以下措施。解决蒸发器设备和操作问题,稳定蒸水量。原料车间实施用水量化,逐步推广,最后实现全厂用水管控。严格执行非生产水管理规定,由调度员现场检查,每周通报,进一步减少系统冲淡。规范沉降洗涤水调整,准确控制精液浓度。根据矿石品位、碱耗、母液αk,足量补充液体碱。
3 关于溶出母液调配的影响
3.1 数据分析
通过分析,溶出αk指标的月合格率仅为83%,远远低于正常水平,且波动幅度大。αk指标大幅偏离正常值的同时,伴随着溶出赤泥固含反向波动。明显说明母液调配量应该是影响A/S比的主要原因。
导致αk合格率低、波动大,首要原因是循母加入量不能根据原矿指标进行及时有效的调整。由于溶出αk控制手段简单,遇上游工序指标出现波动时,无法预先作出有效的调整,理论计算不足,过于依赖经验进行低效摸索,需要进行多次调整才能稳定指标,造成αk指标波动大,溶出A/S波动大的现象。溶出脱硅槽缓冲时间长,依照原矿指标调整αk,存在较长时间的滞后,为指标调整增加了难度,降低了A/S指标合格率。
3.2 解决办法
1)用理论公式配合经验修正建立一整套的计算方法。根据相关配矿理论公式,每吨铝土矿需要的母液量为:

式中:A为矿石中氧化铝的含量,%;ηA为初溶,%;b为钠硅比;Nk为母液的苛碱浓度,g/L;a为母液中氧化铝浓度,g/L;αk为溶出液;S矿为矿石中硅的含量,%。
套入高温线的日常分析数据计算可知,使用1 tA/S为6.93的矿石需配入Nk为185 g/L、αk为2.93的循环母液3.8 m3,按照284 t/h的干矿下矿量计算循环母液量为1 080 m3/h,显然离1 130 m3/h实际母液量有一定的差距,这需要根据实践经验进行修正。
关于修正量主要包括原矿带入水分、其他进水、计量误差以及取样分析偏差的影响。
通过以上公式,根据实际下矿量可以计算出母液配入量,根据原矿固含进行二次分配。1)修复原料定量给料机、密度计和母液流量计,修复溶出母液流量计,便于生产调整。2)原料车间应该根据下矿情况增减母液配入,保证矿浆密度的稳定。3)溶出车间根据公式计算出母液总量后,减掉原料配入的母液量,即为溶出应该配入的母液量。4)建立αk、原矿、母液的指标趋势图,通过直观的对比,进行母液掺配量的修正。5)增加脱硅出料固含指标,替代原矿固含指标,解决因流程较长导致指标滞后的问题。
4 结论
以上办法实施3个月后,原矿苛碱、溶出αk指标有了明显的提高,A/S基本稳定。经统计低温线原矿苛碱月平均达到165 g/L,循母苛碱达到月平均187 g/L。高温线原矿苛碱月平均达到167 g/L,循母苛碱达到月平均189 g/L。高温线A/S合格率稳定在95%以上,基本没有1.3以上结果出现。证明溶出赤泥A/S控制是一项系统性工作,需要前后工序的配合,需要理论和经验的结合,更离不开严格的管理。
